
- 1 -
Cod.955249
(EN) INSTRUCTION MANUAL
(IT) MANUALE D’ISTRUZIONE
(FR) MANUEL D’INSTRUCTIONS
(ES) MANUAL DE INSTRUCCIONES
(DE) BEDIENUNGSANLEITUNG
(RU) РУКОВОДСТВОПОЛЬЗОВАТЕЛЯ
(PT) MANUAL DE INSTRUÇÕES
(NL) INSTRUCTIEHANDLEIDING
(EL) ΕΓΧΕΙΡΙΔΙΟΧΡΗΣΗΣ
(RO) MANUALDEINSTRUCŢIUNI
(SV) BRUKSANVISNING
(CS) NÁVODKPOUŽITÍ
(HR-SR)
PRIRUČNIKZAUPOTREBU
(PL) INSTRUKCJAOBSŁUGI
(FI) OHJEKIRJA
(DA) INSTRUKTIONSMANUAL
(NO) BRUKERVEILEDNING
(SL) PRIROČNIKZNAVODILIZAUPORABO
(SK) NÁVODNAPOUŽITIE
(HU) HASZNÁLATIUTASÍTÁS
(LT) INSTRUKCIJŲKNYGELĖ
(ET) KASUTUSJUHEND
(LV) ROKASGRĀMATA
(BG) РЪКОВОДСТВОСИНСТРУКЦИИ
(TR) KULLANIM KILAVUZU
(AR)
EN IT FR ES DE RU PT
NL EL RO SV CS HR-SR
PL FI DA NO SL SK HU
LT ET LV BG TR AR
(EN) Spot welder
(IT) Puntatrice
(FR) Poste de soudage par points
(ES) Soldadora por puntos
(DE) Punktschweißmaschine
(RU) Аппарат для точечной сварки
(PT) Aparelho de soldar por pontos
(NL) Puntlasmachine
(EL) Πόντα
(RO) Aparat de sudură în puncte
(SV) Punktsvets
(CS) Bodovačka
(HR-SR) Stroj za točkasto varenje
(PL) Spawarka punktowa
(FI) Pistehitsauslaite
(DA) Punktsvejsemaskine
(NO) Punktesveiseapparat
(SL) Točkalnik
(SK) Bodovačka
(HU) Ponthegesztő
(LT) Taškinio suvirinimo aparatas
(ET) Punktkeevitusseade
(LV) Punktmetināšanas aparāts
(BG) Апарат за точково заваряване
(TR) Punto kaynak makinesi
(AR)

- 2 -
(EN) DANGER OF ELECTRIC SHOCK - (IT) PERICOLO SHOCK ELETTRICO - (FR) RISQUE DE CHOC ÉLECTRIQUE - (ES) PELIGRO DESCARGA ELÉCTRICA - (DE) STROMSCHLAGGEFAHR - (RU) ОПАСНОСТЬ
ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ - (PT) PERIGO DE CHOQUE ELÉTRICO - (NL) GEVAAR ELEKTROSHOCK - (EL) ΚΙΝΔΥΝΟΣ ΗΛΕΚΤΡΟΠΛΗΞΙΑΣ - (RO) PERICOL DE ELECTROCUTARE - (SV) FARA
FÖR ELEKTRISK STÖT - (CS) NEBEZPEČÍ ZÁSAHU ELEKTRICKÝM PROUDEM - (HR-SR) OPASNOST STRUJNOG UDARA - (PL) NIEBEZPIECZEŃSTWO SZOKU ELEKTRYCZNEGO - (FI) SÄHKÖISKUN VAARA -
(DA) FARE FOR ELEKTRISK STØD - (NO) FARE FOR ELEKTRISK STØT - (SL) NEVARNOST ELEKTRIČNEGA UDARA - (SK) NEBEZPEČENSTVO ZÁSAHU ELEKTRICKÝM PRÚDOM - (HU) ÁRAMÜTÉS VESZÉLYE
- (LT) ELEKTROS SMŪGIO PAVOJUS - (ET) ELEKTRILÖÖGIOHT - (LV) ELEKTROŠOKA BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ТОКОВ УДАР - (TR) ELEKTRİK ÇARPMASI TEHLİKESİ - (AR)
(EN) DANGER OF WELDING FUMES - (IT) PERICOLO FUMI DI SALDATURA - (FR) DANGER FUMÉES DE SOUDAGE - (ES) PELIGRO HUMOS DE SOLDADURA - (DE) GEFAHR DER ENTWICKLUNG
VON RAUCHGASEN BEIM SCHWEISSEN - (RU) ОПАСНОСТЬ ДЫМОВ СВАРКИ - (PT) PERIGO DE FUMAÇAS DE SOLDAGEM - (NL) GEVAAR LASROOK - (EL) ΚΙΝΔΥΝΟΣ ΚΑΠΝΩΝ
ΣΥΓΚΟΛΛΗΣΗΣ - (RO) PERICOL DE GAZE DE SUDURĂ - (SV) FARA FÖR RÖK FRÅN SVETSNING - (CS) NEBEZPEČÍ SVAŘOVACÍCH DÝMŮ - (HR-SR) OPASNOST OD DIMA PRILIKOM VARENJA
- (PL) NIEBEZPIECZEŃSTWO OPARÓW SPAWALNICZYCH - (FI) HITSAUSSAVUJEN VAARA - (DA) FARE P.G.A. SVEJSEDAMPE - (NO) FARE FOR SVEISERØYK - (SL) NEVARNOST VARILNEGA
DIMA - (SK) NEBEZPEČENSTVO VÝPAROV ZO ZVÁRANIA - (HU) HEGESZTÉS KÖVETKEZTÉBEN KELETKEZETT FÜST VESZÉLYE - (LT) SUVIRINIMO DŪMŲ PAVOJUS - (ET) KEEVITAMISEL
SUITSU OHT - (LV) METINĀŠANAS IZTVAIKOJUMU BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ПУШЕКА ПРИ ЗАВАРЯВАНЕ - (TR) KAYNAK DUMANI TEHLİKESİ - (AR)
(EN) DANGER OF EXPLOSION - (IT) PERICOLO ESPLOSIONE - (FR) RISQUE D’EXPLOSION - (ES) PELIGRO EXPLOSIÓN - (DE) EXPLOSIONSGEFAHR - (RU) ОПАСНОСТЬ ВЗРЫВА - (PT) PERIGO DE
EXPLOSÃO - (NL) GEVAAR ONTPLOFFING - (EL) ΚΙΝΔΥΝΟΣ ΕΚΡΗΞΗΣ - (RO) PERICOL DE EXPLOZIE - (SV) FARA FÖR EXPLOSION - (CS) NEBEZPEČÍ VÝBUCHU - (HR-SR) OPASNOST OD EKSPLOZIJE
- (PL) NIEBEZPIECZEŃSTWO WYBUCHU - (FI) RÄJÄHDYSVAARA - (DA) SPRÆNGFARE - (NO) FARE FOR EKSPLOSJON - (SL) NEVARNOST EKSPLOZIJE - (SK) NEBEZPEČENSTVO VÝBUCHU - (HU)
ROBBANÁS VESZÉLYE - (LT) SPROGIMO PAVOJUS - (ET) PLAHVATUSOHT - (LV) SPRĀDZIENBĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ЕКСПЛОЗИЯ - (TR) PATLAMA TEHLİKESİ - (AR)
(EN) WEARING PROTECTIVE CLOTHING IS COMPULSORY - (IT) OBBLIGO INDOSSARE INDUMENTI PROTETTIVI - (FR) PORT DES VÊTEMENTS DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE
LLEVAR ROPA DE PROTECCIÓN - (DE) DAS TRAGEN VON SCHUTZKLEIDUNG IST PFLICHT - (RU) ОБЯЗАННОСТЬ НАДЕВАТЬ ЗАЩИТНУЮ ОДЕЖДУ - (PT) OBRIGATÓRIO O USO DE VESTUÁRIO DE
PROTEÇÃO - (NL) VERPLICHT BESCHERMENDE KLEDIJ TE DRAGEN - (EL) ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΑΤΕΥΤΙΚΑ ΕΝΔΥΜΑΤΑ - (RO) FOLOSIREA ÎMBRĂCĂMINTEI DE PROTECŢIE OBLIGATORIE - (SV)
OBLIGATORISKT ATT BÄRA SKYDDSPLAGG - (CS) POVINNÉ POUŽITÍ OCHRANNÝCH PROSTŘEDKŮ - (HR-SR) OBAVEZNO KORIŠTENJE ZAŠTITNE ODJEĆE - (PL) NAKAZ NOSZENIA ODZIEŻY OCHRONNEJ
- (FI) SUOJAVAATETUKSEN KÄYTTÖ PAKOLLISTA - (DA) PLIGT TIL AT ANVENDE BESKYTTELSESTØJ - (NO) FORPLIKTELSE Å BRUKE VERNETØY - (SL) OBVEZNO OBLECITE ZAŠČITNA OBLAČILA - (SK)
POVINNÉ POUŽITIE OCHRANNÝCH PROSTRIEDKOV - (HU) VÉDŐRUHA HASZNÁLATA KÖTELEZŐ - (LT) PRIVALOMA DĖVĖTI APSAUGINĘ APRANGĄ - (ET) KOHUSTUSLIK KANDA KAITSERIIETUST -
(LV) PIENĀKUMS ĢĒRBT AIZSARGTĒRPUS - (BG) ЗАДЪЛЖИТЕЛНО НОСЕНЕ НА ПРЕДПАЗНО ОБЛЕКЛО - (TR) KORUYUCU GİYSİ GİYMEK ZORUNLUDUR - (AR)
(EN) WEARING PROTECTIVE GLOVES IS COMPULSORY - (IT) OBBLIGO INDOSSARE GUANTI PROTETTIVI - (FR) PORT DES GANTS DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE LLEVAR GUANTES
DE PROTECCIÓN - (DE) DAS TRAGEN VON SCHUTZHANDSCHUHEN IST PFLICHT - (RU) ОБЯЗАННОСТЬ НАДЕВАТЬ ЗАЩИТНЫЕ ПЕРЧАТКИ - (PT) OBRIGATÓRIO O USO DE LUVAS DE SEGURANÇA - (NL)
VERPLICHT BESCHERMENDE HANDSCHOENEN TE DRAGEN - (EL) ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΑΤΕΥΤΙΚΑ ΓΑΝΤΙΑ - (RO) FOLOSIREA MĂNUŞILOR DE PROTECŢIE OBLIGATORIE - (SV) OBLIGATORISKT
ATT BÄRA SKYDDSHANDSKAR - (CS) POVINNÉ POUŽITÍ OCHRANNÝCH RUKAVIC - (HR-SR) OBAVEZNO KORIŠTENJE ZAŠTITNIH RUKAVICA - (PL) NAKAZ NOSZENIA RĘKAWIC OCHRONNYCH - (FI)
SUOJAKÄSINEIDEN KÄYTTÖ PAKOLLISTA - (DA) PLIGT TIL AT BRUGE BESKYTTELSESHANDSKER - (NO) FORPLIKTELSE Å BRUKE VERNEHANSKER - (SL) OBVEZNO NADENITE ZAŠČITNE ROKAVICE - (SK)
POVINNÉ POUŽITIE OCHRANNÝCH RUKAVÍC - (HU) VÉDŐKESZTYŰ HASZNÁLATA KÖTELEZŐ - (LT) PRIVALOMA MŪVĖTI APSAUGINES PIRŠTINES - (ET) KOHUSTUSLIK KANDA KAITSEKINDAID - (LV)
PIENĀKUMS ĢĒRBT AIZSARGCIMDUS - (BG) ЗАДЪЛЖИТЕЛНО НОСЕНЕ НА ПРЕДПАЗНИ РЪКАВИЦИ - (TR) KORUYUCU ELDİVEN KULLANMAK ZORUNLUDUR - (AR)
(EN) DANGER OF ULTRAVIOLET RADIATION FROM WELDING - (IT) PERICOLO RADIAZIONI ULTRAVIOLETTE DA SALDATURA - (FR) DANGER RADIATIONS ULTRAVIOLETTES DE SOUDAGE -
(ES) PELIGRO RADIACIONES ULTRAVIOLETAS - (DE) GEFAHR ULTRAVIOLETTER STRAHLUNGEN BEIM SCHWEISSEN - (RU) ОПАСНОСТЬ УЛЬТРАФИОЛЕТОВОГО ИЗЛУЧЕНИЯ СВАРКИ - (PT)
PERIGO DE RADIAÇÕES ULTRAVIOLETAS DE SOLDADURA - (NL) GEVAAR ULTRAVIOLET STRALEN VAN HET LASSEN - (EL) ΚΙΝΔΥΝΟΣ ΥΠΕΡΙΩΔΟΥΣ ΑΚΤΙΝΟΒΟΛΙΑΣ ΑΠΟ ΣΥΓΚΟΛΛΗΣΗ - (RO)
PERICOL DE RADIAŢII ULTRAVIOLETE DE LA SUDURĂ - (SV) FARA FÖR ULTRAVIOLETT STRÅLNING FRÅN SVETSNING - (CS) NEBEZPEČÍ ULTRAFIALOVÉHO ZÁŘENÍ ZE SVAŘOVÁNÍ Í - (HR-SR)
OPASNOST OD ULTRALJUBIČASTIH ZRAKA PRILIKOM VARENJA - (PL) NIEBEZPIECZEŃSTWO PROMIENIOWANIA NADFIOLETOWEGO PODCZAS SPAWANIA - (FI) HITSAUKSEN AIHEUTTAMAN
ULTRAVIOLETTISÄTEILYN VAARA - (DA) FARE FOR ULTRAVIOLETTE SVEJSESTRÅLER - (NO) FARE FOR ULTRAFIOLETT STRÅLNING UNDER SVEISINGSPROSEDYREN - (SL) NEVARNOST SEVANJA
ULTRAVIJOLIČNIH ŽARKOV ZARADI VARJENJA - (SK) NEBEZPEČENSTVO ULTRAFIALOVÉHO ŽIARENIA ZO ZVÁRANIA - (HU) HEGESZTÉS KÖVETKEZTÉBEN LÉTREJÖTT IBOLYÁNTÚLI SUGÁRZÁS
VESZÉLYE - (LT) ULTRAVIOLETINIO SPINDULIAVIMO SUVIRINIMO METU PAVOJUS - (ET) KEEVITAMISEL ERALDUVA ULTRAVIOLETTKIIRGUSEOHT - (LV) METINĀŠANAS ULTRAVIOLETĀ IZSTAROJUMA
BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ УЛТРАВИОЛЕТОВО ОБЛЪЧВАНЕ ПРИ ЗАВАРЯВАНЕ - (TR) KAYNAKTAN ULTRAVİOLE IŞIMA TEHLİKESİ - (AR)
(EN) DANGER OF FIRE - (IT) PERICOLO INCENDIO - (FR) RISQUE D’INCENDIE - (ES) PELIGRO DE INCENDIO - (DE) BRANDGEFAHR - (RU) ОПАСНОСТЬ ПОЖАРА - (PT) PERIGO DE
INCÊNDIO - (NL) GEVAAR VOOR BRAND - (EL) ΚΙΝΔΥΝΟΣ ΠΥΡΚΑΓΙΑΣ - (RO) PERICOL DE INCENDIU - (SV) BRANDRISK - (CS) NEBEZPEČÍ POŽÁRU - (HR-SR) OPASNOST OD POŽARA
- (PL) NIEBEZPIECZEŃSTWO POŻARU - (FI) TULIPALON VAARA - (DA) BRANDFARE - (NO) BRANNFARE - (SL) NEVARNOST POŽARA - (SK) NEBEZPEČENSTVO POŽIARU - (HU)
TŰZVESZÉLY - (LT) GAISRO PAVOJUS - (ET) TULEOHT - (LV) UGUNSGRĒKA BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ПОЖАР - (TR) YANGIN TEHLİKESİ - (AR)
(EN) DANGER OF BURNS - (IT) PERICOLO DI USTIONI - (FR) RISQUE DE BRÛLURES - (ES) PELIGRO DE QUEMADURAS - (DE) VERBRENNUNGSGEFAHR - (RU) ОПАСНОСТЬ
ОЖОГОВ - (PT) PERIGO DE QUEIMADURAS - (NL) GEVAAR VOOR BRANDWONDEN - (EL) ΚΙΝΔΥΝΟΣ ΕΓΚΑΥΜΑΤΩΝ - (RO) PERICOL DE ARSURI - (SV) RISK FÖR BRÄNNSKADA
- (CS) NEBEZPEČÍ POPÁLENIN - (HR-SR) OPASNOST OD OPEKLINA - (PL) NIEBEZPIECZEŃSTWO OPARZEŃ - (FI) PALOVAMMOJEN VAARA - (DA) FARE FOR FORBRÆNDINGER
- (NO) FARE FOR FORBRENNINGER - (SL) NEVARNOST OPEKLIN - (SK) NEBEZPEČENSTVO POPÁLENÍN - (HU) ÉGÉSI SÉRÜLÉS VESZÉLYE - (LT) NUSIDEGINIMO PAVOJUS
- (ET) PÕLETUSHAAVADE SAAMISE OHT - (LV) APDEGUMU GŪŠANAS BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ИЗГАРЯНИЯ - (TR) YANIK TEHLİKESİ - (AR)
(EN) DANGER OF STRONG MAGNETIC FIELD - (IT) PERICOLO CAMPI MAGNETICI INTENSI - (FR) DANGER CHAMPS MAGNÉTIQUES INTENSES - (ES) PELIGRO
CAMPOS MAGNÉTICOS INTENSOS - (DE) GEFAHR STARKER MAGNETFELDER - (RU) ОПАСНОСТЬ ИНТЕНСИВНЫХ МАГНИТНЫХ ПОЛЕЙ - (PT) PERIGO DE CAMPOS
MAGNÉTICOS INTENSOS - (NL) GEVAAR INTENSE MAGNETISCHE VELDEN - (EL) ΚΙΝΔΥΝΟΣ ΕΝΤΟΝΩΝ ΗΛΕΚΤΡΟΜΑΓΝΗΤΙΚΩΝ ΠΕΔΙΩΝ - (RO) PERICOL CÂMPURI
MAGNETICE INTENSE - (SV) RISK FÖR INTENSIVA MAGNETFÄLT - (CS) NEBEZPEČÍ INTENZIVNÍCH MAGNETICKÝCH POLÍ - (HR-SR) OPASNOST OD INTENZIVNIH
ELEKTROMAGNETSKIH POLJA - (PL) NIEBEZPIECZEŃSTWO SILNYCH PÓL MAGNETYCZNYCH - (FI) VOIMAKKAIDEN MAGNEETTIKENTTIEN VAARA - (DA) FARE STÆRKE
MAGNETISKE FELTER - (NO) FARE FOR INTENSIVE MAGNETISKE FELT - (SL) NEVARNOST MOČNIH MAGNETNIH POLJ - (SK) NEBEZPEČENSTVO INTENZÍVNYCH
MAGNETICKÝCH POLÍ - (HU) INTENZÍV MÁGNESES MEZŐK VESZÉLYE - (LT) INTENSYVAUS MAGNETINIO LAUKO PAVOJUS -
(ET) OHT - TUGEVAD MAGNETVÄLJAD
- (LV)
SPĒCĪGĀ MAGNĒTISKĀ LAUKA BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ СИЛНИ МАГНИТНИ ПОЛЕТА - (TR) GÜÇLÜ MANYETİK ALAN TEHLİKESİ - (AR)
(EN) DANGER OF NON-IONISING RADIATION - (IT) PERICOLO RADIAZIONI NON IONIZZANTI - (FR) DANGER RADIATIONS NON IONISANTES - (ES) PELIGRO RADIACIONES NO IONIZANTES
- (DE) GEFAHR NICHT IONISIERENDER STRAHLUNGEN - (RU) ОПАСНОСТЬ НЕ ИОНИЗИРУЮЩЕЙ РАДИАЦИИ - (PT) PERIGO DE RADIAÇÕES NÃO IONIZANTES - (NL) GEVAAR NIET
IONISERENDE STRALEN - (EL) ΚΙΝΔΥΝΟΣ ΜΗ ΙΟΝΙΖΟΝΤΩΝ ΑΚΤΙΝΟΒΟΛΙΩΝ - (RO) PERICOL DE RADIAŢII NEIONIZANTE - (SV) FARA FÖR ICKE JONISERANDE - (CS) NEBEZPEČÍ
NEIONIZUJÍCÍHO ZÁŘENÍ - (HR-SR) OPASNOST NEJONIZIRAJUĆIH ZRAKA - (PL) ZAGROŻENIE PROMIENIOWANIEM NIEJONIZUJĄCYM - (FI) IONISOIMATTOMAN SÄTEILYN VAARA -
(DA) FARE FOR IKKE-IONISERENDE STRÅLER - (NO) FARE FOR UJONISERT STRÅLNING - (SL) NEVARNOST NEJONIZIRANEGA SEVANJA - (SK) NEBEZPEČENSTVO NEIONIZUJÚCEHO
ZARIADENIA - (HU) NEM INOGEN SUGÁRZÁS VESZÉLYE - (LT) NEJONIZUOTO SPINDULIAVIMO PAVOJUS - (ET) MITTEIONISEERITUDKIIRGUSTE OHT - (LV) NEJONIZĒJOŠA
IZSTAROJUMA BĪSTAMĪBA - (BG) ОПАСТНОСТ ОТ НЕ ЙОНИЗИРАНО ОБЛЪЧВАНЕ - (TR) İYONLAŞTIRICI OLMAYAN RADYASYON TEHLİKESİ - (AR)
(EN) GENERAL HAZARD - (IT) PERICOLO GENERICO - (FR) DANGER GÉNÉRIQUE - (ES) PELIGRO GENÉRICO - (DE) GEFAHR ALLGEMEINER ART - (RU) ОБЩАЯ ОПАСНОСТЬ - (PT)
PERIGO GERAL - (NL) ALGEMEEN GEVAAR - (EL) ΓΕΝΙΚΟΣ ΚΙΝΔΥΝΟΣ - (RO) PERICOL GENERAL - (SV) ALLMÄN FARA - (CS) VŠEOBECNÉ NEBEZPEČÍ - (HR-SR) OPĆA OPASNOST - (PL)
OGÓLNE NIEBEZPIECZEŃSTWO - (FI) YLEINEN VAARA - (DA) ALMEN FARE - (NO) GENERISK FARE STRÅLNING - (SL) SPLOŠNA NEVARNOST - (SK) VŠEOBECNÉ NEBEZPEČENSTVO
- (HU) ÁLTALÁNOS VESZÉLY - (LT) BENDRAS PAVOJUS - (ET) ÜLDINE OHT - (LV) VISPĀRĪGA BĪSTAMĪBA - (BG) ОБЩИ ОПАСТНОСТИ - (TR) GENEL TEHLİKE - (AR)
(EN) GENERAL SYMBOL INDICATING THE ORIGIN OF THE MATERIAL THAT CAN BE SUBJECT TO A RECOVERY/RECYCLING PROCESS - (IT) SIMBOLO GENERALE CHE INDICA L'APPARTENENZA DEL
MATERIALE SU CUI È POSTO AL PROCESSO DI RECUPERO / RICICLAGGIO - (FR) SYMBOLE GÉNÉRAL INDIQUANT QUE LE MATÉRIAU SUR LEQUEL IL EST APPLIQUÉ EST RÉCUPÉRABLE/RECYCLABLE
- (ES) SÍMBOLO GENERAL QUE INDICA A QUÉ CATEGORÍA PERTENECE EL MATERIAL QUE SE SOMETE AL PROCESO DE RECUPERACIÓN/RECICLAJE - (DE) ALLGEMEINES SYMBOL, WELCHES DIE
MATERIALZUGEHÖRIGKEIT ANGIBT, BEI DEM DER WIEDERHERSTELLUNGS-/RÜCKGEWINNUNGSPROZESS GEMACHT WIRD - (RU) ОБЩИЙ СИМВОЛ, УКАЗЫВАЮЩИЙ НА ТО, ЧТО МАТЕРИАЛ,
НА КОТОРЫЙ ОН НАНЕСЕН, МОЖЕТ БЫТЬ ВОССТАНОВЛЕН/ПЕРЕРАБОТАН - (PT) SÍMBOLO GERAL QUE INDICA O MATERIAL DISPOSTO PARA O PROCESSO DE RECUPERAÇÃO/RECICLAGEM
- (NL) ALGEMEEN SYMBOOL DAT AANGEEFT DAT HET MATERIAAL WAAROP HET IS AANGEBRACHT, GESCHIKT IS VOOR TERUGWINNING/RECYCLING - (EL) ΓΕΝΙΚΟ ΣΥΜΒΟΛΟ ΠΟΥ ΔΕΙΧΝΕΙ ΠΟΥ
ΑΝΗΚΕΙ ΤΟ ΥΛΙΚΟ ΠΑΝΩ ΣΤΟ ΟΠΟΙΟ ΤΕΘΗΚΕ ΣΕ ΣΧΕΣΗ ΜΕ ΤΗ ΔΙΑΔΙΚΑΣΙΑ ΑΝΑΚΤΗΣΗΣ / ΑΝΑΚΥΚΛΩΣΗΣ - (RO) SIMBOL GENERAL, CARE INDICĂ APARTENENȚA MATERIALULUI PE CARE ESTE
APLICAT ÎN CADRUL PROCESULUI DE RECUPERARE/RECICLARE - (SV) ALLMÄN SYMBOL SOM ANGER MATERIALTILLHÖRIGHET AVSEENDE ÅTERANVÄNDNINGS-/ÅTERVINNINGSPROCESSEN -
(CS) VŠEOBECNÝ SYMBOL, OZNAČUJÍCÍ PŘÍSLUŠNOST MATERIÁLU, NA KTERÉM JE UVEDEN, K PROCESU REKUPERACE/RECYKLACE - (HR-SR) OPĆA OZNAKA KOJA OZNAČAVA DA JE MATERIJAL
NA KOJEM SE ONA NALAZI PODVRGNUT POSTUPKU OPORABE/RECIKLAŽE - (PL) OGÓLNY SYMBOL WSKAZUJĄCY PRZYNALEŻNOŚĆ MATERIAŁU, NA KTÓRYM SIĘ ZNAJDUJE DO PROCESU
ODZYSKIWANIA / RECYKLINGU - (FI) YLEINEN MERKKI, JOKA OSOITTAA UUDELLEENKÄSITTELY- /KIERRÄTYSPROSESSIIN KUULUVAA MATERIAALIA - (DA) ALMENT SYMBOL, DER ANGIVER
MATERIALETS KATEGORI VED GVENVINDINGS-/GENBRUGSPROCESSEN - (NO) GENERELT SYMBOL SOM INDIKERER MATERIALETS OPPHAV FOR GJENVINNINGS- /RESIRULERINGSPROSESSEN - (SL)
SPLOŠNI SIMBOL, KI PRIKAZUJE, DA JE MATERIAL, NA KATEREM JE, USTREZEN ZA PREDELAVO/RECIKLIRANJE - (SK) VŠEOBECNÝ SYMBOL, OZNAČUJÚCI PRÍSLUŠNOSŤ MATERIÁLU, NA KTOROM
JE UVEDENÝ, K PROCESU REKUPERÁCIE/RECYKLÁCIE - (HU) ÁLTALÁNOS JEL, AMELY AZ ALAPANYAG VISSZANYERÉSI / ÚJRAHASZNOSÍTÁSI ELJÁRÁSRA VALÓ ALKALMASSÁGÁT JELZI - (LT)
BENDRASIS ŽENKLAS, NURODANTIS MEDŽIAGOS, ANT KURIOS JIS YRA, TINKAMUMĄ SURINKIMO IR PERDIRBIMO PROCESUI - (ET) ÜLDINE SÜMBOL, MIS TÄHISTAB ALLA ASETATUD MATERIALI
KUULUMIST TAASKASUTUS/-TÖÖTLUS PROTSESSI - (LV) VISPĀRĒJS SIMBOLS, KAS NORĀDA, KA MATERIĀLS, UZ KURA TAS NORĀDĪTS, VAR TIKT PAKĻAUTS ATJAUNOŠANAI/PĀRSTRĀDEI -
(BG) ОБЩ СИМВОЛ, КОЙТО ПОКАЗВА ПРИНАДЛЕЖНОСТТА НА МАТЕРИАЛА, ЗА КОЙТО Е ПРЕДВИДЕН ПРОЦЕСЪТ ПО ВЪЗСТАНОВЯВАНЕ / РЕЦИКЛИРАНЕ - (TR) ÜZERİNE UYGULANMIŞ
OLDUĞU MATERYALİN GERİ KAZANIM / GERİ DÖNÜŞÜM SÜRECİNE AİDİYETİNİ GÖSTEREN GENEL SEMBOL - (AR) /
(EN) EYE PROTECTIONS MUST BE WORN - (IT) OBBLIGO DI INDOSSARE OCCHIALI PROTETTIVI - (FR) PORT DES LUNETTES DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE USAR GAFAS DE
PROTECCIÓN - (DE) DAS TRAGEN EINER SCHUTZBRILLE IST PFLICHT - (RU) ОБЯЗАННОСТЬ НОСИТЬ ЗАЩИТНЫЕ ОЧКИ - (PT) OBRIGAÇÃO DE VESTIR ÓCULOS DE PROTECÇÃO - (NL) VERPLICHT
DRAGEN VAN BESCHERMENDE BRIL - (EL) ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΕΤΕΥΤΙΚΑ ΓΥΑΛΙΑ - (RO) ESTE OBLIGATORIE PURTAREA OCHELARILOR DE PROTECŢIE - (SV) OBLIGATORISKT ATT
ANVÄNDA SKYDDSGLASÖGON - (CS) POVINNOST POUŽÍVÁNÍ OCHRANNÝCH BRÝLÍ - (HR-SR) OBAVEZNA UPOTREBA ZAŠTITNIH NAOČALA - (PL) NAKAZ NOSZENIA OKULARÓW OCHRONNYCH
- (FI) SUOJALASIEN KÄYTTÖ PAKOLLISTA - (DA) PLIGT TIL AT ANVENDE BESKYTTELSESBRILLER - (NO) DET ER OBLIGATORISK Å HA PÅ SEG VERNEBRILLEN - (SL) OBVEZNA UPORABA ZAŠČITNIH
OČAL - (SK) POVINNOSŤ POUŽÍVANIA OCHRANNÝCH OKULIAROV - (HU) VÉDŐSZEMÜVEG VISELETE KÖTELEZŐ - (LT) PRIVALOMA DIRBTI SU APSAUGINIAIS AKINIAIS - (ET) KOHUSTUS KANDA
KAITSEPRILLE - (LV) PIENĀKUMS VILKT AIZSARGBRILLES - (BG) ЗАДЪЛЖИТЕЛНО ДА СЕ НОСЯТ ПРЕДПАЗНИ ОЧИЛА - (TR) KORUYUCU GÖZLÜK KULLANILMALIDIR - (AR)
(EN) NO ENTRY FOR UNAUTHORISED PERSONNEL - (IT) DIVIETO DI ACCESSO ALLE PERSONE NON AUTORIZZATE - (FR) ACCÈS INTERDIT AUX PERSONNES NON AUTORISÉES - (ES) PROHIBIDO
EL ACCESO A PERSONAS NO AUTORIZADAS - (DE) UNBEFUGTEN PERSONEN IST DER ZUTRITT VERBOTEN - (RU) ЗАПРЕТ ДЛЯ ДОСТУПА ПОСТОРОННИХ ЛИЦ - (PT) PROIBIÇÃO DE ACESSO
ÀS PESSOAS NÃO AUTORIZADAS - (NL) TOEGANGSVERBOD VOOR NIET GEAUTORISEERDE PERSONEN - (EL) ΑΠΑΓΟΡΕΥΣΗ ΠΡΟΣΒΑΣΗΣ ΣΕ ΜΗ ΕΠΙΤΕΤΡΑΜΕΝΑ ΑΤΟΜΑ - (RO) ACCESUL
PERSOANELOR NEAUTORIZATE ESTE INTERZIS - (SV) TILLTRÄDE FÖRBJUDET FÖR ICKE AUKTORISERADE PERSONER - (CS) ZÁKAZ VSTUPU NEPOVOLANÝM OSOBÁM - (HR-SR) ZABRANA PRISTUPA
NEOVLAŠTENIM OSOBAMA - (PL) ZAKAZ DOSTĘPU OSOBOM NIEUPOWAŻNIONYM - (FI) PÄÄSY KIELLETTY ASIATTOMILTA - (DA) ADGANG FORBUDT FOR UVEDKOMMENDE - (NO) PERSONER
SOM IKKE ER AUTORISERTE MÅ IKKE HA ADGANG TIL APPARATEN - (SL) DOSTOP PREPOVEDAN NEPOOBLAŠČENIM OSEBAM - (SK) ZÁKAZ NEOPRÁVNENÉHO PRÍSTUPU K OSÔB - (HU) FEL NEM
JOGOSÍTOTT SZEMÉLYEK SZÁMÁRA TILOS A BELÉPÉS - (LT) PAŠALINIAMS ĮEITI DRAUDŽIAMA - (ET) SELLEKS VOLITAMATA ISIKUTEL ON TÖÖALAS VIIBIMINE KEELATUD - (LV) NEPIEDEROŠĀM
PERSONĀM IEEJA AIZLIEGTA - (BG) ЗАБРАНЕН Е ДОСТЪПЪТ НА НЕУПЪЛНОМОЩЕНИ ЛИЦА - (TR) YETKİLİ OLMAYAN KİŞİLER GİREMEZ - (AR)
(EN) EXPLANATIONOFDANGER,MANDATORYANDPROHIBITIONSIGNS.
(IT) LEGENDASEGNALIDIPERICOLO,D’OBBLIGOEDIVIETO.
(FR) LÉGENDESIGNAUXDEDANGER,D’OBLIGATIONETD’INTERDICTION.
(ES) LEYENDASEÑALESDEPELIGRO,DEOBLIGACIÓNYPROHIBICIÓN.
(DE) LEGENDEDERGEFAHREN-,GEBOTS-UNDVERBOTSZEICHEN.
(RU) ЛЕГЕНДАСИМВОЛОВБЕЗОПАСНОСТИ,ОБЯЗАННОСТИИЗАПРЕТА.
(PT) LEGENDADOSSINAISDEPERIGO,OBRIGAÇÃOEPROIBIDO.
(NL) LEGENDESIGNALENVANGEVAAR,VERPLICHTINGENVERBOD.
(EL) ΛΕΖΑΝΤΑΣΗΜΑΤΩΝΚΙΝΔΥΝΟΥ,ΥΠΟΧΡΕΩΣΗΣΚΑΙΑΠΑΓΟΡΕΥΣΗΣ.
(RO)
LEGENDĂINDICATOAREDEAVERTIZAREAPERICOLELOR,DEOBLIGAREŞIDEINTERZICERE.
(SV) BILDTEXTSYMBOLERFÖRFARA,PÅBUDOCHFÖRBUD.
(CS) VYSVĚTLIVKYKSIGNÁLŮMNEBEZPEČÍ,PŘÍKAZŮMAZÁKAZŮM.
(HR-SR)
LEGENDAOZNAKAOPASNOSTI,OBAVEZAIZABRANA.
(PL) OBJAŚNIENIAZNAKÓWOSTRZEGAWCZYCH,NAKAZUIZAKAZU.
(FI) VAROITUS,VELVOITUS,JAKIELTOMERKIT.
(DA) OVERSIGTOVERFARE,PLIGTOGFORBUDSSIGNALER.
(NO) SIGNALERINGSTEKSTFORFARE,FORPLIKTELSEROGFORBUDT.
(SL) LEGENDASIGNALOVZANEVARNOST,ZAPREDPISANOINPREPOVEDANO.
(SK) VYSVETLIVKYKSIGNÁLOMNEBEZPEČENSTVA,PRÍKAZOMAZÁKAZOM.
(HU) AVESZÉLY,KÖTELEZETTSÉGÉSTILTÁSJELZÉSEINEKFELIRATAI.
(LT) PAVOJAUS,PRIVALOMŲJŲIRDRAUDŽIAMŲJŲŽENKLŲPAAIŠKINIMAS.
(ET) OHUD,KOHUSTUSEDJAKEELUD.
(LV) BĪSTAMĪBU,PIENĀKUMUUNAIZLIEGUMAZĪMJUPASKAIDROJUMI.
(BG) ЛЕГЕНДАНАЗНАЦИТЕЗАОПАСНОСТ,ЗАДЪЛЖИТЕЛНИИЗАЗАБРАНА.
(TR) TEHLİKE,ZORUNLULUKVEYASAKİŞARETLERİNİNAÇIKLAMASI.
(AR)

- 3 -
(EN) WEARING A PROTECTIVE MASK IS COMPULSORY - (IT) OBBLIGO USARE MASCHERA PROTETTIVA - (FR) PORT DU MASQUE DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE USAR
MÁSCARA DE PROTECCIÓN - (DE) DER GEBRAUCH EINER SCHUTZMASKE IST PFLICHT - (RU) ОБЯЗАННОСТЬ ПОЛЬЗОВАТЬСЯ ЗАЩИТНОЙ МАСКОЙ - (PT) OBRIGATÓRIO O USO DE MÁSCARA
DE PROTEÇÃO - (NL) VERPLICHT GEBRUIK VAN BESCHERMEND MASKER - (EL) ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΑΤΕΥΤΙΚΗ ΜΑΣΚΑ - (RO) FOLOSIREA MĂŞTII DE PROTECŢIE OBLIGATORIE - (SV)
OBLIGATORISKT ATT BÄRA SKYDDSMASK - (CS) POVINNÉ POUŽITÍ OCHRANNÉHO ŠTÍTU - (HR-SR) OBAVEZNO KORIŠTENJE ZAŠTITNE MASKE - (PL) NAKAZ UŻYWANIA MASKI OCHRONNEJ - (FI)
SUOJAMASKIN KÄYTTÖ PAKOLLISTA - (DA) PLIGT TIL AT ANVENDE BESKYTTELSESMASKE - (NO) FORPLIKTELSE Å BRUKE VERNEBRILLER - (SL) OBVEZNOST UPORABI ZAŠČITNE MASKE - (SK)
POVINNÉ POUŽITIE OCHRANNÉHO ŠTÍTU - (HU) VÉDŐMASZK HASZNÁLATA KÖTELEZŐ - (LT) PRIVALOMA UŽSIDĖTI APSAUGINĘ KAUKĘ - (ET) KOHUSTUSLIK KANDA KAITSEMASKI - (LV) PIENĀKUMS
IZMANTOT AIZSARGMASKU - (BG) ЗАДЪЛЖИТЕЛНО ИЗПОЛЗВАНЕ НА ПРЕДПАЗНА ЗАВАРЪЧНА МАСКА - (TR) KORUYUCU MASKE TAKMAK ZORUNLUDUR - (AR)
(EN) WEARING EAR PROTECTORS IS COMPULSORY - (IT) OBBLIGO PROTEZIONE DELL’UDITO - (FR) PROTECTION DE L’OUÏE OBLIGATOIRE - (ES) OBLIGACIÓN DE PROTECCIÓN DEL OÍDO - (DE) DAS
TRAGEN VON GEHÖRSCHUTZ IST PFLICHT - (RU) ОБЯЗАННОСТЬ ЗАЩИЩАТЬ СЛУХ - (PT) OBRIGATÓRIO PROTEGER O OUVIDO - (NL) VERPLICHTE OORBESCHERMING - (EL) ΥΠΟΧΡΕΩΣΗ ΠΡΟΣΤΑΣΙΑΣ
ΑΚΟΗΣ - (RO) PROTECŢIA AUZULUI OBLIGATORIE - (SV) OBLIGATORISKT ATT SKYDDA HÖRSELN - (CS) POVINNOST OCHRANY SLUCHU - (HR-SR) OBAVEZNA ZAŠTITA SLUHA - (PL) NAKAZ OCHRONY
SŁUCHU - (FI) KUULOSUOJAUS PAKOLLINEN - (DA) PLIGT TIL AT ANVENDE HØREVÆRN - (NO) FORPLIKTELSE Å BRUKE HØRSELVERN - (SL) OBVEZNA UPORABA GLUŠNIKOV - (SK) POVINNÁ
OCHRANA SLUCHU - (HU) HALLÁSVÉDELEM KÖTELEZŐ - (LT) PRIVALOMOS APSAUGOS PRIEMONĖS KLAUSOS ORGANAMS - (ET) KOHUSTUS KANDA KUULMISKAITSEVAHENDEID - (LV) PIENĀKUMS
AIZSARGĀT DZIRDES ORGĀNUS - (BG) ЗАДЪЛЖИТЕЛНО ДА СЕ НОСЯТ ПРЕДПАЗНИ СРЕДСТВА ЗА СЛУХА - (TR) KORUYUCU KULAKLIK KULLANMAK ZORUNLUDUR - (AR)
(EN) DANGER OF CRUSHING UPPER LIMBS - (IT) PERICOLO SCHIACCIAMENTO ARTI SUPERIORI - (FR) RISQUE D’ÉCRASEMENT DES MEMBRES SUPÉRIEURS - (ES) PELIGRO DE
APLASTAMIENTODELOSMIEMBROSSUPERIORES-(DE)QUETSCHGEFAHRFÜRDIEOBERENGLIEDMASSEN-(RU)ОПАСНОСТЬРАЗДАВЛИВАНИЯВЕРХНИХКОНЕЧНОСТЕЙ-(PT)
PERIGODEESMAGAMENTODOSMEMBROSSUPERIORES-(NL)GEVAARVOORVERPLETTINGBOVENSTELEDEMATEN-(EL)ΚΙΝΔΥΝΟΣΣΥΝΘΛΙΨΗΣΑΝΩΜΕΛΩΝ-(RO)PERICOL
DESTRIVIREAMEMBRELORSUPERIOARE-(SV)RISKFÖRKLÄMNINGAVDEÖVREEXTREMITETERNA-(CS)NEBEZPEČÍPŘITLAČENÍHORNÍCHKONČETIN-(HR-SR)OPASNOST
ODGNJEČENJAGORNJIHUDOVA-(PL)NIEBEZPIECZEŃSTWOZGNIECENIAKOŃCZYNGÓRNYCH-(FI)YLÄRAAJOJENPURISTUMISVAARA-(DA)FAREFORFASTKLEMNING
AFDEØVRELEMMER-(NO)FAREFORÅKLEMMEARMENE-(SL)NEVARNOSTZMEČKANINZGORNJIHUDOV-(SK)NEBEZPEČENSTVOPRITLAČENIAHORNÝCHKONČATÍN
-(HU)FELSŐVÉGTAGOKÖSSZENYOMÁSÁNAKVESZÉLYE-(LT)VIRŠUTINIŲGALŪNIŲSUSPAUDIMOPAVOJUS-(ET)ÜLAJÄSEMETEMULJUDASAAMISEOHT-(LV)AUGŠĒJO
EKSTREMITĀŠUSASPIEŠANASBĪSTAMĪBA-(BG)ОПАСНОСТОТПРЕМАЗВАНЕНАГОРНИТЕКРАЙНИЦИ - (TR) ÜST UZUVLARIN EZİLME TEHLİKESİ - (AR)
(EN)WARNING:MOVINGPARTS-(IT)ATTENZIONEORGANIINMOVIMENTO-(FR)ATTENTIONORGANESENMOUVEMENT-(ES)ATENCIÓNÓRGANOSENMOVIMIENTO-(DE)
VORSICHT BEWEGUNGSELEMENTE - (RU) ВНИМАНИЕ, ЧАСТИ В ДВИЖЕНИИ - (PT) CUIDADO ÓRGÃOS EM MOVIMENTO - (NL) OPGELET ORGANEN IN BEWEGING - (EL)
ΠΡΟΣΟΧΗΟΡΓΑΝΑΣΕΚΙΝΗΣΗ-(RO)ATENŢIEPIESEÎNMIŞCARE-(SV)VARNINGFÖRORGANIRÖRELSE-(CS)POZORNAPOHYBUJÍCÍSESOUČÁSTI-(HR-SR)POZORDIJELOVI
UPOKRETU-(PL)UWAGA:RUCHOMECZĘŚCIMASZYNY-(FI)VAROLIIKKUVIAOSIA-(DA)PASPÅDELEIBEVÆGELSE-(NO)ADVARSEL:BEVEGELIGEDELER-(SL)POZOR,
NAPRAVEDELUJEJO-(SK)POZORNAPOHYBUJÚCESASÚČASTI-(HU)VIGYÁZAT:GÉPALKATRÉSZEKMOZGÁSBANVANNAK-(LT)DĖMESIO!JUDANČIOSDETALĖS-(ET)
TÄHELEPANU!LIIKUVADMASINAOSAD-(LV)UZMANĪBUKUSTĪGĀSDAĻAS-(BG)ВНИМАНИЕДВИЖЕЩИСЕМЕХАНИЗМИ - (TR) DİKKAT: HAREKETLİ PARÇALAR - (AR)
(EN) USERS OF VITAL ELECTRICAL AND ELECTRONIC APPARATUS MUST NEVER USE THE MACHINE - (IT) VIETATO L’USO DELLA MACCHINA AI PORTATORI DI APPARECCHIATURE ELETTRICHE ED
ELETTRONICHE VITALI - (FR) L’UTILISATION DE LA MACHINE EST DÉCONSEILLÉE AUX PORTEURS D’APPAREILS ÉLECTRIQUES OU ÉLECTRONIQUES MÉDICAUX - (ES) PROHIBIDO EL USO DE LA
MÁQUINA A LOS PORTADORES DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS VITALES - (DE) TRÄGERN LEBENSERHALTENDER ELEKTRISCHER UND ELEKTRONISCHER GERÄTE IST DER GEBRAUCH DER
MASCHINE UNTERSAGT - (RU) ИСПОЛЬЗОВАНИЕ УСТАНОВКИ ЗАПРЕЩЕНО ЛИЦАМ, ИСПОЛЬЗУЮЩИМ ЭЛЕКТРОННУЮ И ЭЛЕКТРОАППАРАТУРУ ОБЕСПЕЧЕНИЯ ЖИЗНЕДЕЯТЕЛЬНОСТИ - (PT) É
PROIBIDO O USO DA MÁQUINA AOS PORTADORES DE APARELHAGENS ELÉCTRICAS E ELECTRÓNICAS VITAIS - (NL) HET GEBRUIK VAN DE MACHINE IS VERBODEN AAN DRAGERS VAN ELEKTRISCHE
EN ELEKTRONISCHE VITALE APPARATUUR - (EL) ΑΠΑΓΟΡΕΥΕΤΑΙ Η ΧΡΗΣΗ ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ ΣΕ ΑΤΟΜΑ ΠΟΥ ΦΕΡΟΥΝ ΗΛΕΚΤΡΙΚΕΣ ΚΑΙ ΗΛΕΚΤΡΟΝΙΚΕΣ ΣΥΣΚΕΥΕΣ ΖΩΤΙΚΗΣ ΣΗΜΑΣΙΑΣ - (RO) SE
INTERZICE FOLOSIREA MAŞINII DE CĂTRE PERSOANELE PURTĂTOARE DE APARATE ELECTRICE ŞI ELECTRONICE VITALE - (SV) FÖRBJUDET FÖR ANVÄNDARE AV LIVSUPPEHÅLLANDE ELEKTRISKA ELLER
ELEKTRONISKA APPARATER ATT ANVÄNDA DENNA MASKIN - (CS) ZÁKAZ POUŽITÍ STROJE NOSITELŮM ELEKTRICKÝCH A ELEKTRONICKÝCH ŽIVOTNĚ DŮLEŽITÝCH ZAŘÍZENÍ - (HR-SR) ZABRANJENO
JE UPOTREBLJAVATI STROJ OSOBAMA KOJE IMAJU UGRAĐENE VITALNE ELEKTRIČNE ILI ELEKTRONIČKE UREĐAJE - (PL) ZABRONIONE JEST UŻYWANIE URZĄDZENIA OSOBOM STOSUJĄCYM
ELEKTRYCZNE I ELEKTRONICZNE URZĄDZENIA WSPOMAGAJĄCE FUNKCJE ŻYCIOWE - (FI) KONEEN KÄYTTÖKIELTO SÄHKÖISTEN JA ELEKTRONISTEN HENKILÖNSUOJALAITTEIDEN KÄYTTÄJILLE
- (DA) DET ER FORBUDT FOR PERSONER, DER ANVENDER LIVSVIGTIGT ELEKTRISK OG ELEKTRONISK APPARATUR, AT ANVENDE MASKINEN - (NO) DET ER FORBUDT FOR PERSONER SOM BRUKER
LIVSVIKTIGE ELEKTRISKE ELLER ELEKTRONISKE APPARATER Å BRUKE MASKINEN - (SL) PREPOVEDANA UPORABA STROJA ZA UPORABNIKE ŽIVLJENJSKO POMEMBNIH ELEKTRIČNIH IN ELEKTRONSKIH
NAPRAV - (SK) ZÁKAZ POUŽÍVANIA STROJA OSOBÁM SO ŽIVOTNE DÔLEŽITÝMI ELEKTRICKÝMI A ELEKTRONICKÝMI ZARIADENIAMI - (HU) TILOS A GÉP HASZNÁLATA MINDAZOK SZÁMÁRA, AKIK
SZERVEZETÉBEN ÉLETFENNTARTÓ ELEKTROMOS VAGY ELEKTRONIKUS KÉSZÜLÉK VAN BEÉPÍTVE - (LT) GRIEŽTAI DRAUDŽIAMA SU ĮRANGA DIRBTI ASMENIMS, BESINAUDOJANTIEMS GYVYBIŠKAI
SVARBIAIS ELEKTRINIAIS AR ELEKTRONINIAIS PRIETAISAIS - (ET) SEADET EI TOHI KASUTADA ISIKUD, KES KASUTAVAD MEDITSIINILISI ELEKTRI-JA ELEKTROONIKASEADMEID - (LV) ELEKTRISKO VAI
ELEKTRONISKO MEDICĪNISKO IERĪČU LIETOTĀJIEM IR AIZLIEGTS IZMANTOT MAŠĪNU - (BG) ЗАБРАНЕНО Е ПОЛЗВАНЕТО НА МАШИНАТА ОТ ЛИЦА, НОСИТЕЛИ НА ЕЛЕКТРИЧЕСКИ И ЕЛЕКТРОННИ
МЕДИЦИНСКИ УСТРОЙСТВА - (TR) HAYATİ ELEKTRİKLİ VE ELEKTRONİK CİHAZ KULLANANLAR MAKİNEYİ KULLANMAMALIDIR - (AR)
(EN) PEOPLE WITH METAL PROSTHESES ARE NOT ALLOWED TO USE THE MACHINE - (IT) VIETATO L’USO DELLA MACCHINA AI PORTATORI DI PROTESI METALLICHE - (FR) UTILISATION INTERDITE DE LA
MACHINE AUX PORTEURS DE PROTHÈSES MÉTALLIQUES - (ES) PROHIBIDO EL USO DE LA MÁQUINA A LOS PORTADORES DE PRÓTESIS METÁLICAS - (DE) TRÄGERN VON METALLPROTHESEN IST DER
UMGANG MIT DER MASCHINE VERBOTEN - (RU) ИСПОЛЬЗОВАНИЕ МАШИНЫ ЗАПРЕЩАЕТСЯ ЛЮДЯМ, ИМЕЮЩИМ МЕТАЛЛИЧЕСКИЕ ПРОТЕЗЫ - (PT ) PROIBIDO O USO DA MÁQUINA AOS PORTADORES
DE PRÓTESES METÁLICAS - (NL) HET GEBRUIK VAN DE MACHINE IS VERBODEN AAN DE DRAGERS VAN METALEN PROTHESEN - (EL) ΑΠΑΓΟΡΕΥΕΤΑΙ Η ΧΡΗΣΗ ΤΗΣ ΜΗΧΑΝΗΣ ΣΕ ΑΤΟΜΑ ΠΟΥ ΦΕΡΟΥΝ
ΜΕΤΑΛΛΙΚΕΣ ΠΡΟΣΘΗΚΕΣ - (RO) SE INTERZICE FOLOSIREA MAŞINII DE CĂTRE PERSOANELE PURTĂTOARE DE PROTEZE METALICE - (SV) FÖRBJUDET FÖR PERSONER SOM BÄR METALLPROTES ATT
ANVÄNDA MASKINEN - (CS) ZÁKAZ POUŽITÍ STROJE NOSITELŮM KOVOVÝCH PROTÉZ - (HR-SR) ZABRANJENA UPOTREBA STROJA OSOBAMA KOJE NOSE METALNE PROTEZE - (PL) ZAKAZ UŻYWANIA
URZĄDZENIA OSOBOM STOSUJĄCYM PROTEZY METALOWE - (FI) KONEEN KÄYT TÖ KIELLETTY METALLIPROTEESIEN KANTA JILTA - (DA) DET ER FORBUDT FOR PERSONER MED METALPROTESER AT BENYTTE
MASKINEN - (NO) BRUK AV MASKINEN ER IKKE TILLATT FOR PERSONER MED METALLPROTESER - (SL) PREPOVEDANA UPORABA STROJA ZA NOSILCE KOVINSKIH PROTEZ - (SK) ZÁKAZ POUŽITIA STROJA
OSOBÁM S KOVOVÝMI PROTÉZAMI - (HU) TILOS A GÉP HASZNÁLATA FÉMPROTÉZIST VISELŐ SZEMÉLYEK SZÁMÁRA - (LT) SU SUVIRINIMO APARATU DRAUDŽIAMA DIRBTI ASMENIMS, NAUDOJANTIEMS
METALINIUS PROTEZUS - (ET) SEADET EI TOHI KASUTADA ISIKUD, KES KASUTAVAD METALLPROTEESE - (LV) CILVĒKIEM AR METĀLA PROTĒZĒM IR AIZLIEGTS LIETOT IERĪCI - (BG) ЗАБРАНЕНА Е
УПОТРЕБАТА НА МАШИНАТА ОТ НОСИТЕЛИ НА МЕТАЛНИ ПРОТЕЗИ - (TR) METAL PROTEZLİ İNSANLAR MAKİNEYİ KULLANAMAZ - (AR)
(EN) DO NOT WEAR OR CARRY METAL OBJECTS, WATCHES OR MAGNETISED CARDS - (IT) VIETATO INDOSSARE OGGETTI METALLICI, OROLOGI E SCHEDE MAGNETICHE - (FR) INTERDICTION DE PORTER
DES OBJETS MÉTALLIQUES, MONTRES ET CARTES MAGNÉTIQUES - (ES) PROHIBIDO LLEVAR OBJETOS METÁLICOS, RELOJES, Y TARJETAS MAGNÉTICAS - (DE) DAS TRAGEN VON METALLOBJEKTEN,
UHREN UND MAGNETKARTEN IST VERBOTEN - (RU) ЗАПРЕЩАЕТСЯ НОСИТЬ МЕТАЛЛИЧЕСКИЕ ПРЕДМЕТЫ, ЧАСЫ ИЛИ МАГНИТНЫЕ ПЛАТЫЮ - (PT) PROIBIDO VESTIR OBJECTOS METÁLICOS,
RELÓGIOS E FICHAS MAGNÉTICAS - (NL) HET IS VERBODEN METALEN VOORWERPEN, UURWERKEN EN MAGNETISCHE FICHES TE DRAGEN - (EL) ΑΠΑΓΟΡΕΥΕΤΑΙ ΝΑ ΦΟΡΑΤΕ ΜΕΤΑΛΛΙΚΑ ΑΝΤΙΚΕΙΜΕΝΑ,
ΡΟΛΟΓΙΑ ΚΑΙ ΜΑΓΝΗΤΙΚΕΣ ΠΛΑΚΕΤΕΣ - (RO) ESTE INTERZISĂ PURTAREA OBIECTELOR METALICE, A CEASURILOR ŞI A CARTELELOR MAGNETICE - (SV) FÖRBJUDET ATT BÄRA METALLFÖREMÅL,
KLOCKOR OCH MAGNETKORT - (CS) ZÁKAZ NOŠENÍ KOVOVÝCH PŘEDMĚTŮ, HODINEK A MAGNETICKÝCH KARET - (HR-SR) ZABRANJENO NOŠENJE METALNIH PREDMETA, SATOVA I MAGNETSKIH
ČIPOVA - (PL) ZAKAZ NOSZENIA PRZEDMIOTÓW METALOWYCH, ZEGARKÓW I KART MAGNETYCZNYCH - (FI) METALLISTEN ESINEIDEN, KELLOJEN JA MAGNEETTIKORTTIEN MUKANA PITÄMINEN
KIELLETTY - (DA) FORBUD MOD AT BÆRE METALGENSTANDE, URE OG MAGNETISKE KORT - (NO) FORBUDT Å HA PÅ SEG METALLFORMÅL, KLOKKER OG MAGNETISKE KORT - (SL) PREPOVEDANO
NOŠENJE KOVINSKIH PREDMETOV, UR IN MAGNETNIH KARTIC - (SK) ZÁKAZ NOSENIA KOVOVÝCH PREDMETOV, HODINIEK A MAGNETICKÝCH KARIET - (HU) TILOS FÉMTÁRGYAK, KARÓRÁK VISELETE
ÉS MÁGNESES KÁRTYÁK MAGUKNÁL TARTÁSA - (LT) DRAUDŽIAMA PRIE SAVĘS TURĖ TI METALINIŲ DAIKTŲ, LAIKRODŽIŲ AR MAGNETINIŲ PLOKŠTELIŲ - (ET) KEELATUD ON KANDA METALLESEMEID,
KELLASID JA MAGENTKAARTE - (LV) IR AIZLIEGTS VILKT METĀLA PRIEKŠMETUS, PULKSTEŅUS UN ŅEMT LĪDZI MAGNĒTISKĀS KARTES - (BG) ЗАБРАНЕНО Е НОСЕНЕТО НА МЕТАЛНИ ПРЕДМЕТИ,
ЧАСОВНИЦИ И МАГНИТНИ СХЕМИ - (TR) METAL NESNELER, SAATLER YA DA MANYETİK KARTLARI KULLANMAYIN VEYA TAŞIMAYIN - (AR)
(EN) NOT TO BE USED BY UNAUTHORISED PERSONNEL - (IT) VIETATO L’USO ALLE PERSONE NON AUTORIZZATE - (FR) UTILISATION INTERDITE AU PERSONNEL NON AUTORISÉ - (ES)
PROHIBIDO EL USO A PERSONAS NO AUTORIZADAS - (DE) DER GEBRAUCH DURCH UNBEFUGTE PERSONEN IST VERBOTEN - (RU) ИСПОЛЬЗОВАНИЕ ЗАПРЕЩАЕТСЯ ЛЮДЯМ, НЕ ИМЕЮЩИМ
РАЗРЕШЕНИЯ - (PT) PROIBIDO O USO ÀS PESSOAS NÃO AUTORIZADAS - (NL) HET GEBRUIK IS VERBODEN AAN NIET GEAUTORISEERDE PERSONEN - (EL) ΑΠΑΓΟΡΕΥΣΗ ΧΡΗΣΗΣ ΣΕ ΜΗ
ΕΠΙΤΕΤΡΑΜΕΝΑ ΑΤΟΜΑ - (RO) FOLOSIREA DE CĂTRE PERSOANELE NEAUTORIZATE ESTE INTERZISĂ - (SV) FÖRBJUDET FÖR ICKE AUKTORISERADE PERSONER ATT ANVÄNDA APPARATEN
- (CS) ZÁKAZ POUŽITÍ NEPOVOLANÝM OSOBÁM - (HR-SR) ZABRANJENA UPOTREBA NEOVLAŠTENIM OSOBAMA - (PL) ZAKAZ UŻYWANIA OSOBOM NIEAUTORYZOWANYM - (FI) KÄYTTÖ
KIELLETTY VALTUUTTAMATTOMILTA HENKILÖILTÄ - (DA) DET ER FORBUDT FOR UVEDKOMMENDE AT ANVENDE MASKINEN - (NO) BRUK ER IKKE TILLATT FOR UAUTORISERTE PERSONER - (SL)
NEPOOBLAŠČENIM OSEBAM UPORABA PREPOVEDANA - (SK) ZÁKAZ POUŽITIA NEPOVOLANÝM OSOBÁM - (HU) TILOS A HASZNÁLATA A FEL NEM JOGOSÍTOTT SZEMÉLYEK SZÁMÁRA - (LT)
PAŠALINIAMS NAUDOTIS DRAUDŽIAMA - (ET) SELLEKS VOLITAMATA ISIKUTEL ON SEADME KASUTAMINE KEELATUD - (LV) NEPILNVAROTĀM PERSONĀM IR AIZLIEGTS IZMANTOT APARĀTU
- (BG) ЗАБРАНЕНО Е ПОЛЗВАНЕТО ОТ НЕУПЪЛНОМОЩЕНИ ЛИЦА - (TR) YETKİSİZ PERSONEL TARAFINDAN KULLANILAMAZ - (AR)
(EN) Symbol indicating separation of electrical and electronic appliances for refuse collection. The user is not allowed to dispose of these appliances as solid, mixed urban refuse, and must
do it through authorised refuse collection centres. - (IT) Simbolo che indica la raccolta separata delle apparecchiature elettriche ed elettroniche. L’utente ha l’obbligo di non smaltire questa
apparecchiatura come riuto municipale solido misto, ma di rivolgersi ai centri di raccolta autorizzati. - (FR) Symbole indiquant la collecte diérenciée des appareils électriques et électroniques.
L’utilisateur ne peut éliminer ces appareils avec les déchets ménagers solides mixtes, mais doit s’adresser à un centre de collecte autorisé. - (ES) Símbolo que indica la recogida por separado
de los aparatos eléctricos y electrónicos. El usuario tiene la obligación de no eliminar este aparato como desecho urbano sólido mixto, sino de dirigirse a los centros de recogida autorizados.
- (DE) Symbol für die getrennte Erfassung elektrischer und elektronischer Geräte. Der Benutzer hat pichtgemäß dafür zu sorgen, daß dieses Gerät nicht mit dem gemischt erfaßten festen
Siedlungsabfall entsorgt wird. Stattdessen muß er eine der autorisierten Entsorgungsstellen einschalten. - (RU) Символ, указывающий на раздельный сбор электрического и электронного
оборудования. Пользователь не имеет права выбрасывать данное оборудование в качестве смешанного твердого бытового отхода, а обязан обращаться в специализированные
центры сбора отходов. - (PT) Símbolo que indica a reunião separada das aparelhagens eléctricas e electrónicas. O utente tem a obrigação de não eliminar esta aparelhagem como lixo municipal
sólido misto, mas deve procurar os centros de recolha autorizados. - (NL) Symbool dat wijst op de gescheiden inzameling van elektrische en elektronische toestellen. De gebruiker is verplicht deze
toestellen niet te lozen als gemengde vaste stadsafval, maar moet zich wenden tot de geautoriseerde ophaalcentra. - (EL) Σύμβολο που δείχνει τη διαφοροποιημένη συλλογή των ηλεκτρικών
κια ηλεκτρονικών συσκευών. Ο χρήστης υποχρεούται να μην διοχετεύει αυτή τη συσκευή σαν μικτό στερεό αστικό απόβλητο, αλλά να απευθύνεται σε εγκεκριμένα κέντρα συλλογής. - (RO)
Simbol ce indică depozitarea separată a aparatelor electrice şi electronice. Utilizatorul este obligat să nu depoziteze acest aparat împreună cu deşeurile solide mixte ci să-l predea într-un centru
de depozitare a deşeurilor autorizat. - (SV) Symbol som indikerar separat sopsortering av elektriska och elektroniska apparater. Användaren får inte sortera denna anordning tillsammans med
blandat fast hushållsavfall, utan måste vända sig till en auktoriserad insamlingsstation. - (CS) Symbol označující separovaný sběr elektrických a elektronických zařízení. Uživatel je povinen
nezlikvidovat toto zařízení jako pevný smíšený komunální odpad, ale obrátit se s ním na autorizované sběrny. - (HR-SR) Simbol koji označava posebno sakupljanje električnih i elektronskih
aparata. Korisnik ne smije odložiti ovaj aparat kao običan kruti otpad, već se mora obratiti ovlaštenim centrima za sakupljanje. - (PL) Symbol, który oznacza sortowanie odpadów aparatury
elektrycznej i elektronicznej. Zabrania się likwidowania aparatury jako mieszanych odpadów miejskich stałych, obowiązkiem użytkownika jest skierowanie się do autoryzowanych ośrodków
gromadzących odpady - (FI) Symboli, joka ilmoittaa sähkö- ja elektroniikkalaitteiden erillisen keräyksen. Käyttäjän velvollisuus on kääntyä valtuutettujen keräyspisteiden puoleen eikä välittää
laitetta kunnallisena sekajätteenä. - (DA) Symbol, der står for særlig indsamling af elektriske og elektroniske apparater. Brugeren har pligt til ikke at bortskae dette apparat som blandet, fast
byaald; der skal rettes henvendelse til et autoriseret indsamlingscenter. - (NO) Symbol som angir separat sortering av elektriske og elektroniske apparater. Brukeren må oppfylle forpliktelsen
å ikke kaste bort dette apparatet sammen med vanlige hjemmeavfallet, uten henvende seg til autoriserte oppsamlingssentraler. - (SL) Simbol, ki označuje ločeno zbiranje električnih in
elektronskih aparatov. Uporabnik tega aparata ne sme zavreči kot navaden gospodinjski trden odpadek, ampak se mora obrniti na pooblaščene centre za zbiranje. - (SK) Symbol označujúci
separovaný zber elektrických a elektronických zariadení. Užívateľ nesmie likvidovať toto zariadenie ako pevný zmiešaný komunálny odpad, ale je povinný doručiť ho do autorizovaný zberní.
- (HU) Jelölés, mely az elektromos és elektronikus felszerelések szelektív hulladékgyűjtését jelzi. A felhasználó köteles ezt a felszerelést nem a városi törmelékhulladékkal együttesen gyűjteni,
hanem erre engedéllyel rendelkező hulladékgyűjtő központhoz fordulni. - (LT) Simbolis, nurodantis atskirų nebenaudojamų elektrinių ir elektroninių prietaisų surinkimą. Vartotojas negali
išmesti šių prietaisų kaip mišrių kietųjų komunalinių atliekų, bet privalo kreiptis į specializuotus atliekų surinkimo centrus. - (ET) Sümbol, mis tähistab elektri- ja elektroonikaseadmete eraldi
kogumist. Kasutaja kohustuseks on pöörduda volitatud kogumiskeskuste poole ja mitte käsitleda seda aparaati kui munitsipaalne segajääde. - (LV) Simbols, kas norāda uz to, ka utilizācija ir
jāveic atsevišķi no citām elektriskajām un elektroniskajām ierīcēm. Lietotāja pienākums ir neizmest šo aparatūru municipālajā cieto atkritumu izgāztuvē, bet nogādāt to pilnvarotajā atkritumu
savākšanas centrā. - (BG) Символ, който означава разделно събиране на електрическата и електронна апаратура. Ползвателят се задължава да не изхвърля тази апаратура като смесен
твърд отпадък в контейнерите за смет, поставени от общината, а трябва да се обърне към специализираните за това центрове - (TR) Atık toplama için elektrikli ve elektronik cihazların
ayrılmasını belirten sembol. Kullanıcının bu cihazları katı, karışık kentsel atık olarak bertaraf etmesine izin verilmez, bertaraf yetkili çöp toplama merkezlerince yapılmalıdır. - (AR)
.

- 4 -
(EN) GUARANTEE AND CONFORMITY - (IT) GARANZIA E CONFORMITÀ - (FR) GARANTIE ET CONFORMITÉ - (ES) GARANTÍA Y CONFORMIDAD - (DE) GARANTIE UND KONFORMITÄT
- (RU) ГАРАНТИЯ И СООТВЕТСТВИЕ - (PT) GARANTIA E CONFORMIDADE - (NL) GARANTIE EN CONFORMITEIT - (EL) ΕΓΓΥΗΣΗ ΚΑΙ ΣΥΜΜΟΡΦΩΣΗ ΣΤΙΣ ΔΙΑΤΑΞΕΙΣ - (RO) GARNŢIE
ŞI CONFORMITATE - (SV) GARANTI OCH ÖVERENSSTÄMMELSE - (CS) ZÁRUKA A SHODA - (HR-SR) GARANCIJA I SUKLADNOST - (PL) GWARANCJA I ZGODNOŚĆ - (FI) TAKUU JA
VAATIMUSTENMUKAISUUS’ - (DA) GARANTI OG OVERENSSTEMMELSESERKLÆRING - (NO) GARANTI OG KONFORMITET - (SL) GARANCIJA IN UDOBJE - (SK) ZÁRUKA A ZHODA -
(HU) GARANCIA ÉS A JOGSZABÁLYI ELŐÍRÁSOKNAK VALÓ MEGFELELŐSÉG - (LT) GARANTIJA IR ATITIKTIS - (ET) GARANTII JA VASTAVUS - (LV) GARANTIJA UN ATBILSTĪBA - (BG)
ГАРАНЦИЯ И СЪОТВЕТСТВИЕ - (TR) GARANTİ VE UYGUNLUK - (AR)
INSTRUCTIONS FOR USE AND MAINTENANCE...................................................................pag. 5
WARNING! BEFORE USING THE WELDING MACHINE READ THE INSTRUCTION MANUAL CAREFULLY!EN
ISTRUZIONI PER L’USO E LA MANUTENZIONE.....................................................................pag. 8
ATTENZIONE! PRIMA DI UTILIZZARE LA SALDATRICE LEGGERE ATTENTAMENTE IL MANUALE DI ISTRUZIONE!IT
INSTRUCTIONS D’UTILISATION ET D’ENTRETIEN.............................................................pag. 11
ATTENTION! AVANT TOUTE UTILISATION DU POSTE DE SOUDAGE, LIRE ATTENTIVEMENT LE MANUEL D’INSTRUCTIONS!FR
INSTRUCCIONES PARA EL USO Y MANTENIMIENTO..........................................................pág. 14
ATENCIÓN! ANTES DE UTILIZAR LA SOLDADORA LEER ATENTAMENTE EL MANUAL DE INSTRUCCIONES!ES
BETRIEBS- UND WARTUNGSANLEITUNG...............................................................................s. 17
ACHTUNG! VOR GEBRAUCH DER SCHWEISSMASCHINE LESEN SIE BITTE SORGFÄLTIG DIE BETRIEBSANLEITUNG!DE
ИНСТРУКЦИИ ПО РАБОТЕ И ТЕХОБСЛУЖИВАНИЮ.......................................................стр. 20
ВНИМАНИЕ! ПЕРЕД ТЕМ, КАК ИСПОЛЬЗОВАТЬ МАШИНУ, ВНИМАТЕЛЬНО ПРОЧИТАТЬ РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ!RU
INSTRUÇÕES DE USO E MANUTENÇÃO.............................................................................pág. 23
CUIDADO! ANTES DE UTILIZAR A MÁQUINA DE SOLDA LER CUIDADOSAMENTE O MANUAL DE INSTRUÇÕES !PT
INSTRUCTIES VOOR HET GEBRUIK EN HET ONDERHOUD.................................................pag. 26
OPGELET! VOORDAT MEN DE LASMACHINE GEBRUIKT MOET MEN AANDACHTIG DE INSTRUCTIEHANDLEIDING LEZEN!NL
ΟΔΗΓΙΕΣ ΧΡΗΣΗΣ ΚΑΙ ΣΥΝΤΗΡΗΣΗΣ.................................................................................σελ. 29
ΠΡΟΣΟΧΗ! ΠΡΙΝ ΧΡΗΣΙΜΟΠΟΙΗΣΕΤΕ ΤΟ ΣΥΓΚΟΛΛΗΤΗ ΔΙΑΒΑΣΤΕ ΠΡΟΣΕΚΤΙΚΑ ΤΟ ΕΓΧΕΙΡΙΔΙΟ ΧΡΗΣΗΣ!EL
INSTRUCŢIUNI DE FOLOSIRE ŞI ÎNTREŢINERE...................................................................pag. 32
ATENŢIE: CITIŢI CU ATENŢIE ACEST MANUAL DE INSTRUCŢIUNI ÎNAINTE DE FOLOSIREA APARATULUI DE SUDURĂ!RO
INSTRUKTIONER FÖR ANVÄNDNING OCH UNDERHÅLL...................................................sid. 35
VIKTIGT! LÄS BRUKSANVISNINGEN NOGGRANT INNAN NI ANVÄNDER SVETSEN!SV
NÁVOD K POUŽITÍ A ÚDRŽBĚ...............................................................................................str. 38
UPOZORNĚNÍ: PŘED POUŽITÍM SVAŘOVACÍHO PŘÍSTROJE SI POZORNĚ PŘEČTĚTE NÁVOD K POUŽITÍ!CS
UPUTSTVA ZA UPOTREBU I SERVISIRANJE..........................................................................str. 41
POZOR: PRIJE UPOTREBE STROJA ZA VARENJE POTREBNO JE PAŽLJIVO PROČITATI PRIRUČNIK ZA UPOTREBU!HR SR
INSTRUKCJE OBSŁUGI I KONSERWACJI...............................................................................str. 44
UWAGA: PRZED ROZPOCZĘCIEM SPAWANIA NALEŻY UWAŻNIE PRZECZYTAĆ INSTRUKCJĘ OBSŁUGI!PL
KÄYTTÖ- JA HUOLTO-OHJEET.................................................................................................s. 47
HUOM! ENNEN HITSAUSKONEEN KÄYTTÖÄ LUE HUOLELLISESTI KÄYTTÖOHJEKIRJA!FI
BRUGS- OG VEDLIGEHOLDELSESVEJLEDNING...................................................................sd. 50
GIV AGT! LÆS BRUGERVEJLEDNINGEN OMHYGGELIGT, FØR MASKINEN TAGES I BRUG!DA
INSTRUKSER FOR BRUK OG VEDLIKEHOLD............................................................................s. 53
ADVARSEL! FØR DU BRUKER SVEISEBRENNEREN MÅ DU LESE BRUKERVEILEDNINGEN NØYE!NO
NAVODILA ZA UPORABO IN VZDRŽEVANJE........................................................................str. 56
POZOR: PRED UPORABO VARILNE NAPRAVE POZORNO PREBERITE PRIROČNIK Z NAVODILI ZA UPORABO!SL
NÁVOD NA POUŽITIE A ÚDRŽBU..........................................................................................str. 59
UPOZORNENIE: PRED POUŽITÍM ZVÁRACIEHO PRÍSTROJA SI POZORNE PREČÍTAJTE NÁVOD NA POUŽITIE!SK
HASZNÁLATI UTASÍTÁSOK ÉS KARBANTARTÁSI SZABÁLYOK.....................................oldal 62
FIGYELEM: A HEGESZTŐGÉP HASZNÁLATÁNAK MEGKEZDÉSE ELŐTT OLVASSA EL FIGYELMESEN A HASZNÁLATI UTASÍTÁST!
HU
EKSPLOATAVIMO IR PRIEŽIŪROS INSTRUKCIJOS...............................................................psl. 65
DĖMESIO: PRIEŠ NAUDOJANT SUVIRINIMO APARATĄ, ATIDŽIAI PERSKAITYTI INSTRUKCIJŲ KNYGELĘ!LT
KASUTUSJUHENDID JA HOOLDUS.......................................................................................lk. 68
TÄHELEPANU: ENNE KEEVITUSAPARAADI KASUTAMIST LUGEGE KASUTUSJUHISED TÄHELEPANELIKULT LÄBI!ET
IZMANTOŠANAS UN TEHNISKĀS APKOPES ROKASGRĀMATA.........................................lpp. 71
UZMANĪBU: PIRMS METINĀŠANAS APARĀTA IZMANTOŠANAS UZMANĪGI IZLASIET ROKASGRĀMATU!LV
ИНСТРУКЦИИ ЗА УПОТРЕБА И ПОДДРЪЖКА................................................................стр. 74
ВНИМАНИЕ: ПРЕДИ ДА ИЗПОЛЗВАТЕ ЕЛЕКТРОЖЕНА, ПРОЧЕТЕТЕ ВНИМАТЕЛНО РЪКОВОДСТВОТО С ИНСТРУКЦИИ ЗА ПОЛЗВАНЕ.
BG
KULLANIM VE BAKIM TALİMATLARI……………………................................................sayfa 77
UYARI! KAYNAK MAKİNESİNİ KULLANMADAN ÖNCE KULLANIM KILAVUZUNU DİKKATLE OKUYUNUZ!TR
80 ................................................................................
! ! AR
..................................................................................................................................................................86-88

- 5 -
EQUIPMENT FOR RESISTANCE WELDING FOR PROFESSIONAL AND INDUSTRIAL USE.
NB: In the text that follows, the term "spot welding machine” and “gun” will be used.
1. GENERAL SAFETY FOR RESISTANCE WELDING
The operator must be suciently trained on safe use of the spot welding machine and
informed on the risks relating to resistance welding procedures, the relevant safety
measures and the emergency procedures.
- Use the spot welding machine at an air ambient temperature between 5°C and
40°C and a relative humidity equal to 50% up to temperatures of 40°C and 90% for
temperatures up to 20°C.
- Do not use the spot welding machine in damp or wet environments or under the
rain.
- Any routine maintenance and/or replacement intervention of the electrodes must
be carried out with the spot welding machine o.
- It is strictly forbidden to use the equipment in environments with zones classied as
at risk of explosion due to the presence of gas, dust or mist.
- Do not weld on containers or tubing containing or having contained ammable
liquid or gaseous products.
- Avoid working on materials cleaned with chlorinated solvents or near said
substances.
- Do not weld on pressure containers.
- Move all ammable substances away from the work area (e.g. wood, paper, rags,
etc.).
- Allow the just welded piece to cool! Do not position the piece near ammable
substances.
- Ensure adequate air exchange or devices suitable to remove the welding fumes
near the electrodes; a systematic approach is necessary to assess the welding
fume exposure limits based on their composition, concentration and duration of
exposure.
- Always protect eyes with specic safety goggles.
- Wear gloves and protective clothing suitable for resistance welding works.
- Noise: If due to particularly intense welding operations, a daily level of exposure
for personnel (LEPd) equal or over 85db(A) is veried, use is compulsory of personal
protective equipment.
- Passage of the spot welding current creates electromagnetic elds (EMF) localised
around the spot welding circuit.
The electromagnetic elds can interfere with certain medical equipment (e.g. pace-
maker, breathing apparatuses, metal prostheses etc.).
Adequate safety measures must be taken for wearers of such equipment. For example,
access to the spot welding machine use area should be prevented.
This spot welding machine complies with the technical standards for products to be
exclusively used in industrial environments for professional purposes. Compliance
with the basic limits of human exposure to electromagnetic elds in domestic
environments is not guaranteed.
Even if the equipment was designed and manufactured to reduce electromagnetic
eld emissions to the minimum, the operator must use the following procedures to
reduce exposure to a minimum:
- Keep head and torso as far as possible from the spot welding circuit.
- Never leave iron magnetic objects near the spot welding circuit.
- Do not spot weld with your body near the gun: minimum distance d= 20cm (Fig. G).
SPECIAL WARNINGS AND SAFETY PRECAUTIONS ON THE USE OF THE LITHIUM
BATTERIES INSIDE THE EQUIPMENT
Failure to observe the following rules can cause breakage, overheating, bulging, re
outbreak or explosion of the battery:
- Keep batteries out of reach of children
- Never open the battery casing under any circumstances.
- Do not modify or tamper with the battery casing.
- Do not throw the battery or cause strong impacts.
- Do not perforate the battery casing with drill bits, do not hit it with a hammer or
stand on it.
- Do not charge the battery in direct sunlight, near ames or in similar conditions.
- Do not use the spot welding machine or position it in the vicinity of heaters, near
ames or in other hot areas.
- Do not position the battery inside stoves, microwave ovens etc.
- Do not throw the battery into a re or heat it up.
- Do not try to invert the positive “+” and negative “-” terminal poles when inserting
the battery in the gun.
- Do not short circuit the battery terminals.
- Do not keep the batteries in bulk in a box or drawer where they could mutually short
circuit or be short circuited by other metal objects.
- Use and always preserve the lithium-ion battery packs correctly. On the contrary,
you could cause res or explosions or negatively inuence the performance of the
spot welding machine.
- Do not remove a battery from the original packaging when not necessary for use.
- Observe the plus (+) and minus (-) signs on the cell, on the battery and on the
equipment and ensure correct use.
- Load the battery using the power supply unit for recharging supplied.
- Do not use cells or batteries not designed for use with the equipment.
- Always purchase the battery recommended by the manufacturer of the device for
the equipment.
- Use the cell or the battery alone in the application for which it was designed.
- If during use, charge or storage of the battery strange odours are emitted, the
battery heats or deforms, it must be removed from the gun and no longer used.
- Do not wet the battery.
- Keep cells and batteries clean and dry.
- Clean the terminals of the cell or the battery with a dry, clean cloth if dirty.
- Dispose of the battery correctly (see paragraph on “disposal of the battery”)
- If the battery leaks acid or emits strange smells, immediately move it away from any
heat sources or open burning ames.
- In case of contact of battery acid on the skin or clothing, rinse with plenty of water.
- In case of contact of battery acid with the eyes, rinse immediately with plenty of
water and call a doctor.
Keep this manual.
The manual should be read, paying attention to all the warnings and safety precautions
to be taken when using and maintaining the device, the list of components and all
technical specications.
Please keep this manual in a secure and dry place for future reference.
INTENDED USE
The equipment was designed for the exclusive use in bodyshops for vehicle repair:
it must be used for manual traction of sheet metal and to spot weld pins and slots
(varying in shape and dimensions according to the work to carry out) on the sheet
metal with low carbon content.
RESIDUAL RISKS
The operating mode of the spot welding machine foresees a button command to start
welding; there is a risk of start-up by involuntarily resting the electrodes of the gun on
the sheet metal! This can also cause electric arcs and unwanted sparks with resulting
risk of damage and personal injury.
When the work has been completed, place the spot welding machine on an insulating
surface and switch o!
- RISK OF BURNS
Some parts of the spot welding machine (electrodes, slots, pins and adjacent areas)
can reach temperatures over 65°C: adequate protective clothing should be worn.
Allow the just welded piece to cool before touching it!
RISK OF FALLING
- Position the spot welding machine on a horizontal surface of the insulating material;
on the contrary, the mobile support surfaces and the tilted and smooth surfaces
increase the danger of falling.
- MISUSE
Use of the spot welding machine is dangerous for any work other than planned use
(see PLANNED USE).
STORAGE
- Position the machine and its accessories (with or without packaging) in closed
premises.
- The relative humidity of the air must not be over 80%.
- The ambient temperature must be between 0°C and 45°C.
ENGLISH INDEX
1. GENERAL SAFETY FOR RESISTANCE WELDING ............................................................. 5
2. INTRODUCTION AND GENERAL DESCRIPTION ............................................................. 6
2.1 INTRODUCTION .......................................................................................................................................6
2.2 STANDARD ACCESSORIES ................................................................................................................... 6
2.3 OPTIONAL ACCESSORIES .....................................................................................................................6
3. TECHNICAL SPECIFICATIONS ......................................................................................... 6
3.1 DATA PLATE (Fig. A) ................................................................................................................................ 6
3.2 OTHER TECHNICAL DATA ..................................................................................................................... 6
4. DESCRIPTION OF THE SPOT WELDING MACHINE ......................................................... 6
4.1 GUN AND MAIN COMPONENTS GROUP (Fig. B) ..........................................................................6
4.2 CONTROL, ADJUSTMENT AND SIGNALLING DEVICES ...............................................................6
4.2.1 Control panel (Fig. B-1) .............................................................................................................. 6
4.3 SAFETY FUNCTIONS .............................................................................................................................6
4.3.1 Protection and alarms ................................................................................................................6
5. ASSEMBLY AND PREPARATION FOR USE ...................................................................... 6
5.1 SET-UP.........................................................................................................................................................6
5.2 RECHARGE (Fig. B) ..................................................................................................................................6
5.3 USE AREA ...................................................................................................................................................6
6. WELDING (Spot welding)................................................................................................ 6
6.1 PRELIMINARY OPERATIONS ................................................................................................................6
6.2 PARAMETERS ADJUSTMENT (in spot welding) ...........................................................................6
6.3 PROCEDURE (Fig. D) ............................................................................................................................... 6
6.3.1 Switch on and o .........................................................................................................................6
6.3.2 Spot welding and simultaneous traction of the sheet metal ...................................... 6
6.3.3 Spot welding of the pins/slots (optional) ...........................................................................6
7. MAINTENANCE ................................................................................................................ 7
7.1 ROUTINE MAINTENANCE ..................................................................................................................... 7
7.2 EXTRAORDINARY MAINTENANCE .....................................................................................................7
7.3 BATTERY DISMANTLING ....................................................................................................................... 7
8. TROUBLESHOOTING ....................................................................................................... 7
page page

- 6 -
Always use adequate measures to protect the machine from humidity, dirt and
corrosion.
2. INTRODUCTION AND GENERAL DESCRIPTION
2.1 INTRODUCTION
This spot welding machine is a source of battery-powered mobile energy, created
specically to repair dents on the bodywork of a vehicle, via manual traction of the specic
electrode (tip) welded on the sheet metal.
A lithium ion battery is used; this has allowed construction of equipment for spot welding
with extremely contained volume and weight, facilitating handling and transport. No
power cable or earth cable allows work to be carried out in any position. The duration of the
lithium battery is proportionate to the type of use and allows repairs to be completed; use
with battery initially charged 100% (three leds on). The battery can be recharged both with
the battery connected to the gun and separately.
2.2 STANDARD ACCESSORIES
- Earth electrode.
- Electrode for traction (tip).
- Removable battery.
- Recharging power supply unit.
- Case.
For further details please consult the latest catalogue.
2.3 OPTIONAL ACCESSORIES
- Electrode holder for slotted pin.
- Variable consumable electrodes.
- Spare battery.
For other accessories please consult the latest catalogue.
3. TECHNICAL SPECIFICATIONS
3.1 DATA PLATE (Fig. A)
The main data on use and performance of the spot welding machine is summarised on the
rating plate and has the following meaning.
1 - Rated voltage no load.
2 - Maximum short circuit current.
3 - Permanent fully operational rated current (100%).
4 - Symbols referring to safety whose meaning is outlined in chapter 1 “General safety for
resistance welding”.
NB: The rating plate shown is an example to explain the meanings of the symbols and
gures; the exact technical specications for the spot welding machine should be taken
directly from the rating plate on the spot welding machine.
3.2 OTHER TECHNICAL DATA
General characteristics
- Protection rating of casing: IP 20
- Weight: 2.3kg
- Dimensions (LxWxH): 480x85x220 mm
Battery
- Type: Lithium polymer rechargeable battery
- Rated voltage: 7.4V
- Rated capacity: 8Ah
- Storage temperature: 0°C÷45°C max
- Recharge time: 4h max
Recharging power supply unit
- Power supply voltage and frequency: 100V-240V ~ 2ph 50/60 Hz
- Output rated current: 2A
- Protection rating of casing: IP 20
4. DESCRIPTION OF THE SPOT WELDING MACHINE
4.1 GUN AND MAIN COMPONENTS GROUP (Fig. B)
At the top:
1 - Control panel, formed by:
2 - Spot duration level led;
3 - Button with multiple functions: keep pressed for 3 seconds to switch on the gun, for 5
seconds to switch o;
4 - Battery charge level;
5 - Alarm led.
At the bottom:
6 - Recharge inlet.
7 - Red led, battery charging.
8 - Green led, power supply unit connected.
On the side:
9 - Spot control button.
10 - Earth electrode.
11 - Tip electrode (point).
12 - Battery lock and unlock.
4.2 CONTROL, ADJUSTMENT AND SIGNALLING DEVICES
4.2.1 Control panel (Fig. B-1)
- The button (Fig. B-3) allows the spot welding machine to be switched on and o: to switch
o, the button must be pressed until all the leds ash (Fig. B-2), then release the button.
- With the machine on, the button (Fig. B-3) allows the duration to be set of the spot,
choosing from 5 available levels: the leds (Fig. B-2) indicate the level set (increasing
upwards).
- The three segments (Fig. B-4) allow monitoring of the battery charge: when they are on,
the battery is completely charged, when the rst section ashes and the yellow led (Fig.
B-5) stays on, it means the battery must be recharged before using the gun.
- The led in Figure B-8 indicates the power supply unit is connected correctly for recharge.
- The led in Figure B-7 indicates the battery is charging. If o, recharging has terminated.
4.3 SAFETY FUNCTIONS
4.3.1 Protection and alarms
a) Thermal protection:
This is triggered by overheating of the spot welding machine due to a work cycle that
exceeds the permitted threshold.
Intervention is signalled by the slow ashing (every second) of the YELLOW LED (Fig. B-5).
In this condition, spot welding is not permitted;
Reset: Automatic.
Wait for the spot welding machine to cool.
b) Poor contact alarm:
This is triggered if you want to spot weld without good electrical contact between the
gun electrodes (e.g. insulated sheet metal, gun raised from piece, etc.).
Intervention is signalled by intermittent, rapid switch on of the YELLOW LED (Fig. B-5)
when the spot welding trigger is pressed (Fig. B-9).
Reset: Clean the sheet metal to weld, the electrodes of the gun and make precise
contact.
c) Charge anomaly alarm:
This is triggered when an anomaly is found in the power supply voltage or in the battery
voltage (led in Fig. B-7 ashing).
Reset: Resetting operation takes place once the source of error has been eliminated (e.g.
replace the power supply unit, replace the battery).
5. ASSEMBLY AND PREPARATION FOR USE
5.1 SET-UP
Unpacking the spot welding machine, assemble the detached parts contained in the
packaging, as outlined in Fig. C.
Install the charged battery, sliding it in the grip of the gun to end of stroke (Fig. C-1).
Fasten the locking screw supplied with the specic key (Fig. C-2).
To disconnect the battery from the gun, work in reverse order.
5.2 RECHARGE (Fig. B)
The battery can be recharged if installed on the gun (Fig. B), or separately.
Connect the power supply unit to recharge to the power supply unit 100V÷240V 50/60Hz;
connect the power supply unit cable to the specic recharge socket (Fig. B-6).
During the charging phase, the led in Figure B-7 switches on together with the led in Figure
B-8. When charging is complete, the led in Figure B-7 switches o.
ATTENTION!
- If the battery is connected to the spot welding machine and is recharging, spot
welding cannot take place. Disconnect the power supply unit for recharging before
using the gun to spot weld.
- Charge the battery before rst use or if not used for more than one week. Always
recharge the battery before it is completely at.
- Unused batteries must be recharged at least once a year.
5.3 USE AREA
Reserve a suciently ample zone for the use area to guarantee accessibility to the control
panel and the spot welding command in complete safety.
Move all ammable substances away from the work area (e.g. wood, paper, rags, etc.).
6. WELDING (Spot welding)
6.1 PRELIMINARY OPERATIONS
Before carrying out any spot welding operation, correct fastening must be checked of the
battery, the electrodes or the pin/slot holder (Fig. C) and check all the electrodes and the
metal piece are very clean.
ATTENTION!
- DO NOT SPOT WELD ON SHEET METAL IN DIRECT CONTACT WITH FLAMMABLE
MATERIALS!
- AVOID RESTING THE TOOL NOT IN USE ON THE PIECE TO WORK!
- ALWAYS BRING THE TOOL NOT IN USE ON A STABLE AND NON-CONDUCTIVE
SURFACE!
6.2 PARAMETERS ADJUSTMENT (in spot welding)
The parameters used to determine penetration and mechanical sealing of the pin/slot are:
- Force exerted by the electrode.
- Spot welding current.
- Spot welding time.
The particular work of spot welding which is carried out with this gun only requires
adjustment of the spot welding time and pressure exertion necessary on the gun so that
good contact is made between the electrodes and the piece, however without exaggerating;
the electrodes have well-determined stroke and there is no need to press too much on the
gun to avoid going to stop; in this way, the pressure exerted will be optimal.
If lacking specic experience, some spot welding tests should be carried out using sheet
metal thicknesses of the same quality and thickness of the work to carry out.
6.3 PROCEDURE (Fig. D)
6.3.1 Switch on and o
Switch the spot welding machine on by keeping the button pressed (Fig. B-3) for 3 seconds
then release.
To switch on the spot welding machine, wait for timeout (preset inactivity time) or keep the
button pressed (Fig. B-3) for 5 seconds, then release.
6.3.2 Spot welding and simultaneous traction of the sheet metal
This particular work uses the sharpened electrode (tip) to adhere to the sheet metal to
repair; after spotting, traction takes place by taking advantage of the earth of the gun as
blowback.
a) Screw in the specically sharpened tip in the planned compartment.
b) Position the gun so that the electrodes are perpendicular to the sheet metal (Fig. D-1).
c) Exert force in the direction of the electrodes to obtain good contact without going to
stop (Fig. D-2).
d) Press and release the spot welding button (Fig. B-9) to weld the tip of the electrode to the
sheet metal (Fig. D-3).
e) Lightly press the gun towards the sheet metal to send the electrodes to stop and thereby
have the maximum stroke available when lifting the gun (Fig. D-4).
f) Hold the gun using the specic grips (Fig. D-5).
g) Quickly lift the gun perpendicular to the sheet metal in such a way to exert traction on
the sheet metal, without torsion (Fig. D-6).
h) Repeat the operation from point e) until the desired traction of the sheet metal is
obtained. To detach the welded electrode, simply turn the gun slightly to obtain torsion
of the weld and then detach the electrode.
ATTENTION!
This particular work requires certain practice and a bit of attention: do not press the
gun too hard on the sheet metal to avoid damaging it!
If the electrode should detach too early, increase the spot welding time and/or revive
the tip of the electrode and/or execute traction perpendicular to the sheet metal.
6.3.3 Spot welding of the pins/slots (optional)
a) Insert the pin/slot in the appropriate electrode holder (Fig. E).

- 7 -
b) Position the gun so that the electrodes are perpendicular to the sheet metal (Fig. F-1).
c) Exert force in the direction of the electrodes to obtain good contact without going to
stop (Fig. F-2).
d) Press and release the spot welding button (Fig. B-9) to weld the tip of the pin/slot to the
sheet metal (Fig. F-3).
e) Lift the gun perpendicular to the sheet metal to remove without torsion, the pin/slot
from the electrode holder (Fig. F-4).
f) Repeat the operation from point a).
ATTENTION!
When the work has been completed, place the tools on an insulating surface and
switch o the machine!
7. MAINTENANCE
ATTENTION! BEFORE CARRYING OUT THE MAINTENANCE OPERATIONS,
ENSURE THE SPOT WELDING MACHINE IS OFF.
7.1 ROUTINE MAINTENANCE
ROUTINE MAINTENANCE WORK CAN BE PERFORMED BY THE OPERATOR.
- Adapt/restore the tip prole of the electrode.
- Replace the electrodes / electrode holder.
- Check the electrodes / electrode holder are intact.
- Check the gun and the battery are intact.
- Check fastenings.
- Check the battery and its correct installation.
7.2 EXTRAORDINARY MAINTENANCE
EXTRAORDINARY MAINTENANCE OPERATIONS SHOULD BE CARRIED OUT ONLY AND
EXCLUSIVELY BY SKILLED OR AUTHORISED ELECTRICAL-MECHANICAL TECHNICIANS.
WARNING! BEFORE REMOVING THE SHELLS OF THE GUN AND ACCESSING
INSIDE, ENSURE IT IS OFF AND THAT THE BATTERY IS DISCONNECTED AND
EVERYTHING IS REMOVED.
Periodically, and however frequently, based on the use and environmental conditions,
inspect inside the spot welding machine to remove the dust and metallic particles
deposited on the components, using a dry compressed air jet (max 5 bar).
Avoid directing the compressed air jet on the electronic cards; clean them with a very soft
brush or appropriate solvents.
Take the opportunity to:
- Check the cabling has no damage on insulation or loose-oxidised connections.
- Check the electrical connection screws.
- Check intactness of the fuse and its power connections.
- Check correct connection to the power cable of the temperature sensor.
7.3 BATTERY DISMANTLING
The exhausted battery of the spot welding machine should be recycled. In
some cases, this is compulsory. Contact the local special refuse authority for
information on recycling.
WARNING!
Do not burn the battery to dispose of it. This could cause an explosion.
Before disposing of the battery, apply insulating tape to the bare terminals to prevent
shorting.
Do not expose the battery to intense heat or re as this could cause an explosion.
8. TROUBLESHOOTING
IN THE EVENT OF UNSATISFACTORY OPERATION AND BEFORE CARRYING OUT MORE
SYSTEMATIC CHECKS OR CONTACTING YOUR SUPPORT CENTRE, CHECK THE MOST
COMMON PROBLEMS, LISTED HERE, AND THE RELEVANT SOLUTIONS:
• The spot welding machine does not switch on.
Possible solution:
- Check battery connection is correct.
- Check the start button.
• The spot welding machine switches o by itself.
Possible solution:
- The machine “timeout” has triggered which switched o the power supply after a
certain period of inactivity. Press the start button.
• The spot welding machine is not spot welding properly.
Possible solution:
- Recharge the battery.
- Clean the electrodes and the contact zones with the sheet metal
- Maintain the correct position, orthogonal to the sheet metal, during spot welding.
- Do not exert excessive pressure on the piece to weld.
• The spot welding machine is not spot welding.
Possible solution (see protection and alarms paragraph):
- Check proper contact of the electrodes on the sheet metal: yellow alarm led o.
- The battery is damaged; replace the battery.
- The internal fuse is broken; contact an authorised support centre.
• The spot welding machine is blocked with the yellow alarm led ashes slowly.
Possible solution (see protection and alarms paragraph):
- The thermal alarm has triggered: leave the spot welding machine to cool, then switch
the gun o and back on again.
• The spot welding machine does not repeat the spot and the yellow alarm led ashes
quickly.
Possible solution (see protection and alarms paragraph):
- The spot welding machine does not allow a second spot on the one already welded:
raise the gun o the piece and reposition the electrodes on the sheet metal.
• The battery is not charging.
Possible solution (see protection and alarms paragraph):
- The power supply unit is not connected to the power mains or is not working.
- The power supply unit is not corrected to the battery.
- The battery is damaged: replace the battery.
• The spot welding machine is blocked with the yellow alarm led ashing and the rst green
led in Figure B-4 ashing.
- The battery is damaged (e.g. shorted cell): replace the battery.

- 8 -
APPARECCHIATURE PER SALDATURA A RESISTENZA PER USO PROFESSIONALE E
INDUSTRIALE.
Nota: Nel testo che segue verrà impiegato il termine “puntatrice” o “pistola”.
1. SICUREZZA GENERALE PER LA SALDATURA A RESISTENZA
L’operatore deve essere sucientemente edotto sull’uso sicuro della puntatrice ed
informato sui rischi connessi ai procedimenti per saldatura a resistenza, alle relative
misure di protezione ed alle procedure di emergenza.
- Utilizzare la puntatrice ad una temperatura ambiente dell’aria compresa tra 5°C e
40°C e ad una umidità relativa pari al 50% no a temperature di 40°C e del 90% per
temperature no a 20°C.
- Non utilizzare la puntatrice in ambienti umidi o bagnati o sotto la pioggia.
- Qualunque intervento di manutenzione ordinaria e/o sostituzione degli elettrodi
deve essere eseguita a puntatrice spenta.
- E’ fatto divieto di utilizzo dell’apparecchiatura in ambienti con zone classicate a
rischio di esplosione per la presenza di gas, polveri o nebbie.
- Non saldare su contenitori, recipienti o tubazioni che contengano o che abbiano
contenuto prodotti inammabili liquidi o gassosi.
- Evitare di operare su materiali puliti con solventi clorurati o nelle vicinanze di dette
sostanze.
- Non saldare su recipienti in pressione.
- Allontanare dall’area di lavoro tutte le sostanze inammabili (p.es. legno, carta,
stracci, etc.).
- Lasciare rareddare il pezzo appena saldato! Non collocare il pezzo in prossimità di
sostanze inammabili.
- Assicurarsi un ricambio d’aria adeguato o di mezzi atti ad asportare i fumi di
saldatura nelle vicinanze degli elettrodi; è necessario un approccio sistematico per
la valutazione dei limiti all’esposizione dei fumi di saldatura in funzione della loro
composizione, concentrazione e durata dell’esposizione stessa.
- Proteggere sempre gli occhi con gli appositi occhiali di protezione.
- Indossare guanti e indumenti di protezione adatti alle lavorazioni con saldatura a
resistenza.
- Rumorosità: Se a causa di operazioni di saldatura particolarmente intensive viene
vericato un livello di esposizione quotidiana personale (LEPd) uguale o maggiore a
85db(A), è obbligatorio l’uso di adeguati mezzi di protezione individuale.
- Il passaggio della corrente di puntatura provoca l’insorgere di campi elettromagnetici
(EMF) localizzati nei dintorni del circuito di puntatura.
I campi elettromagnetici possono interferire con alcune apparecchiature mediche (es.
Pace-maker, respiratori, protesi metalliche etc.).
Devono essere prese adeguate misure protettive nei confronti dei portatori di queste
apparecchiature. Ad esempio proibire l’accesso all’area di utilizzo della puntatrice.
Questa puntatrice soddisfa gli standard tecnici di prodotto per l’uso esclusivo in
ambiente industriale a scopo professionale. Non è assicurata la rispondenza ai limiti di
base relativi all’esposizione umana ai campi elettromagnetici in ambiente domestico.
Sebbene l’apparecchiatura sia stata progettata e costruita per ridurre al minimo
l’emissione di campi elettromagnetici, l’operatore deve utilizzare le seguenti
procedure in modo da ridurre al minimo l’esposizione:
- Mantenere la testa ed il tronco del corpo il più distante possibile dal circuito di
puntatura.
- Non lasciare oggetti ferromagnetici in prossimità del circuito di puntatura.
- Non puntare con il corpo vicino alla pistola: distanza minima d= 20cm (g. G).
PARTICOLARI AVVERTENZE E PRECAUZIONI SULLA SICUREZZA PER L’UTILIZZO DELLE
BATTERIE AL LITIO CONTENUTE NELL’APPARECCHIATURA
L’inosservanza delle seguenti regole può provocare la rottura, il riscaldamento, il
rigonamento, l’incendio e l’esplosione della batteria:
- Tenere le batterie fuori dalla portata dei bambini
- Non aprire l’involucro della batteria per nessun motivo.
- Non manomettere o modicare l’involucro della batteria.
- Non lanciare la batteria o provocare forti urti.
- Non forare l’involucro della batteria con punte, non colpirlo col martello, non
calpestarlo.
- Non caricare la batteria al sole, in prossimità di amme o in condizioni simili.
- Non utilizzare la puntatrice o lasciarla vicino a stufe, amme o in altri luoghi caldi.
- Non collocare la batteria all’interno di forni, forni a microonde, ecc.
- Non gettare la batteria nel fuoco o riscaldarlo.
- Non cercare di invertire le polarità dei terminali positivo “+” e negativo “-” quando si
inserisce la batteria nella pistola.
- Non cortocircuitare i terminali della batteria.
- Non conservare le batterie alla rinfusa in una scatola o cassetto in cui potrebbero
cortocircuitarsi a vicenda o essere cortocircuitate da altri oggetti metallici.
- Usare e conservare sempre correttamente i pacchi batteria agli ioni di litio. In caso
contrario, si potrebbero causare incendi o esplosioni o inuire negativamente sulle
prestazioni della puntatrice.
- Non rimuovere una batteria dalla confezione originale no a quando non è
necessaria per l'uso.
- Osservare i segni più (+) e meno (-) sulla cella, sulla batteria e sull'apparecchiatura e
assicurarsi l’uso corretto.
- Caricare la batteria utilizzando esclusivamente l’alimentatore per la ricarica in
dotazione.
- Non utilizzare celle o batterie non progettate per l'uso con l'apparecchiatura.
- Acquistare sempre la batteria raccomandata dal produttore del dispositivo per
l'apparecchiatura.
- Utilizzare la cella o la batteria solo nell'applicazione per cui è stata progettata.
- Se durante l’uso, la carica o la conservazione la batteria emana strani odori, si scalda
o si deforma la batteria deve essere rimossa dalla pistola e non più utilizzata.
- Non bagnare la batteria.
- Mantenere le celle e le batterie pulite e asciutte.
- Pulire i terminali della cella o della batteria con un panno asciutto e pulito se si
sporcano.
- Smaltire correttamente la batteria (vedi paragrafo “smaltimento della batteria”)
- Se la batteria perde acido o emana strani odori deve essere allontanata subito da
sorgenti di calore o da amme libere.
- In caso di contatto con l’acido della batteria e la pelle o i vestiti, subito sciacquare
abbondantemente con acqua.
- In caso di contatto con l’acido della batteria e gli occhi, subito sciacquare
abbondantemente con acqua e contattare il medico.
Conservare questo manuale.
Il manuale è necessario per consultare le avvertenze e precauzioni relative alla
sicurezza, per le procedure di funzionamento e di manutenzione, per l’elenco dei
componenti e per le speciche tecniche.
Conservare il manuale per eventuali future consultazioni in un luogo sicuro ed
asciutto.
USO PREVISTO
L’apparecchiatura è stata progettata per essere usata esclusivamente in carrozzeria
per la riparazione delle autovetture: deve essere utilizzata per la trazione manuale
delle lamiere e per la puntatura di perni o asole (di forma e dimensioni variabili a
seconda della lavorazione da eseguire) su lamiere in acciaio a basso contenuto di
carbonio.
RISCHI RESIDUI
La modalità di funzionamento della puntatrice prevede un comando a pulsante
per avviare la saldatura: esiste il rischio di avviare la saldatura appoggiando
involontariamente gli elettrodi della pistola alla lamiera! Ciò può provocare archi
elettrici e scintille non volute con consegente rischio di danni e lesioni personali.
Al termine del lavoro riporre la puntatrice su di un piano isolante e spegnerla!
- RISCHIO DI USTIONI
Alcune parti della puntatrice (elettrodi, asole, perni e aree adiacenti) possono
raggiungere temperature superiori a 65°C: è necessario indossare indumenti
protettivi adeguati.
Lasciare rareddare il pezzo appena saldato prima di toccarlo!
RISCHIO DI CADUTA
- Collocare la puntatrice su una supercie orizzontale di materiale isolante; in caso
contrario, i piani d’appoggio mobili e le superci inclinate e lisce aumentano il
pericolo di caduta.
- USO IMPROPRIO
E’ pericolosa l’utilizzazione della puntatrice per qualsiasi lavorazione diversa da
quella prevista (vedi USO PREVISTO).
ITALIANO INDICE
1. SICUREZZA GENERALE PER LA SALDATURA A RESISTENZA ........................................ 8
2. INTRODUZIONE E DESCRIZIONE GENERALE ................................................................. 9
2.1 INTRODUZIONE ....................................................................................................................................... 9
2.2 ACCESSORI DI SERIE .............................................................................................................................. 9
2.3 ACCESSORI A RICHIESTA ......................................................................................................................9
3. DATI TECNICI ................................................................................................................... 9
3.1 TARGA DATI (g. A) ................................................................................................................................. 9
3.2 ALTRI DATI TECNICI .................................................................................................................................9
4. DESCRIZIONE DELLA PUNTATRICE ................................................................................ 9
4.1 ASSIEME DELLA PISTOLA E COMPONENTI PRINCIPALI (g. B) ................................................ 9
4.2 DISPOSITIVI DI CONTROLLO, REGOLAZIONE E SEGNALAZIONE ............................................ 9
4.2.1 Pannello di controllo (g. B-1) .................................................................................................9
4.3 FUNZIONI DI SICUREZZA ....................................................................................................................9
4.3.1 Protezioni e allarmi .....................................................................................................................9
5. MONTAGGIO E PREPARAZIONE ALL’UTILIZZO ............................................................. 9
5.1 ALLESTIMENTO ........................................................................................................................................ 9
5.2 RICARICA (g. B) ...................................................................................................................................... 9
5.3 AREA DI IMPIEGO ....................................................................................................................................9
6. SALDATURA (Puntatura) ................................................................................................ 9
6.1 OPERAZIONI PRELIMINARI ..................................................................................................................9
6.2 REGOLAZIONE DEI PARAMETRI (in puntatura) ............................................................................9
6.3 PROCEDIMENTO (g. D) .......................................................................................................................9
6.3.1 Accensione e spegnimento .....................................................................................................9
6.3.2 Puntatura e trazione contemporanea della lamiera ....................................................... 9
6.3.3 Puntatura di perni/asole (optional) .....................................................................................10
7. MANUTENZIONE ........................................................................................................... 10
7.1 MANUTENZIONE ORDINARIA ...........................................................................................................10
7.2 MANUTENZIONE STRAORDINARIA ................................................................................................10
7.3 SMALTIMENTO DELLA BATTERIA .....................................................................................................10
8. PROBLEMI E RIMEDI ...................................................................................................... 10
pag. pag.

- 9 -
IMMAGAZZINAMENTO
- Collocare la macchina e i suoi accessori (con o senza imballo) in locali chiusi.
- L’umidità relativa dell’aria non deve essere superiore all’80%.
- La temperatura ambiente deve essere compresa tra 0°C e 45°C.
Utilizzare sempre adeguate misure per proteggere la macchina dall’umidità, dallo
sporco e dalla corrosione.
2. INTRODUZIONE E DESCRIZIONE GENERALE
2.1 INTRODUZIONE
Questa puntatrice è una sorgente di energia mobile alimentata tramite batteria, realizzata
specicatamente per la riparazione delle ammaccature, presenti sulla carrozzeria della
vettura, per mezzo della trazione manuale dell’apposito elettrodo (puntale) saldato sulla
lamiera.
La batteria che viene utilizzata è agli ioni di litio; ciò ha permesso la costruzione di una
apparecchiatura per la puntatura di volume e peso estremamente contenuti, esaltandone le
doti di maneggevolezza e trasportabilità. La mancanza del cavo di alimentazione e del cavo
di massa permette di eseguire le lavorazioni in qualsiasi posizione. La durata della batteria
al litio è proporzionata al tipo di impiego e consente di portare a termine la riparazione:
utilizzare con batteria inizialmente carica al 100% (tre led accesi). La ricarica della batteria
può avvenire sia con batteria collegata alla pistola che separatamente.
2.2 ACCESSORI DI SERIE
- Elettrodo di massa.
- Elettrodo per la trazione (puntale).
- Batteria estraibile.
- Alimentatore per la ricarica.
- Valigetta.
Per informazioni dettagliate fare riferimento al catalogo aggiornato.
2.3 ACCESSORI A RICHIESTA
- Porta-elettrodo per perno asolato.
- Elettrodi consumabili vari.
- Batteria di ricambio.
Per altri accessori fare riferimento al catalogo aggiornato.
3. DATI TECNICI
3.1 TARGA DATI (g. A)
I principali dati relativi all’impiego e alle prestazioni della puntatrice sono riassunti nella
targa caratteristiche col seguente signicato.
1 - Tensione nominale a vuoto.
2 - Corrente massima di cortocircuito.
3 - Corrente nominale a regime permanente (100%).
4 - Simboli riferiti alla sicurezza il cui signicato è riportato al capitolo 1 “Sicurezza generale
per la saldatura a resistenza”.
Nota: L’esempio di targa riportato è indicativo del signicato dei simboli e delle cifre; i valori
esatti dei dati tecnici della puntatrice in vostro possesso devono essere rilevati direttamente
sulla targa della puntatrice stessa.
3.2 ALTRI DATI TECNICI
Caratteristiche generali
- Grado di protezione involucro: IP 20
- Peso: 2.3kg
- Ingombro (LxWxH): 480x85x220 mm
Batteria
- Tipologia: Batteria ricaricabile ai polimeri di litio
- Tensione nominale: 7.4V
- Capacità nominale: 8Ah
- Temperatura di immagazzinamento: 0°C÷45°C max
- Tempo di ricarica: 4h max
Alimentatore per la ricarica
- Tensione e frequenza di alimentazione: 100V-240V ~ 2ph 50/60 Hz
- Corrente nominale di uscita: 2A
- Grado di protezione involucro: IP 20
4. DESCRIZIONE DELLA PUNTATRICE
4.1 ASSIEME DELLA PISTOLA E COMPONENTI PRINCIPALI (g. B)
Sul lato superiore:
1 - Pannello di controllo, formato da:
2 - Led livello durata del punto;
3 - Pulsante con più funzioni: mantenere premuto per 3 secondi per accendere la pistola,
per 5 secondi per spegnere;
4 - Livello di carica della batteria;
5 - Led allarme.
Sul fondo:
6 - Ingresso della ricarica.
7 - Led rosso, batteria in carica.
8 - Led verde, alimentatore collegato.
Sul lato:
9 - Pulsante di comando del punto.
10 - Elettrodo di massa.
11 - Elettrodo a punta (puntale).
12 - Blocco e sblocco della batteria.
4.2 DISPOSITIVI DI CONTROLLO, REGOLAZIONE E SEGNALAZIONE
4.2.1 Pannello di controllo (g. B-1)
- Il pulsante (g. B-3) permette accendere e spegnere la puntatrice: per spegnere bisogna
mantenere premuto il pulsante no a quando tutti i led lampeggiano (g. B-2) quindi
rilasciare il pulsante.
- A macchina accesa, il pulsante (g. B-3) permette di impostare la durata del punto
scegliendo tra 5 livelli disponibili: i led (g. B-2) indicano il livello impostato (crescente
verso l’alto).
- I tre segmenti (g. B-4) permettono di monitorare il livello di carica della batteria: quando
sono tutti accesi la batteria è completamente carica, quando lampeggia il primo settore
e il led giallo (g. B-5) resta acceso vuol dire che la batteria deve essere ricaricata prima di
poter utilizzare la pistola.
- Il led di gura B-8 indica che è collegato correttamente l’alimentatore per la ricarica.
- Il led di gura B-7 indica che la batteria è in carica. Se spento, la ricarica è terminata.
4.3 FUNZIONI DI SICUREZZA
4.3.1 Protezioni e allarmi
a) Protezione termica:
Interviene nel caso di sovratemperatura della puntatrice causata da un ciclo di lavoro
superiore al limite ammesso.
L’intervento è segnalato dal lampeggio lento (ogni secondo) del LED GIALLO (g. B-5). In
questa condizione non è permesso puntare;
Ripristino: Automatico.
Attendere che la puntatrice si rareddi.
b) Allarme cattivo contatto:
Interviene nel caso in cui si voglia eseguire il punto senza che vi sia un buon contatto
elettrico tra gli elettrodi della pistola (ad. esempio lamiera isolata, pistola sollevata dal
pezzo, ecc..).
L’intervento è segnalato dall’accensione intermittente rapida del LED GIALLO (g. B-5)
quando viene premuto il grilletto di puntatura (g. B-9).
Ripristino: Pulire la lamiera da saldare, gli elettrodi della pistola ed eettuare un contatto
deciso.
c) Allarme anomalia in carica:
Interviene nel caso venga riscontrato una anomalia nella tensione di alimentazione
oppure nella tensione di batteria (led di g. B-7 lampeggiante).
Ripristino: Il ripristino del funzionamento avviene una volta eliminata la fonte di errore
(ad es. sostituzione dell’alimentatore, sostituzione della batteria).
5. MONTAGGIO E PREPARAZIONE ALL’UTILIZZO
5.1 ALLESTIMENTO
Disimballare la puntatrice, eseguire il montaggio delle parti staccate contenute nell’imballo
come riportato in g. C.
Installare la batteria carica facendola scorrere nel calcio della pistola no a ne corsa (g.
C-1).
Fissare la vite di blocco in dotazione con l’apposita chiave (g. C-2).
Per scollegare la batteria dalla pistola eettuare la manovra inversa.
5.2 RICARICA (g. B)
La batteria può essere ricaricata sia installata nella pistola (g. B), sia da sola.
Collegare l’alimentatore in dotazione per la ricarica alla rete di alimentazione 100V÷240V
50/60Hz; collegare il cavo dell’alimentatore all’apposita presa di ricarica (g. B-6).
In fase di carica il led di gura B-7 si accende assieme al led di gura B-8. Al termine della
carica il led di gura B-7 si spegne.
ATTENZIONE!
- Se la batteria è collegata alla puntatrice e viene posta in ricarica, non sarà possibile
puntare. Scollegare l’alimentatore per la ricarica prima di utilizzare la pistola per
puntare.
- Caricare la batteria prima del primo utilizzo oppure se non è stata utilizzata per oltre
una settimana. Ricaricare sempre la batteria prima che sia completamente scarica.
- Le batterie inutilizzate devono essere ricaricate almeno una volta all'anno.
5.3 AREA DI IMPIEGO
Riservare alla zona di impiego una area sucientemente ampia e priva di ostacoli atta a
garantire l’accessibilità al pannello comandi ed al comando di puntatura in piena sicurezza.
Allontanare dall’area di lavoro tutte le sostanze inammabili (p.es. legno, carta, stracci, etc.).
6. SALDATURA (Puntatura)
6.1 OPERAZIONI PRELIMINARI
Prima di eseguire qualsiasi operazione di puntatura è necessario controllare che il ssaggio
della batteria, degli elettrodi o del porta perno/asola sia stato eseguito correttamente (g.
C) e che gli elettrodi ed il pezzo metallico siano ben puliti.
ATTENZIONE!
- NON PUNTARE SU LAMIERE CHE SIANO A DIRETTO CONTATTO CON MATERIALI
INFIAMMABILI!
- EVITARE DI APPOGGIARE L'UTENSILE NON IN USO SUL PEZZO IN LAVORAZIONE!
- RIPORRE SEMPRE L'UTENSILE NON IN USO SU UN PIANO STABILE E NON
CONDUTTIVO!
6.2 REGOLAZIONE DEI PARAMETRI (in puntatura)
I parametri che intervengono a determinare la penetrazione e la tenuta meccanica del
perno/asola sono:
- Forza esercitata dall'elettrodo.
- Corrente di puntatura.
- Tempo di puntatura.
La particolare lavorazione di puntatura che viene eseguita con questa pistola richiede
solamente di regolare il tempo di puntatura e di esercitare la pressione necessaria sulla
pistola anché vi sia un buon contatto tra gli elettrodi ed il pezzo, senza tuttavia esagerare;
gli elettrodi hanno una corsa ben determinata e non bisogna premere troppo sulla pistola
per non andare in battuta: in questo modo la pressione esercitata sarà ottimale.
In mancanza di esperienza specica è opportuno eseguire alcune prove di puntatura
utilizzando spessori di lamiera della stessa qualità e spessore del lavoro da eseguire.
6.3 PROCEDIMENTO (g. D)
6.3.1 Accensione e spegnimento
Accendere la puntatrice mantenendo premuto il pulsante (g. B-3) per 3 secondi quindi
rilasciare.
Per lo spegnimento della puntatrice attendere il timeout (tempo predenito di innattività)
oppure mantenere premuto il pulsante (g. B-3) per 5 secondi quindi rilasciare.
6.3.2 Puntatura e trazione contemporanea della lamiera
Questa particolare lavorazione utilizza l’elettrodo appuntito (puntale) per aderire alla
lamiera da riparare: dopo il punto si esegue la trazione sfruttando la massa della pistola
come massa a battente.
a) Avvitare il puntale appositamente appuntito nella sede prevista.
b) Posizionare la pistola in modo che gli elettrodi siano perpendicolari alla lamiera (g. D-1).
c) Esercitare la forza nella direzione degli elettrodi in modo tale da ottenere un buon
contatto senza andare in battuta (g. D-2).
d) Premere e rilasciare il pulsante di puntatura (g. B-9) in modo da saldare la punta
dell’elettrodo alla lamiera (g. D-3).
e) Premere leggermente la pistola verso la lamiera per mandare in battuta gli elettrodi ed
avere così a disposizione la massima corsa nel sollevare la pistola (g. D-4).
f) Aerrare la pistola nelle apposite prese (g. D-5).
g) Sollevare velocemente la pistola perpendicolarmente rispetto alla lamiera in modo tale
da esercitare trazione sulla lamiera, senza eettuare torsioni (g. D-6).
h) Ripetere l’operazione dal punto e) no a quando si è ottenuta la trazione voluta della

- 10 -
lamiera. Per staccare l’elettrodo saldato basta ruotare leggermente la pistola per ottenere
una torsione sulla saldatura e quindi il distacco dell’elettrodo.
ATTENZIONE!
Questa particolare lavorazione richiede una certa pratica e un pò di attenzione: non
premere troppo la pistola sulla lamiera per evitare di danneggiala!
Se l’elettrodo dovesse staccarsi troppo presto aumentare il tempo di puntatura e/o
ravvivare la punta dell’elettrodo e/o eseguire la trazione perpendicolarmente rispetto
la lamiera.
6.3.3 Puntatura di perni/asole (optional)
a) Inserire il perno/asola nel porta elettrodo approrpiato (g. E).
b) Posizionare la pistola in modo che gli elettrodi siano perpendicolari alla lamiera (g. F-1).
c) Esercitare la forza nella direzione degli elettrodi in modo tale da ottenere un buon
contatto senza andare in battuta (g. F-2).
d) Premere e rilasciare il pulsante di puntatura (g. B-9) in modo da saldare la punta del
perno/asola alla lamiera (g. F-3).
e) Sollevare la pistola perpendicolarmente rispetto alla lamiera in modo tale da far slare,
senza torsioni, il perno/asola dal portaelettrodo (g. F-4).
f) Ripetere l’operazione dal punto a).
ATTENZIONE!
Al termine del lavoro riporre gli utensili su di un piano isolante e spegnere la macchina!
7. MANUTENZIONE
ATTENZIONE! PRIMA DI ESEGUIRE LE OPERAZIONI DI MANUTENZIONE,
ACCERTARSI CHE LA PUNTATRICE SIA SPENTA.
7.1 MANUTENZIONE ORDINARIA
LE OPERAZIONI DI MANUTENZIONE ORDINARIA POSSONO ESSERE ESEGUITE
DALL’OPERATORE.
- Adeguamento/ripristino del prolo della punta dell’elettrodo.
- Sostituzione degli elettrodi / porta elettrodi.
- Verica integrità degli elettrodi / porta elettrodi.
- Verica integrità della pistola e della batteria.
- Verica dei ssaggi.
- Verica e della corretta installazione della batteria.
7.2 MANUTENZIONE STRAORDINARIA
LE OPERAZIONI DI MANUTENZIONE STRAORDINARIA DEVONO ESSERE ESEGUITE
ESCLUSIVAMENTE DA PERSONALE ESPERTO O QUALIFICATO IN AMBITO ELETTRICO-
MECCANICO.
ATTENZIONE! PRIMA DI RIMUOVERE I GUSCI DELLA PISTOLA ED ACCEDERE AL
SUO INTERNO ACCERTARSI CHE SIA SPENTA E CHE LA BATTERIA SIA
SCOLLEGATA ED ESTRATTA DEL TUTTO.
Periodicamente e comunque con frequenza in funzione dell’utilizzo e delle condizioni
ambientali, ispezionare l’interno della puntatrice per rimuovere la polvere e le particelle
metalliche depositatesi nei componenti mediante getto d’aria compressa secca (max 5 bar).
Evitare di dirigere il getto d’aria compressa sulle schede elettroniche; provvedere alla loro
eventuale pulizia con una spazzola molto morbida od appropriati solventi.
Con l’occasione:
- Vericare che i cablaggi non presentino danni all’isolamento o connessioni allentate-
ossidate.
- Vericare che le viti di collegamento elettrico.
- Vericare l’integrità del fusibile e le sue connessioni al cavo di potenza.
- Vericare il corretto collegamento al cavo di potenza del sensore di temperatura.
7.3 SMALTIMENTO DELLA BATTERIA
La batteria esausta della puntatrice dovrebbe essere riciclata. In alcuni stati
questo e obbligatorio. Contattare le autorità locali per i riuti solidi per
ricevere informazioni relative al riciclaggio.
AVVERTENZA!
Non smaltire la batteria bruciandola. Questo potrebbe causare un’esplosione.
Prima di smaltire la batteria, coprire i terminali scoperti con nastro isolante adeguato,
allo scopo di evitare i corti circuiti.
Non esporre la batteria a calore intenso o a fuoco poiché questo potrebbe causare
un’esplosione.
8. PROBLEMI E RIMEDI
NELL’EVENTUALITA’ DI FUNZIONAMENTO INSODDISFACENTE, E PRIMA DI ESEGUIRE
VERIFICHE PIU’ SISTEMATICHE O RIVOLGERVI AL VOSTRO CENTRO ASSISTENZA, VERIFICARE I
PROBLEMI PIU’ COMUNI, QUI DI SEGUITO ELENCATI, E I RELATIVI RIMEDI:
• La puntatrice non si accende.
Possibile rimedio:
- Vericare il collegamento corretto della batteria.
- Vericare il pulsante di accensione.
• La puntatrice si spegne da sola.
Possibile rimedio:
- E’ intervenuto il “timeout” della macchina che ha spento l’alimentazione dopo un
determinato tempo di inattività. Premere il pulsante di accensione.
• La puntatrice non punta bene.
Possibile rimedio:
- Ricaricare la batteria.
- Pulire gli elettrodi e le zone di contatto con la lamiera
- Mantenere la corretta posizione, ortogonale alla lamiera, durante la puntatura.
- Non esercitare una pressione eccessiva sul pezzo da saldare.
• La puntatrice non punta.
Possibile rimedio (vedi paragrafo protezioni e allarmi):
- Controllare il buon contatto degli elettrodi sulla lamiera: led giallo di allarme spento.
- La batteria è danneggiata; sostituire la batteria.
- Il fusibile interno è rotto; contattare un centro assistenza autorizzato.
• La puntatrice è bloccata con il led giallo di allarme lampeggiante lento.
Possibile rimedio (vedi paragrafo protezioni e allarmi):
- E’ intervenuto l’allarme termico: lasciar rareddare la puntatrice, quindi spegnere e
accendere la pistola.
• La puntatrice non ripete il punto e il led giallo di allarme lampeggia rapido.
Possibile rimedio (vedi paragrafo protezioni e allarmi):
- La puntatrice non permette di eseguire un secondo punto sul quello già saldato:
sollevare la pistola dal pezzo e riposizionare gli elettrodi sulla lamiera.
• La batteria non si carica.
Possibile rimedio (vedi paragrafo protezioni e allarmi):
- L’alimentatore non è stato collegato alla rete di alimentazione o non funziona.
- L’alimentatore non è stato collegato alla batteria.
- La batteria è danneggiata: sostituire la batteria.
• La puntatrice è bloccata con il led giallo di allarme lampeggiante e il primo led verde di
gura B-4 lampeggiante.
- La batteria è danneggiata (ad es. cella in corto): sostituire la batteria.

- 11 -
FRANÇAIS
1. SÉCURITÉ GÉNÉRALE POUR LE SOUDAGE PAR RÉSISTANCE ..................................... 11
2. INTRODUCTION ET DESCRIPTION GÉNÉRALE ............................................................ 12
2.1 INTRODUCTION .....................................................................................................................................12
2.2 ACCESSOIRES DE SÉRIE .......................................................................................................................12
2.3 ACCESSOIRES SUR DEMANDE ..........................................................................................................12
3. DONNÉES TECHNIQUES ................................................................................................ 12
3.1 PLAQUE SIGNALÉTIQUE (g. A) .......................................................................................................12
3.2 AUTRES DONNÉES TECHNIQUES .....................................................................................................12
4. DESCRIPTION DU POSTE DE SOUDAGE PAR POINTS..................................................12
4.1 ENSEMBLE PISTOLET ET COMPOSANTS PRINCIPAUX (Fig. B) ................................................12
4.2 DISPOSITIFS DE CONTRÔLE, RÉGLAGE ET SIGNALEMENT .....................................................12
4.2.1 Panneau de commande (Fig. B -1) .......................................................................................12
4.3 FONCTIONS DE SÉCURITÉ ..................................................................................................................12
4.3.1 Protections et alarmes .............................................................................................................12
5. MONTAGE ET PRÉPARATION À L’UTILISATION ............................................................ 12
5.1 MISE EN PLACE ......................................................................................................................................12
5.2 RECHARGE (g. B) .................................................................................................................................12
5.3 ZONE D’UTILISATION ...........................................................................................................................12
6. SOUDAGE (par points) .................................................................................................. 12
6.1 OPÉRATIONS PRÉLIMINAIRES ...........................................................................................................12
6.2 RÉGLAGE DES PARAMÈTRES (en soudage par points) ...........................................................12
6.3 PROCÉDÉ (g. D) ...................................................................................................................................12
6.3.1 Mise sous et hors tension .......................................................................................................12
6.3.2 Soudage par points et traction simultanée de la tôle ..................................................12
6.3.3 Soudage par points d’axes/œillets (en option) ..............................................................13
7. ENTRETIEN ..................................................................................................................... 13
7.1 ENTRETIEN ORDINAIRE .......................................................................................................................13
7.2 ENTRETIEN EXTRAORDINAIRE ..........................................................................................................13
7.3 ÉLIMINATION DE LA BATTERIE .........................................................................................................13
8. PROBLÈMES ET SOLUTIONS ......................................................................................... 13
APPAREILS POUR SOUDAGE PAR RÉSISTANCE À USAGE PROFESSIONNEL ET
INDUSTRIEL.
Note: Dans le texte qui suit, les termes «poste de soudage par points» et «pistolet»
seront utilisés.
1. SÉCURITÉ GÉNÉRALE POUR LE SOUDAGE PAR RÉSISTANCE
L'opérateur doit être susamment informé sur l'utilisation en sécurité du poste de
soudage par points et sur les risques liés aux procédés de soudage par résistance, sur
les mesures de protection associées et les procédures d'urgence.
- Utiliser le poste à souder par points à une température ambiante comprise entre 5°C
et 40°C, une humidité relative de 50% jusqu’à des températures de 40°C et de 90%
à des températures jusqu’à 20°C.
- Ne pas utiliser le poste de soudage par points dans des endroits humides ou mouillés
ou sous la pluie.
- Toute intervention d’entretien ordinaire et/ou remplacement des électrodes doit
être eectuée avec le poste à souder par points éteint.
- Ne pas utiliser l’appareil en lieux avec zones classées à risque d’explosion en raison
de la présence de gaz, poussières ou brouillards.
- Ne pas souder sur des récipients ou tuyauteries qui contiennent ou qui ont contenu
des produits inammables liquides ou gazeux.
- Éviter de travailler sur des matériaux nettoyés avec des solvants chlorés ou à
proximité de ce type de produits.
- Ne pas souder sur des récipients sous pression.
- Éloigner de la zone de travail toutes les substances inammables (ex. bois, papier,
chions, etc.).
- Laisser refroidir la pièce qui vient d’être soudée! Ne pas positionner la pièce à
proximité de substances inammables.
• S’assurer qu’il existe un échange d’air adéquat ou de de systèmes d’extraction des
fumées de soudage à proximité des électrodes; une approche systématique est
nécessaire pour l’évaluation des limites d'exposition des fumées de soudage en
fonction de leur composition, concentration et durée d’exposition.
- Porter systématiquement des lunettes de protection.
- Revêtir des gants et vêtement de protection adaptés aux travaux de soudage par
résistance.
- Bruit: Si, en raison d’opérations de soudage particulièrement intensives, un niveau
d’exposition acoustique quotidien (LEPd) égal ou supérieur à 85 dB(A) est constaté,
des moyens adéquats de protection individuelle doivent impérativement être
utilisés.
- Le passage du courant de soudage par points provoque l’apparition de champs
électromagnétiques (EMF) localisés aux environs du circuit de soudage.
Les champs électromagnétiques peuvent interférer avec certains équipements
médicaux (ex. pacemaker, appareils respiratoires, prothèses métalliques, etc.).
Il faut prendre les mesures de protection adéquates à l'égard des personnes qui
portent ces équipements. Par exemple, interdire l’accès à la zone d’utilisation du
poste de soudage par points.
Ce poste de soudage par points satisfait les standards techniques de produit pour
l’utilisation en milieu industriel à but professionnel. La conformité aux limites de base
en matière d’exposition humaine aux champs électromagnétiques en environnement
domestique n’est pas garantie.
Bien que l’appareil ait été conçu et réalisé pour réduire au minimum l’émission de
champs électromagnétiques, les procédures suivantes devront être exécutées an de
limiter au minimum l’exposition:
- Maintenir la tête et le tronc du corps le plus loin possible du circuit de soudage par
points.
- Ne pas laisser d'objets ferromagnétiques à proximité du circuit de soudage par
points.
- Ne pas souder avec le corps près du pistolet: respecter une distance minimale
d=20cm (g. G).
AVERTISSEMENTS ET PRÉCAUTIONS PARTICULIERS SUR LA SÉCURITÉ POUR
L’UTILISATION DES BATTERIES AU LITHIUM CONTENUES DANS L’APPAREIL
Le non-respect des règles suivantes peut provoquer la rupture, l’échauement, le
gonement, l’incendie et l’explosion de la batterie:
- Tenir les batterie hors de la portée des enfants
- N'ouvrir l’enveloppe de la batterie sous aucun prétexte.
- Ne pas altérer ou modier l’enveloppe de la batterie.
- Ne pas lancer la batterie ou la heurter fortement.
- Ne pas percer l’enveloppe de la batterie avec des mèches, ne pas la taper avec un
marteau, ne pas marcher dessus.
- Ne pas charger la batterie au soleil, à proximité de ammes ou en conditions
similaires.
- Ne pas utiliser, ou laisser le poste de soudage par points à proximité de poêles,
ammes ou dans d'autres lieux chauds.
- Ne pas placer la batterie à l’intérieur de fours, fours à microondes, etc.
- Ne pas jeter la batterie dans le feu ou la chauer.
- Ne pas essayer d’inverser les polarités des bornes positive «+» et négative «-» lors
de l’insertion de la batterie dans le pistolet.
- Ne pas court-circuiter les bornes de la batterie.
- Ne pas conserver les batteries en vrac dans une boîte ou un tiroir, elles risqueraient
de se court-circuiter mutuellement ou d’être court-circuitées par d’autres objets
métalliques.
- Toujours utiliser et conserver correctement les packs de batterie aux ions de lithium.
À défaut, des incendies ou explosions pourraient se former ou les performances du
poste de soudage par points pourraient être altérées.
- Ne pas sortir une batterie de son emballage d’origine avant que son utilisation soit
nécessaire.
- Respecter les signes plus (+) et moins (-) sur la cellule, sur la batterie et sur l’appareil
et s’assurer d’une utilisation correcte.
- Charger la batterie en utilisant exclusivement l’alimentation pour recharge fournie.
- Ne pas utiliser de cellules ou batteries non conçues pour l’utilisation avec l’appareil.
- Acheter exclusivement la batterie recommandée par le producteur du dispositif
pour l’appareil.
- Utiliser la cellule ou la batterie uniquement dans le cadre de l’application pour
laquelle elle a été conçue.
- Si au cours de l’utilisation, de la charge ou de la conservation la batterie dégage des
odeurs anormales, chaue ou se déforme, elle doit être extraite du pistolet et ne
plus être utilisée.
- Ne pas mouiller la batterie.
- Maintenir les cellules et les batteries propres et sèches.
- Nettoyer les bornes de la cellule ou de la batterie avec un chion sec et propre.
- Éliminer correctement la batterie (voir paragraphe «élimination de la batterie»)
- Si la batterie perd de l'acide ou dégage des odeurs étranges, elle doit être éloignée
immédiatement de sources de chaleur ou de ammes libres.
- En cas de contact de l’acide de la batterie avec la peau ou les vêtements, rincer
immédiatement et abondamment avec de l'eau.
- En cas de contact de l'acide de la batterie avec les yeux, rincer immédiatement et
abondamment avec de l'eau, et contacter un médecin.
Conserver ce manuel.
Le manuel est nécessaire pour consulter les avertissements et les précautions relatives
à la sécurité, pour les procédures de fonctionnement et d'entretien, pour la liste des
composants et pour les techniques spéciques.
Conserver le manuel pour d'éventuelles consultations futures dans un lieu sûr et sec.
USAGE PRÉVU
L’appareil a été conçu pour être utilisé exclusivement en carrosserie pour la réparation
de véhicules: il doit être utilisé pour la traction manuelle des tôles et pour le soudage
par points d’axes ou œillets (de formes et dimensions variables en fonction de
l’opération à eectuer) sur tôles en acier à faible teneur en carbone.
RISQUES RÉSIDUELS
Le mode de fonctionnement du poste de soudage par points prévoit un bouton de
commande pour commencer le soudage: il existe un risque de démarrage du soudage
en posant involontairement les électrodes du pistolet sur la tôle! Ceci peut provoquer
des arcs électriques et étincelles indésirables avec risque de dommages et lésions
corporels.
Au terme du travail, poser le poste de soudage par points sur un plan isolant et
l’éteindre!
- RISQUE DE BRÛLURES
Certaines parties du poste de soudage par points (électrodes, œillets, axes et zones
voisines) peuvent atteindre des températures supérieures à 65°C: des vêtements de
protection adéquats sont nécessaires.
pag. pag.
SOMMAIRE

- 12 -
Laisser refroidir la pièce qui vient d’être soudée avant de la toucher!
RISQUE DE CHUTE
- Poser le poste de soudage par points sur une surface horizontale isolante; à défaut,
les plans d’appui mobiles et les surfaces inclinées et lisse augmentent le risque de
chute.
- USAGE IMPROPRE
L’utilisation du poste de soudage par points pour toute opération non indiquée est
dangereuse (voir USAGE PRÉVU).
STOCKAGE
- Placer la machine et ses accessoires (avec ou sans emballage) dans des locaux
fermés.
- L’humidité relative de l'air ne doit pas être supérieure à 80%.
- La température ambiante doit être comprise entre 0°C et 45°C.
Toujours utiliser des mesures adéquates pour protéger la machine contre l’humidité,
la saleté et la corrosion.
2. INTRODUCTION ET DESCRIPTION GÉNÉRALE
2.1 INTRODUCTION
Ce poste de soudage par points est une source d’énergie mobile alimentée par batterie,
réalisée spécialement pour la réparation de coups sur les carrosseries de voitures, par
traction manuelle de l’électrode (poinçon) soudé sur la tôle.
La batterie utilisée est aux ions de lithium;ceci a permis de réaliser un appareil pour le
soudage par points d’un volume et d’un poids extrêmement réduits, favorisant la maniabilité
et le transport. L’absence du câble d’alimentation et du câble de masse permet de réaliser
les travaux en toute position. La durée de la batterie au lithium est proportionnelle au
type d’utilisation et permet de terminer la réparation: l’appareil doit être utilisé avec une
batterie préalablement chargée à 100% (trois LED allumées). La recharge de la batterie peut
s’eectuer aussi bien avec la batterie raccordée au pistolet que séparément.
2.2 ACCESSOIRES DE SÉRIE
- Électrode de masse.
- Électrode pour traction (poinçon).
- Batterie extractible.
- Alimentation pour recharge.
- Mallette.
Pour plus d'informations, se référer au catalogue mis à jour.
2.3 ACCESSOIRES SUR DEMANDE
- Porte-électrode pour axe à œillet.
- Électrodes consommables diverses.
- Batterie de rechange.
Pour d'autres accessoires, se référer au catalogue mis à jour.
3. DONNÉES TECHNIQUES
3.1 PLAQUE SIGNALÉTIQUE (g. A)
Les principales données concernant l'emploi et les performances du poste de soudage par
points sont résumées sur la plaquette des caractéristiques et ont la signication suivante.
1 - Tension nominale à vide.
2 - Courant maximum de court-circuit.
3 - Courant nominal en régime permanent (100%).
4 - Symboles de sécurité dont la signication gure au chapitre 1 «Sécurité générale pour
le soudage par résistance».
Note: L’exemple de plaquette reporté donne une signication indicative des symboles et
des chires; les valeurs exactes des données techniques du poste de soudage par points
en votre possession doivent être relevées directement sur la plaquette de ce même poste.
3.2 AUTRES DONNÉES TECHNIQUES
Caractéristiques générales
- Degré de protection de l’enveloppe: IP 20
- Poids: 2,3kg
- Encombrement (LxWxH): 480x85x220 mm
Batterie
- Catégorie: Batterie rechargeable aux polymères de lithium
- Tension nominale: 7,4 V
- Capacité nominale: 8Ah
- Température de stockage: 0°C÷45°C max
- Temps de recharge: 4h max
Alimentation pour recharge
- Tension et fréquence d’alimentation: 100V-240V ~ 2ph 50/60 Hz
- Courant nominal de sortie: 2A
- Degré de protection de l’enveloppe: IP 20
4. DESCRIPTION DU POSTE DE SOUDAGE PAR POINTS
4.1 ENSEMBLE PISTOLET ET COMPOSANTS PRINCIPAUX (Fig. B)
Sur la face supérieure:
1 - Panneau de commande, composé de:
2 - LED de niveau de durée du point;
3 - Bouton multifonction : le maintenir pendant 3 secondes pour allumer le pistolet, 5
secondes pour l’éteindre;
4 - Niveau de charge de la batterie;
5 - Led alarme.
Au bas:
6 - Entrée de la recharge.
7 - LED rouge, batterie en charge.
8 - LED verte, alimentation branchée.
Sur le côté:
9 - Bouton de commande du point.
10 - Électrode de masse.
11 - Électrode en pointe (poinçon).
12 - Blocage et déblocage de la batterie.
4.2 DISPOSITIFS DE CONTRÔLE, RÉGLAGE ET SIGNALEMENT
4.2.1 Panneau de commande (Fig. B -1)
- Le bouton (g. B-3) allume et éteint le poste de soudage par points: pour éteindre, presser
et maintenir le bouton jusqu’à ce que toutes les LED clignotent (g. B-2) et le relâcher.
- Avec la machine en marche, le bouton (g. B-3) permet de congurer la durée du point en
sélectionnant l’un des 5 niveaux proposés: les LED (g. B-2) indiquent le niveau conguré
(croissant vers le haut).
- Les trois segments (g. B-4) permettent de surveiller le niveau de charge de la batterie:
tous allumés, la batterie est chargée au maximum, lorsque le premier secteur clignote et
que la LED jaune (g. B-5) reste allumée, la batterie doit être rechargée avant de pouvoir
utiliser le pistolet.
- La LED en gure B-8 indique que l’alimentation pour recharge est correctement branchée.
- La LED en gure B-7 indique que la batterie est en charge. Éteinte, la recharge est terminée.
4.3 FONCTIONS DE SÉCURITÉ
4.3.1 Protections et alarmes
a) Protection thermique:
Elle se déclenche en cas de surchaue à souder par points causée par un cycle de travail
supérieur à la limite admise.
Le déclenchement est signalé par le clignotement lent ‘(chaque seconde) de la LED
JAUNE (g. B-5). Dans cette condition, le soudage par points ne peut pas être eectué;
Rétablissement: Automatique.
Attendre que le poste de soudage par points refroidisse.
b) Alarme mauvais contact:
Elle se déclenche si l’on veut eectuer le soudage avec un mauvais contact électrique
entre les électrodes du pistolet (ex. lame isolée, pistolet soulevé de la pièce, etc.).
Le déclenchement est signalé par l’allumage intermittent rapide de la LED JAUNE (g.
B-5) à la pression de la gâchette de soudage (g. B-9).
Rétablissement: Nettoyer la tôle à souder, les électrodes du pistolet et eectuer un
contact franc.
c) Alarme anomalie en charge:
Elle se déclenche en cas d’anomalie de tension d’alimentation ou de tension de batterie
(LED g. B-7 clignotante).
Rétablissement: Le rétablissement du fonctionnement a lieu après avoir éliminé la
cause de l’erreur (ex. remplacement de l’alimentation, remplacement de la batterie).
5. MONTAGE ET PRÉPARATION À L’UTILISATION
5.1 MISE EN PLACE
Déballer le poste de soudage par points, assembler les parties démontées fournies comme
indiqué en g. C.
Installer la batterie chargée en la faisant coulisser dans la crosse du pistolet jusqu’en n de
course (g. C-1).
Fixer la vis de blocage fournie avec la clé (g. C-2).
Pour débrancher la batterie du pistolet, procéder en sens inverse.
5.2 RECHARGE (g. B)
La batterie peut être rechargée en la laissant dans le pistolet (g. B) ou en l’extrayant.
Brancher l’alimentation fournie pour la recharge au circuit électrique 100V÷240V 50/60Hz;
brancher le câble de l’alimentation à la prise de recharge (g. B-6).
Lors de la charge, la LED gure B-7 s’allume avec la LED gure B-8. La charge terminée, la
LED gure B-7 s’éteint.
ATTENTION!
- Si la batterie est raccordée au poste de soudage par points et est mise en charge,
il ne sera pas possible de souder. Débrancher l’alimentation pour recharge avant
d’utiliser le pistolet pour souder.
- Charger la batterie avant la première utilisation ou si elle n’a pas été utilisée depuis
plus d'une semaine. Toujours recharger la batterie avant qu’elle soit complètement
déchargée.
- Les batteries non utilisées doivent être rechargées au moins une fois par an.
5.3 ZONE D’UTILISATION
Réserver à la zone d’utilisation un espace susant et non encombré, qui garantisse l’accès
au panneau de commande et à la commande de soudage en toute sécurité.
Éloigner de la zone de travail toutes les substances inammables (ex. bois, papier, chions,
etc.).
6. SOUDAGE (par points)
6.1 OPÉRATIONS PRÉLIMINAIRES
Avant d’eectuer toute opération de soudage par points, contrôler que la xation de la
batterie, des électrodes ou du porte-axe/œillet a été correctement eectuée (g. C) et que
les électrodes et la pièce métalliques sont propres.
ATTENTION!
- NE PAS SOUDER SUR DES TÔLES EN CONTACT DIRECT AVEC DES MATÉRIAUX
INFLAMMABLES!
- ÉVITER DE POSER L'OUTIL NON EN COURS D'UTILISATION SUR LA PIÈCE EN USINAGE!
- TOUJOURS DÉPOSER L'OUTIL NON UTILISÉ SUR UN PLAN STABLE ET NON
CONDUCTEUR!
6.2 RÉGLAGE DES PARAMÈTRES (en soudage par points)
Les paramètres intervenant dans la détermination de la pénétration et de la tenue
mécanique de l’axe/œillet sont:
- Force exercée par l'électrode.
- Courant de soudage par points.
- Temps de soudage par points.
Le travail particulier de soudage par points eectué avec ce pistolet nécessite uniquement
de régler le temps de soudage et d'exercer la pression requise sur le pistolet pour obtenir un
bon contact entre les électrodes et la pièce, sans toutefois exagérer; les électrodes ont une
course bien précise et il faut éviter de trop appuyer sur le pistolet an de ne pas arriver en
butée: la pression exercée sera ainsi optimale.
En l'absence d'expérience en la matière, il est conseillé d'eectuer quelques essais de
soudage par points avec des épaisseurs de tôle de la même qualité et épaisseur que le
travail à exécuter.
6.3 PROCÉDÉ (g. D)
6.3.1 Mise sous et hors tension
Mettre le poste de soudage par points en pressant et en maintenant le bouton (g. B-3)
pendant 3 secondes puis le relâcher.
Pour éteindre le poste de soudage, attendre le temps prédéni d’inactivité ou presser et
maintenir le bouton (Fig. B-3) pendant 5 secondes et le relâcher.
6.3.2 Soudage par points et traction simultanée de la tôle
Cette opération particulière utilise l’électrode pointue (poinçon) pour adhérer à la tôle à
réparer: après le point, la traction est eectuée en exploitant la masse du pistolet en tant
que masse battante.
a) Visser le poinçon spécialement taillé en pointe dans le logement prévu.
b) Positionner le pistolet de sorte que les électrodes soient perpendiculaires à la tôle (g.

- 13 -
D-1).
c) Exercer la force dans la direction des électrodes an d’obtenir un bon contact sans arriver
en butée (g. D-2).
d) Presser et relâcher le bouton de soudage (g. B-9) pour souder la pointe de l’électrode à
la tôle (g. D-3).
e) Presser légèrement le pistolet vers la tôle pour que les électrodes arrivent en butée et
disposer ainsi de la course maximale en soulevant le pistolet (g. D-4).
f) Saisir le pistolet par les prises prévues (g. D-5).
g) Soulever rapidement le pistolet perpendiculairement à la tôle de manière à exercer une
traction sur la tôle, sans pratiquer de torsions (g. D-6).
h) Répéter l’opération à partir du point e) jusqu’à obtenir la traction de tôle souhaitée. Pour
détacher l’électrode soudée, il sut de tourner légèrement le pistolet pour obtenir une
torsion sur la soudure suivie du détachement de l’électrode.
ATTENTION!
Cette opération particulière requiert une certaine pratique et un peu d’attention: ne
pas trop appuyer le pistolet sur la tôle an d’éviter de l’endommager!
Si l’électrode se détache trop tôt, augmenter le temps de soudage et/ou raviver la
pointe de l’électrode et/ou eectuer la traction perpendiculairement à la tôle.
6.3.3 Soudage par points d’axes/œillets (en option)
a) Insérer l’axe/œillet dans le porte-électrode approprié (g. E).
b) Positionner le pistolet de sorte que les électrodes soient perpendiculaires à la tôle (g.
F-1).
c) Exercer la force dans la direction des électrodes an d’obtenir un bon contact sans arriver
en butée (g. F-2).
d) Presser et relâcher le bouton de soudage (g. B-9) pour souder la pointe de l’axe/œillet à
la tôle (g. F-3).
e) Soulever le pistolet perpendiculairement à la tôle de sorte à sortir, sans torsion, l’axe/
œillet du porte-électrode (g. F-4).
f) Répéter l’opération à partir du point a).
ATTENTION!
Le travail terminé, poser les outils sur un plan isolant et éteindre la machine!
7. ENTRETIEN
ATTENTION! AVANT D’EXÉCUTER LES OPÉRATIONS D'ENTRETIEN,S’ASSURER
QUE LE POSTE À SOUDER PAR POINTS EST ÉTEINT.
7.1 ENTRETIEN ORDINAIRE
LES OPÉRATIONS D’ENTRETIEN ORDINAIRE PEUVENT ÊTRE EXÉCUTÉES PAR L’OPÉRATEUR.
- Adaptation/rétablissement du prol de la pointe de l’électrode.
- Remplacement des électrodes / du porte-électrodes.
- Vérication de l’état des électrodes / du porte-électrodes.
- Vérication de l’état du pistolet et de la batterie.
- Vérication des xations.
- Vérication l’installation de la batterie.
7.2 ENTRETIEN EXTRAORDINAIRE
LES OPÉRATIONS D'ENTRETIEN EXTRAORDINAIRE DOIVENT ÊTRE EXÉCUTÉES
EXCLUSIVEMENT PAR DU PERSONNEL EXPERT OU QUALIFIÉ DANS LE DOMAINE ÉLECTRIQUE-
MÉCANIQUE.
ATTENTION! AVANT D’ENLEVER LES COQUES DU PISTOLET ET D’ACCÉDER À
SES PARTIES INTÉRIEURES, S’ASSURER QU’IL EST ÉTEINT QUE LA BATTERIE EST
DÉBRANCHÉE ET EXTRAITE.
Périodiquement et quoi qu'il en soit à une fréquence qui dépend de l’utilisation et des
conditions ambiantes, inspecter l’intérieur du poste de soudage par points pour enlever
la poussière et les particules métalliques qui se sont déposées dans les composants à l'aide
d'un jet d’air comprimé sec (max 5 bars).
Éviter de diriger le jet d’air comprimé sur les cartes électroniques; pourvoir à leur nettoyage
éventuel avec une brosse très souple ou avec des solvants appropriés.
À cette occasion:
- Vérier que les câblages ne présentent pas de dommages d'isolation ou de connexions
desserrées-oxydées.
- Vérier les vis de branchement électrique.
- Vérier l’état du fusible et ses branchements au câble d’alimentation.
- Vérier le branchement au câble d’alimentation de la sonde de température.
7.3 ÉLIMINATION DE LA BATTERIE
La batterie usagée du poste de soudage par points est recyclable. Ceci est
obligatoire dans certains pays. Contacter les autorités locales pour les déchets
solides pour recevoir des informations concernant le recyclage.
MISE EN GARDE!
Ne pas éliminer la batterie en la brûlant. Ceci pourrait causer une explosion.
Avant d'éliminer la batterie, couvrir les bornes dénudées avec du ruban isolant
adéquat, dans le but d'éviter les court-circuits.
Ne pas exposer la batterie à une chaleur intense ou au feu car cela pourrait causer une
explosion.
8. PROBLÈMES ET SOLUTIONS
EN CAS DE MAUVAIS FONCTIONNEMENT ET AVANT TOUTE VÉRIFICATION PLUS
SYSTÉMATIQUE OU DE S’ADRESSER AU CENTRE D’ASSISTANCE LOCAL, RECHERCHER LES
PROBLÈMES PLUS COURANTS ET SOLUTIONS CI-APRÈS:
• Le poste de soudage par points ne s’allume pas.
Solution possible:
- Vérier le branchement de la batterie.
- Vérier le bouton de marche.
• Le poste de soudage par points s’éteint seul.
Solution possible:
- Le temps prédéni d'inactivité de la machine s’est écoulé, avec coupure de l’alimentation.
Presser le bouton de marche.
• Le poste de soudage par points ne soude pas bien.
Solution possible:
- Recharger la batterie.
- Nettoyer les électrodes et les zones de contact avec la tôle
- Maintenir la position correcte, perpendiculaire à la tôle, pendant le soudage par points.
- Ne pas exercer de pression excessive sur la pièce à souder.
• Le poste de soudage par points ne soude pas.
Solution possible (voir paragraphe protections et alarmes):
- Contrôler le contact des électrodes sur la tôle: LED jaune d’alarme éteinte.
- La batterie est endommagée et doit être remplacée.
- Le fusible intérieur est endommagé, contacter un centre d’assistance agréé.
• Le poste de soudage par points est bloqué avec LED jaune d’alarme à clignotement lent.
Solution possible (voir paragraphe protections et alarmes):
- L’alarme thermique s’est déclenchée: laisser refroidir le poste de soudage, puis étendre
et allumer le pistolet.
• Le poste de soudage par points ne répète pas le point et la LED jaune d’alarme clignote
rapidement.
Solution possible (voir paragraphe protections et alarmes):
- Le poste de soudage par points ne permet pas d’eectuer un deuxième point sur un
point déjà soudé: soulever le pistolet de la pièce et repositionner les électrodes sur la
tôle.
• La batterie ne se charge pas.
Solution possible (voir paragraphe protections et alarmes):
- L’alimentation n’a pas été branchée au réseau d’alimentation ou ne fonctionne pas.
- L’alimentation n’a pas été raccordée à la batterie.
- La batterie est endommagée et doit être remplacée.
• Le poste de soudage par points est bloqué avec LED jaune d’alarme clignotante et
première LED verte gure B-4 clignotante.
- La batterie est endommagée (ex. cellule en court-circuit) et doit être remplacée.

- 14 -
ESPAÑOL
1. SEGURIDAD GENERAL PARA LA SOLDADURA POR RESISTENCIA ............................. 14
2. INTRODUCCIÓN Y DESCRIPCIÓN GENERAL ................................................................ 15
2.1 INTRODUCCIÓN.....................................................................................................................................15
2.2 ACCESORIOS DE SERIE .......................................................................................................................15
2.3 ACCESORIOS A PETICIÓN DE LOS INTERESADOS ......................................................................15
3. DATOS TÉCNICOS .......................................................................................................... 15
3.1 PLACA DE DATOS (Fig. A) ...................................................................................................................15
3.2 OTROS DATOS TÉCNICOS ...................................................................................................................15
4. DESCRIPCIÓN DE LA SOLDADORA POR PUNTOS .......................................................15
4.1 CONJUNTO DE LA PISTOLA Y COMPONENTES PRINCIPALES (Fig. B) ..................................15
4.2 DISPOSITIVOS DE CONTROL, REGULACIÓN Y SEÑALACIÓN .................................................15
4.2.1 Cuadro de control (Fig. B-1) ...................................................................................................15
4.3 FUNCIONES DE SEGURIDAD ............................................................................................................15
4.3.1 Protecciones y alarmas ............................................................................................................15
5. MONTAJE Y PREPARACIÓN PARA LA UTILIZACIÓN .................................................... 15
5.1 PREPARACIÓN ........................................................................................................................................15
5.2 RECARGA (Fig. B) ...................................................................................................................................15
5.3 ÁREA DE EMPLEO .................................................................................................................................15
6. SOLDADURA (Soldadura por puntos) ......................................................................... 15
6.1 OPERACIONES PRELIMINARES .........................................................................................................15
6.2 REGULACIÓN DE LOS PARÁMETROS (en soldadura por puntos) .......................................15
6.3 PROCEDIMIENTO (g. D) ....................................................................................................................15
6.3.1 Encendido y apagado ..............................................................................................................15
6.3.2 Soldadura por puntos y tracción contemporánea de la chapa ................................16
6.3.3 Soldadura por puntos de pernos/arandela (opcional) ................................................16
7. MANTENIMIENTO.......................................................................................................... 16
7.1 MANTENIMIENTO ORDINARIO .........................................................................................................16
7.2 MANTENIMIENTO EXTRAORDINARIO ............................................................................................16
7.3 ELIMINACIÓN DE LA BATERÍA ...........................................................................................................16
8. PROBLEMAS Y SOLUCIONES ........................................................................................16
APARATO PARA SOLDADURA POR RESISTENCIA PARA USO PROFESIONAL E
INDUSTRIAL.
Nota: En el siguiente texto se usará el término «soldadora por puntos» y «pistola».
1. SEGURIDAD GENERAL PARA LA SOLDADURA POR RESISTENCIA
El operador debe tener una formación suciente sobre el uso seguro de la soldadora
por puntos y estar informado sobre los riesgos relacionados con los procedimientos
de soldadura por resistencia, con las relativas medidas de protección y los
procedimientos de emergencia.
- Utilizar la soldadora por puntos a una temperatura ambiente del aire entre 5°C y
40°C y a una humedad relativa igual al 50% hasta temperaturas de 40°C y del 90%
para temperaturas hasta 20°C.
- No utilizar la soldadora por puntos en ambientes húmedos o mojados o bajo la
lluvia.
- Cualquier intervención de mantenimiento ordinario o sustitución de los electrodos
debe ser realizada con la soldadora por puntos apagada.
- Se prohíbe utilizar el aparato en ambientes con zonas clasicadas por riesgo de
explosión debido a la presencia de gases, polvos o nieblas.
- No soldar en contenedores, recipientes o tuberías que contengan o que hayan
contenido productos inamables líquidos o gaseosos.
- Evitar operar en materiales que se hayan limpiado con solventes clorurados o cerca
de dichas sustancias.
- No soldar en recipientes a presión.
- Alejar del área de trabajo todas las sustancias inamables, por ejemplo, madera,
papel, trapos, etc.
- Dejar enfriar la pieza en cuanto se haya soldado. No colocar la pieza cerca de
sustancias inamables.
- Asegurarse un recambio de aire correcto o de medios adecuados para eliminar
los humos de soldadura en la cercanía de los electrodos; es necesario un enfoque
sistemático para la valoración de los límites a la exposición de los humos de
soldadura en función de su composición, concentración y duración de la exposición
misma.
- Proteger siempre los ojos con las gafas de protección especiales.
- Usar guantes y prendas de protección adecuados para las elaboraciones con
soldadura por resistencia.
- Ruido: Si debido a una operación de soldadura especialmente intensiva se produce
un nivel de exposición diaria personal (LEPd) igual o superior a 85 db(A) es
obligatorio el uso de medios de protección individual adecuados.
- El paso de la corriente de soldadura por puntos hace que se generen campos
electromagnéticos (EMF) localizados alrededor del circuito de soldadura por
puntos.
Los campos electromagnéticos pueden interferir con algunos aparatos médicos (por
ejemplo, marcapasos, respiradores, prótesis metálicas, etc.).
Las personas que utilicen estos aparatos deben tomar medidas de protección
adecuadas. Por ejemplo, prohibir el acceso al área de utilización de la soldadura por
puntos.
Esta soldadura por puntos cumple las normas técnicas de producto para el uso
exclusivo en ambiente industrial con objetivo profesional. No se asegura que cumpla
los límites de base relativos a la exposición humana a los campos electromagnéticos
en ambiente doméstico.
Si bien el aparato se ha diseñado y construido para reducir al mínimo la emisión de
campos electromagnéticos, el operador debe utilizar los siguientes procedimientos
para reducir al mínimo la exposición:
- Mantener la cabeza y el tronco del cuerpo lo más lejos posible del circuito de
soldadura por puntos.
- No dejar objetos ferromagnéticos en proximidad del circuito de soldadura por
puntos.
- No soldar por puntos con el cuerpo cerca de la pistola: distancia mínima d= 20cm
(g. G).
ADVERTENCIAS ESPECIALES Y PRECAUCIONES SOBRE LA SEGURIDAD PARA LA
UTILIZACIÓN DE LAS BATERÍAS AL LITIO CONTENIDAS EN EL ARRANCADOR
La falta de respeto de estas reglas puede provocar la rotura, el calentamiento, el
hinchado, el incendio y la explosión de la batería:
- Mantener las baterías fuera del alcance de los niños
- No abrir el envoltorio de la batería por ningún motivo.
- No cambiar ni modicar el envoltorio de la batería.
- No lanzar la batería ni provocar golpes fuertes.
- No perforar el envoltorio de la batería con puntas, no golpearlo con un martillo, no
pisarlo.
- No cargar la batería al sol, cerca de llamas o en condiciones parecidas.
- No utilizar la soldadora por puntos ni dejarla cerca de estufas, llamas u otros lugares
calientes.
- No colocar la batería el interior de hornos, hornos microondas, etc.
- No tirar la batería en el fuego ni calentarla.
- No intentar invertir las polaridades de los terminales positivo “+” y negativo “-”
cuando se introduce la batería en la pistola.
- No cortocircuitar los terminales de la batería.
- No conservar las baterías desordenadas en una caja o en un cajón en los que podrían
cortocircuitar o generar un cortocircuito con otros objetos metálicos.
- Usar y conservar siempre correctamente los paquetes de batería de iones de litio. En
caso contrario, podrían provocar incendios o explosiones o inuir negativamente en
las prestaciones de la soldadora por puntos.
- No sacar una batería de la caja original hasta que no sea necesario utilizarla.
- Respetar los signos más (+) y menos (-) en la celda, en la batería y en el aparato y
asegurarse de que el uso es correcto.
- Cargar la batería utilizando exclusivamente el alimentador para la recarga incluido.
- No utilizar celdas o baterías no diseñadas para el uso con el aparato.
- Comprar siempre la batería recomendada por el fabricante del dispositivo para el
aparato.
- Utilizar la celda o la batería solo en la aplicación para la que se ha diseñado.
- Si durante el uso, la carga o la conservación la batería emana olores extraños, se
calienta o se deforma, esta debe sacarse de la pistola y no utilizarse más.
- No mojar la batería.
- Mantener las celdas y las baterías limpias y secas.
- Si se ensucian, limpiar los terminales de la celda o de la batería con un paño seco y
limpio.
- Eliminar correctamente la batería (véase párrafo “Eliminación de la batería”)
- Si la batería pierde ácido o emana olores extraños debe alejarse en seguida de
fuentes de calor o de llamas libres.
- En caso de contacto con el ácido de la batería y la piel o la ropa, enjuagar en seguida
con abundante agua.
- En caso de contacto con el ácido de la batería y los ojos, enjuagar en seguida con
abundante agua y ponerse en contacto con un médico.
Conservar este manual.
El manual es necesario para consultar las advertencias y precauciones relativas a la
seguridad, para los procedimientos de funcionamiento y de mantenimiento, para la
lista de los componentes y para las especicaciones técnicas.
Conservar el manual para cualquier consulta en el futuro en un lugar seguro y seco.
USO PREVISTO
El aparato se ha diseñado para la utilización exclusivamente en carrocería para la
reparación de los coches: debe utilizarse para la tracción manual de las chapas y para
la soldadura por puntos de pernos y arandelas (de forma o dimensiones variables
dependiendo de la elaboración que se deba realizar) en chapas de acero de bajo
contenido de carbono.
RIESGOS RESIDUALES
La modalidad de funcionamiento de la soldadora por puntos prevé un mando de
pulsador para iniciar la soldadura: existe el riesgo de iniciar la soldadura si se apoyan
involuntariamente los electrodos de la pistola en la chapa. Esto puede provocar
arcos eléctricos y chispas no deseadas que el consiguiente riesgo de daños y lesiones
personales.
Al nal del trabajo guardar la soldadora por puntos en un plano aislante y apagarla.
- RIESGO DE QUEMADURAS
Algunas partes de la soldadora por puntos (electrodos, arandelas, pernos y áreas
adyacentes) pueden alcanzar temperaturas superiores a los 65°C: es necesario usar
ropa de protección adecuada.
Dejar enfriar la pieza antes de tocarla.
pág. pág.
ÍNDICE

- 15 -
RIESGO DE CAÍDA
- Colocar la soldadora por puntos en una supercie horizontal de material aislante;
en caso contrario, las supercies de apoyo móviles y las supercies inclinadas y lisas
aumentan el peligro de caída.
- USO IMPROPIO
Es peligrosa la utilización de la soldadora por puntos para cualquier elaboración
diferente de la prevista es peligrosa (véase USO PREVISTO).
ALMACENAMIENTO
- Colocar la máquina y sus accesorios (con o sin embalaje) en locales cerrados.
- La humedad relativa del aire no debe ser superior al 80%.
- La temperatura ambiente debe estar entre 0°C y 45°C.
Utilizar siempre medidas adecuadas para proteger la máquina de la humedad, de la
suciedad y de la corrosión.
2. INTRODUCCIÓN Y DESCRIPCIÓN GENERAL
2.1 INTRODUCCIÓN
Esta soldadora por puntos es una fuente de energía móvil alimentada mediante batería,
realizada especícamente para la reparación de las abolladuras presentes en la carrocería
del coche, por medio de la tracción manual del relativo electrodo (puntal) soldado en la
chapa.
La batería que se utiliza es de iones de litio; esto ha permitido la construcción de un
aparato para la soldadura por puntos con un volumen y peso extremadamente contenidos,
destacando la facilidad de manejo y transporte. La falta del cable de alimentación y del
cable de masa permite efectuar las elaboraciones en cualquier posición. La duración de
la batería es proporcional al tipo de empleo y permite realizar la reparación: utilizar con
batería inicialmente cargada al 100% (tres leds encendidos). La recarga de la batería puede
realizase tanto con la batería conectada a la pistola como por separado.
2.2 ACCESORIOS DE SERIE
- Electrodo de masa.
- Electrodo para la tracción (puntal).
- Batería extraíble.
- Alimentador para la recarga.
- Maleta.
Para información detallada, consulte el catálogo actualizado.
2.3 ACCESORIOS A PETICIÓN DE LOS INTERESADOS
- Portaelectrodo para perno con arandela.
- Electrodos consumibles varios.
- Batería de recambio.
Para los otros accesorios, consulte el catálogo actualizado.
3. DATOS TÉCNICOS
3.1 PLACA DE DATOS (Fig. A)
Los principales datos relativos al empleo y a las prestaciones de la soldadora por puntos se
resumen en la placa de características con el siguiente signicado.
1 - Tensión nominal en vacío.
2 - Corriente máxima de cortocircuito.
3 - Corriente nominal de régimen permanente (100%).
4 - Símbolos relativos a la seguridad cuyo signicado se indica en el capítulo 1 “Seguridad
general para la soldadura por resistencia”.
Nota: El ejemplo de placa incluido es indicativo del signicado de los símbolos y de las cifras;
los valores exactos de los datos técnicos de la soldadora por puntos que usted posee deben
consultarse directamente en la placa de datos de la soldadora por puntos misma.
3.2 OTROS DATOS TÉCNICOS
Características generales
- Grado de protección de envoltorio: IP 20
- Peso: 2,3 kg
- Dimensiones (LxAxH): 480x85x220 mm
Batería
- Tipo: Batería recargable de polímetros de litio
- Tensión nominal: 7,4V
- Capacidad nominal: 8Ah
- Temperatura de almacenamiento: 0°C÷45°C máx.
- Tiempo de recarga: 4h máx.
Alimentador para la recarga
- Tensión y frecuencia de alimentación: 100V-240V ~ 2ph 50/60 Hz
- Corriente nominal de salida: 2A
- Grado de protección de envoltorio: IP 20
4. DESCRIPCIÓN DE LA SOLDADORA POR PUNTOS
4.1 CONJUNTO DE LA PISTOLA Y COMPONENTES PRINCIPALES (Fig. B)
En el lado superior:
1 - Cuadro de control, formato de:
2 - Led nivel de duración en el punto;
3 - Pulsador con varias funciones: mantener apretado durante 3 segundos para encender
la pistola, durante 5 segundos para apagar;
4 - Nivel de carga de la batería;
5 - Led de alarma.
En el fondo:
6 - Entrada de la recarga.
7 - Led rojo, batería en carga.
8 - Led verde, alimentador conectado.
En el lado:
9 - Pulsador de mando del punto.
10 - Electrodo de masa.
11 - Electrodo de punta (puntal).
12 - Bloqueo y desbloqueo de la batería.
4.2 DISPOSITIVOS DE CONTROL, REGULACIÓN Y SEÑALACIÓN
4.2.1 Cuadro de control (Fig. B-1)
- El pulsador (g. B-3) permite encender y apagar la soldadora por puntos: para apagarla
es necesario mantener apretado el pulsador mientras parpadeen todos los leds (Fig. B-2)
entonces liberar el pulsador.
- Con la máquina encendida, el pulsador (Fig. B-3) permite congurar la duración del punto
eligiendo entre los 5 niveles disponibles: los led (Fig. B-2) indican el nivel jado (creciente
hacia arriba).
- Los tres segmentos (Fig. B-4) permiten efectuar un seguimiento del nivel de carga de la
batería: cuando están todos encendidos la batería está completamente cargada, cuando
parpadea el primer sector y el led amarillo (Fig. B-5) queda encendido quiere decir que la
batería debe recargarse antes de poder utilizar la pistola.
- El led de la gura B-8 indica que se ha conectado correctamente el alimentador para la
recarga.
- El led de la gura B-7 indica que la batería está cargada. Si está apagado, la recarga se ha
terminado.
4.3 FUNCIONES DE SEGURIDAD
4.3.1 Protecciones y alarmas
a) Protección térmica:
Interviene en caso de subida de temperatura de la soldadora por puntos provocada por
un ciclo de trabajo superior al límite térmico.
La intervención se señala con el parpadeo lento (cada segundo) del LED AMARILLO (Fig.
B-5). En esta condición no se permite soldar por puntos;
Restablecimiento: Automático.
Esperar a que la soldadora por puntos se enfríe.
b) Alarma por mal contacto:
Interviene en caso que se desee efectuar el punto sin que haya un buen contacto
eléctrico entre los electrodos de la pistola (por ejemplo, chapa aislada, pistola levantada
de la pieza, etc.).
La intervención se indica con el encendido intermitente rápido del LED AMARILLO (Fig.
B-5) cuando se pulsa el gatillo de soldadura por puntos (Fig. B-9).
Restablecimiento: Limpiar la chapa que se debe soldar, los electrodos de la pistola y
efectuar un contacto decidido.
c) Alarma anomalía en carga:
Intervienen en caso que se detecte una anomalía en la tensión de alimentación o en la
tensión de batería (led de la Fig. B-7 parpadeante).
Restablecimiento: El restablecimiento del funcionamiento se produce una vez
eliminada la fuente del error (por ejemplo, sustitución del alimentador, sustitución de la
batería).
5. MONTAJE Y PREPARACIÓN PARA LA UTILIZACIÓN
5.1 PREPARACIÓN
Desembalar la soldadora por puntos, efectuar el montaje de las partes separadas que
contiene el embalaje como se indica en la Fig. C.
Instalar la batería cargada haciendo que se deslice en la culata de la pistola hasta el nal del
recorrido (Fig. C-1).
Fijar el tornillo de bloqueo incluido con la relativa llave (Fig. C-2).
Para desconectar la batería de la pistola efectuar la maniobra inversa.
5.2 RECARGA (Fig. B)
La batería puede cargarse tanto si está instalada en la pistola (Fig. B), como sola.
Conectar el alimentador incluido para la recarga a la red de alimentación 100V÷240V
50/60Hz; conectar el cable del alimentador en la relativa toma de recarga (Fig. B-6).
En fase de carga, el led de la gura B-7 se enciende junto al led de la gura B-8. Al nal de la
carga, el led de la gura B-7 se apaga.
¡ATENCIÓN!
- Si la batería está conectada a la soldadora por puntos y se pone en recarga, no se
podrá soldar. Desconectar el alimentador para la recarga antes de utilizar la pistola
para soldar.
- Cargar la batería antes de la primera utilización o si no se ha utilizado durante más
de una semana. Recargar siempre la batería antes de que esté completamente
descargada.
- Las baterías no utilizadas deben recargarse al menos una vez al año.
5.3 ÁREA DE EMPLEO
Reservar para la zona de uso un área sucientemente amplia y sin obstáculos adecuada
para garantizar el acceso al cuadro de control y al mando de soldadora por puntos con total
seguridad.
Alejar del área de trabajo todas las sustancias inamables (por ejemplo, madera, papel,
trapos, etc.).
6. SOLDADURA (Soldadura por puntos)
6.1 OPERACIONES PRELIMINARES
Antes de efectuar cualquier operación de soldadura por puntos, es necesario controlar
que la jación de la batería, de los electrodos o del portaperno/arandela se haya realizado
correctamente (Fig. C) y que los electrodos y la pieza metálica estén bien limpios.
¡ATENCIÓN!
- NO SOLDAR POR PUNTOS EN CHAPAS QUE ESTÉN EN CONTACTO DIRECTO CON
MATERIALES INFLAMABLES.
- EVITAR APOYAR EL UTENSILIO QUE NO SE USA EN LA PIEZA EN ELABORACIÓN.
- GUARDAR SIEMPRE EL UTENSILIO QUE NO SE USA EN UN PLANO ESTABLE Y NO
CONDUCTIVO.
6.2 REGULACIÓN DE LOS PARÁMETROS (en soldadura por puntos)
Los parámetros que intervienen para determinar la penetración y la resistencia mecánica
del perno/arandela son:
- Fuerza ejercida por el electrodo.
- Corriente de soldadura por puntos.
- Tiempo de soldadura por puntos.
La elaboración de soldadura por puntos especial que se realiza con esta pistola hace
necesario solamente regular el tiempo de soldadura y ejercer la presión necesaria en la
pistola para que haya un buen contacto entre los electrodos y la pieza, sin exagerar; los
electrodos tienen un recorrido bien determinado y no es necesario apretar demasiado la
pistola para no llegar al tope: de esta manera la presión ejercida será óptima.
Si no se posee experiencia especíca es conveniente realizar algunas pruebas de soldadura
por puntos utilizando espesores de chapa con la misma calidad y espesor que el trabajo
que se desea realizar.
6.3 PROCEDIMIENTO (g. D)
6.3.1 Encendido y apagado
Encender la soldadora por puntos manteniendo apretado el pulsador (Fig. B-3) durante 3
segundos entonces soldar.
Para el apagado de la soldadora por puntos, esperar el timeout (tiempo predenido de
falta de actividad) o mantener apretado el pulsador (Fig. B-3) durante 5 segundos, entonces
soltar.

- 16 -
6.3.2 Soldadura por puntos y tracción contemporánea de la chapa
Esta elaboración especial utiliza el electrodo puntiagudo (puntal) para pegar la chapa que
se debe reparar: después del punto se realiza la tracción aprovechando la masa de la pistola
como masa batiente.
a) Enroscar el puntal especícamente puntiagudo en la sede prevista.
b) Colocar la pistola de manera que los electrodos sean perpendiculares a la chapa (Fig.
D-1).
c) Ejercer la fuerza en la dirección de los electrodos de manera que se obtenga un buen
contacto sin llegar al tope (Fig. D-2).
d) Apretar y soltar el pulsador de soldadura por puntos (Fig. B-9) de manera que se suelde
la punta del electrodo a la chapa (Fig. D-3).
e) Apretar ligeramente la pistola hacia la chapa para poner en el tope los electrodos y tener
así a disposición el máximo recorrido al subir la pistola (Fig. D-4).
f) Sujetar la pistola por las relativas tomas (Fig. D-5).
g) Subir rápidamente la pistola perpendicularmente respecto a la chapa de manera que se
ejerza tracción en la chapa, sin efectuar torsiones (Fig. D-6).
h) Repetir la operación desde el punto e) hasta que se obtenga la tracción deseada de la
chapa. Para separar el electrodo soldadora basta con girar ligeramente la pistola para
obtener una torsión de la soldadura y entonces la separación del electrodo.
¡ATENCIÓN!
Esta elaboración especial requiere una cierta práctica y un poco de atención: no
apretar demasiado la pistola en la chapa para evitar dañarla.
Si el electrodo se separa demasiado pronto aumentar el tiempo de soldadura por
puntos o reforzar la punta del electrodo o efectuar la tracción perpendicularmente
respecto a la chapa.
6.3.3 Soldadura por puntos de pernos/arandela (opcional)
a) Introducir el perno/arandela en el porta electrodo apropiado (Fig. E).
b) Colocar la pistola de manera que los electrodos sean perpendiculares a la chapa (Fig. F-1).
c) Ejercer la fuerza en la dirección de los electrodos de manera que se obtenga un buen
contacto sin llegar al tope (Fig. F-2).
d) Apretar y soltar el pulsador de soldadura por puntos (Fig. B-9) de manera que se suelde
la punta del perno/arandela a la chapa (Fig. F-3).
e) Subir la pistola perpendicularmente respecto a la chapa de manera que salga sin
torsiones, el perno/arandela del portaelectrodo (Fig. F-4).
f) Repetir la operación desde el punto a).
¡ATENCIÓN!
Al nal del trabajo colocar los utensilios en un plano aislante y apagar la máquina.
7. MANTENIMIENTO
¡ATENCIÓN! ANTES DE REALIZAR LAS OPERACIONES DE MANTENIMIENTO,
COMPROBAR QUE LA SOLDADORA POR PUNTOS SE HAYA APAGADO.
7.1 MANTENIMIENTO ORDINARIO
LAS OPERACIONES DE MANTENIMIENTO ORDINARIO PUEDEN SER REALIZADAS POR EL
OPERADOR.
- Adecuación y restablecimiento del perl de la punta del electrodo.
- Sustitución de los electrodos / portaelectrodos.
- Comprobación de la integridad de los electrodos / portaelectrodos.
- Comprobación de la integridad de la pistola y de la batería.
- Comprobación de las jaciones.
- Comprobación de la correcta instalación de la batería.
7.2 MANTENIMIENTO EXTRAORDINARIO
LAS OPERACIONES DE MANTENIMIENTO EXTRAORDINARIO DEBEN SER EFECTUADAS
EXCLUSIVAMENTE POR PERSONAL EXPERTO O CUALIFICADO EN ÁMBITO ELÉCTRICO Y
MECÁNICO.
¡ATENCIÓN! ANTES DE QUITAR LAS PROTECCIONES DE LA PISTOLA Y ACCEDER
A SU INTERIOR ASEGURARSE DE QUE ESTÉ APAGADA Y QUE LA BATERÍA ESTÉ
DESCONECTADA Y EXTRAÍDA COMPLETAMENTE.
Periódicamente y en cualquier caso con una frecuencia adecuada en función de la utilización
y de las condiciones medioambientales, revisar el interior de la soldadora por puntos para
eliminar el polvo y las partículas metálicas que se hayan depositado en los componentes
con un chorro de aire comprimido seco (máx. 5 bares).
Evitar dirigir el chorro de aire comprimido a las tarjetas electrónicas; si es necesario
limpiarlas con un cepillo muy suave o con solventes adecuados.
Aprovechando la ocasión:
- Vericar que los cableados no presenten daños en el aislamiento o conexiones aojadas u
oxidadas.
- Comprobar los tornillos de conexión eléctrica.
- Comprobar la integridad del fusible y sus conexiones al cable de potencia.
- Comprobar la correcta conexión al cable de potencia del sensor de temperatura.
7.3 ELIMINACIÓN DE LA BATERÍA
La batería agotada de la soldadora por puntos tendría que reciclarse. En
algunos estados este procedimiento es obligatorio. Contactar las autoridades
locales en materia de residuos sólidos para recibir la información relativa al
reciclaje.
¡ADVERTENCIA!
No eliminar la batería quemándola. Eso podría causar una explosión.
Antes de eliminar la batería, cubrir los terminales descubiertos con cinta aislante
adecuada, con el n de evitar los cortocircuitos.
No exponer la batería a calor intenso o al fuego, porque eso podría causar una
explosión.
8. PROBLEMAS Y SOLUCIONES
SI EL FUNCIONAMIENTO NO ES SATISFACTORIO, Y ANTES DE REALIZAR COMPROBACIONES
MÁS SISTEMÁTICAS O DIRIGIRSE AL CENTRO DE ASISTENCIA, COMPROBAR LOS PROBLEMAS
MÁS HABITUALES QUE SE INDICAN A CONTINUACIÓN LAS RELATIVAS SOLUCIONES:
• La soldadura por puntos no se enciende.
Solución posible:
- Comprobar la correcta conexión de la batería.
- Comprobar el pulsador de encendido.
• La soldadora por puntos se apaga sola.
Solución posible:
- Ha intervenido el “timeout” de la máquina que ha apagado la alimentación después de
un tiempo de falta de actividad determinado. Apretar el pulsador de encendido.
• La soldadora por puntos no suelda bien.
Solución posible:
- Recargar la batería.
- Limpiar los electrodos y las zonas de contacto con la chapa
- Mantener la correcta posición, ortogonal a la chapa, durante la soldadura por puntos.
- No ejercer una presión excesiva en la pieza que se debe soldar.
• La soldadora por puntos no suelda.
Posible solución (véase el párrafo de las protecciones y alarmas):
- Controlar el buen contacto de los electrodos en la chapa: led amarillo de alarma
apagado.
- La batería está dañada; sustituir la batería.
- El fusible interno está roto; ponerse en contacto con un centro de asistencia autorizado.
• La soldadora por puntos está bloqueada con el led amarillo de alarma parpadeando lento.
Posible solución (véase el párrafo de las protecciones y alarmas):
- Ha intervenido la alarma térmica: dejar enfriar la soldadora por puntos, entonces apagar
y encender la pistola.
• La soldadora por puntos no repite el punto y el led amarillo de alarma parpadea rápido.
Posible solución (véase el párrafo de las protecciones y alarmas):
- La soldadora por puntos no permite efectuar un segundo punto sobre el que ya está
soldadora: subir la pistola de la pieza y volver a colocar los electrodos en la chapa.
• La batería no se carga.
Posible solución (véase el párrafo de las protecciones y alarmas):
- El alimentador no se ha conectado a la red de alimentación o no funciona.
- El alimentador no se ha conectado a la batería.
- La batería está dañada: sustituir la batería.
• La soldadura por puntos se ha bloqueado con el led amarillo de alarma parpadeante y el
primer led verde de la gura B-4 parpadeante.
- La batería está dañada (por ejemplo, celda en corto): sustituir la batería.

- 17 -
DEUTSCH
1. ALLGEMEINE SICHERHEIT BEIM WIDERSTANDSSCHWEISSEN .................................. 17
2. EINFÜHRUNG UND ALLGEMEINE BESCHREIBUNG ..................................................... 18
2.1 EINFÜHRUNG .........................................................................................................................................18
2.2 GRUNDZUBEHÖR .................................................................................................................................18
2.3 SONDERZUBEHÖR ................................................................................................................................18
3. TECHNISCHE DATEN ..................................................................................................... 18
3.1 TYPENSCHILD (Abb. A) ........................................................................................................................18
3.2 SONSTIGE TECHNISCHE DATEN .......................................................................................................18
4. BESCHREIBUNG DER PUNKTSCHWEISSMASCHINE .................................................... 18
4.1 PISTOLE UND HAUPTKOMPONENTEN IN DER GESAMTDARSTELLUNG (Abb. B) ...........18
4.2 KONTROLL-, EINSTELLUNGS- UND SIGNALVORRICHTUNGEN ..............................................18
4.2.1 BEDIENFELD (Abb. B-1) ............................................................................................................18
4.3 SICHERHEITSFUNKTIONEN ...............................................................................................................18
4.3.1 Schutzeinrichtungen und Alarme .......................................................................................18
5. MONTAGE UND VORBEREITUNG FÜR DIE ANWENDUNG .......................................... 18
5.1 HERSTELLEN DES BETRIEBSZUSTANDES ......................................................................................18
5.2 AUFLADEN (Abb. B) ..............................................................................................................................18
5.3 EINSATZBEREICH ...................................................................................................................................18
6. SCHWEISSEN (PUNKTSCHWEISSEN) ............................................................................ 18
6.1 VORBEREITENDE ARBEITSSCHRITTE ...............................................................................................18
6.2 EINSTELLUNG DER PUNKTSCHWEISSPARAMETER (beim Punktschweißen) ..................18
6.3 VORGEHENSWEISE (Abb. D) ..............................................................................................................19
6.3.1 Ein- und Ausschalten ................................................................................................................19
6.3.2 Punktschweißen und gleichzeitiges Ziehen des Blechs ..............................................19
6.3.3 Punktschweißen der Stifte/Langlöcher (Sonderausstattung) ...................................19
7. WARTUNG ...................................................................................................................... 19
7.1 ORDENTLICHE WARTUNG ..................................................................................................................19
7.2 AUSSERORDENTLICHE WARTUNG ..................................................................................................19
7.3 ENTSORGUNG DER BATTERIE ...........................................................................................................19
8. URSACHEN UND FEHLERBEHEBUNG ...........................................................................19
GERÄTE ZUM WIDERSTANDSSCHWEISSEN FÜR DEN FACHMÄNNISCHEN UND
GEWERBLICHEN GEBRAUCH.
Anmerkung: Nachfolgend werden die Begrie „Punktschweißmaschine“ oder
„Pistole“ verwendet.
1. ALLGEMEINE SICHERHEIT BEIM WIDERSTANDSSCHWEISSEN
Der Bediener muss ausreichend in den sicheren Umgang mit der Punktschweißmaschine
eingewiesen und über die mit dem Widerstandsschweißen verbundenen Risiken, die
entsprechenden Schutzmaßnahmen und die Notfallverfahren informiert sein.
- Die Punktschweißmaschine bei einer Luftumgebungstemperatur zwischen 5°C und
40°C und einer entsprechenden Luftfeuchtigkeit von 50% bei Temperaturen bis
40°C und von 90% bei Temperaturen bis 20°C verwenden.
- Die Punktschweißmaschine nicht in feuchten oder nassen Umgebungen oder bei
Regen verwenden.
- Alle normalen Wartungsarbeiten bzw. der Austausch der Elektroden muss bei
ausgeschalteter Punktschweißmaschine erfolgen.
- Es ist verboten, Geräte in Umgebungen zu verwenden, die als explosionsgefährdet
aufgrund von Vorhandensein von Gas, Stäuben oder Nebeln klassiziert sind.
- Keine Schweißungen an Behältern, Gefäßen oder Rohrleitungen durchführen, die
entzündbare Flüssigkeiten oder gasförmige Stoe enthalten oder enthalten haben.
- Es ist zu vermeiden, auf mit chlorierten Lösungsmitteln oder in der Nähe solcher
Stoe zu arbeiten.
- Nicht auf unter Druck stehenden Gefäßen schweißen.
- Alle entzündlichen Stoe (z.B. Holz, Papier, Lappen usw.) aus dem Arbeitsbereich
entfernen.
- Das gerade geschweißte Werkstück abkühlen lassen! Das Werkstück nicht in der
Nähe entzündlicher Stoe stellen.
- Sich vergewissern, dass ein geeigneter Luftaustausch stattndet oder Mittel
verwendet werden, die den Schweißrauch in der Nähe der Elektroden abführen.
Es ist eine systematische Herangehensweise nötig, um die Expositionsgrenzen des
Schweißrauchs im Hinblick auf seine Zusammensetzung, Konzentration und der
Expositionsdauer selbst zu bewerten.
- Die Augen sind immer mit einer geeigneten Schutzbrille zu schützen.
- Schutzhandschuhe und Schutzkleidung anziehen, die sich für
Widerstandsschweißarbeiten eignen.
- Geräuschemission: Wenn aufgrund besonders intensiver Schweißarbeiten
ein persönlicher täglicher Expositionspegel (LEPd) von mindestens 85 dB(A)
ermittelt wird, ist die Verwendung sachgerechter persönlicher Schutzausrüstung
vorgeschrieben.
- Durch den Punktschweißstromuss entstehen in der Umgebung des
Punktschweißstromkreises elektromagnetische Felder (EMF).
Durch die elektromagnetischen Felder können Interferenzen mit einigen
medizinischen Geräten (z.B. Herzschrittmacher, Atemgeräte und Metallprothesen)
auftreten.
Im Hinblick auf Träger dieser Geräte müssen geeignete Schutzmaßnahmen
ergrien werden. Es sollte beispielsweise der Zugang zum Anwendungsbereich der
Punktschweißmaschine untersagt werden.
Diese Punktschweißmaschine erfüllt die technischen Produktstandards für die
ausschließlich gewerbliche fachmännische Nutzung. Die Übereinstimmung mit den
Basisgrenzwerten im Hinblick auf die entsprechende menschliche Exposition bei den
elektromagnetischen Feldern in häuslicher Umgebung ist nicht sichergestellt.
Auch wenn das Gerät entwickelt und gebaut wurde, um die Emission
elektromagnetischer Felder auf ein Minimum zu reduzieren, muss der Anwender die
folgenden Vorfahren anwenden, um die Exposition auf ein Minimum zu reduzieren:
- Den Kopf und den Rumpf des Körpers so weit wie möglich vom
Punktschweißstromkreis entfernt halten.
- Keine ferromagnetischen Gegenstände in der Nähe des Puntkschweißstromkreises
zurücklassen.
- Mit der Pistole nicht in die Nähe des Körpers zeigen: Mindestabstand d = 20 cm (Abb.
G).
BESONDERE HINWEISE UND SICHERHEITSVORKEHRUNGEN BEI DER BENUTZUNG DER
IM GERÄT ENTHALTENEN LITHIUMBATTERIEN
Bei Missachtung der folgenden Regeln kann die Batterie beschädigt werden, sich
erhitzen, sich aufblähen, Feuer fangen und explodieren:
- Die Batterien dürfen nicht in die Hände von Kindern gelangen.
- Unter keinen Umständen darf die Batteriehülle geönet werden.
- Die Batteriehülle nicht manipulieren oder verändern.
- Die Batterie nicht werfen oder starken Stößen aussetzen.
- Die Batteriehülle nicht mit Spitzen durchlöchern, mit einem Hammer treen oder
darauf treten.
- Die Batterie nicht in der Sonne, in der Nähe von oenem Feuer oder unter ähnlichen
Bedingungen auaden.
- Die Punktschweißmaschine nicht in der Nähe von Heizöfen, oenem Feuer oder an
anderen Orten mit hohen Temperaturen verwenden oder zurücklassen.
- Die Batterie nicht in Öfen, Mikrowellen o. ä. stellen.
- Die Batterie nicht ins Feuer werfen oder erhitzen.
- Nicht versuchen, die Polung der Anschlüsse mit Plus- und Minuspol („+“ und „-“) zu
vertauschen, wenn die Batterie in die Pistole eingesetzt wird.
- Die Anschlüsse der Batterie nicht kurzschließen.
- Die Batterien nicht durcheinander in einer Schachtel oder Schublade aufbewahren,
in der sie sich gegenseitig kurzschließen könnten oder von anderen Gegenständen
aus Metall kurzgeschlossen werden könnten.
- Die Lithium-Ionen-Batteriepakete immer korrekt verwenden und aufbewahren.
Im gegenteiligen Fall könnten Brände oder Explosionen entstehen oder das Ganze
könnte sich negativ auf die Leistungen der Punktschweißmaschine auswirken.
- Eine Batterie nicht aus der Originalverpackung entfernen, solange ihr Einsatz nicht
notwendig ist.
- Das Plus- und Minuszeichen (+ und -) auf der Zelle, der Batterie und dem Gerät
beachten und den korrekten Gebrauch sicherstellen.
- Die Batterie ausschließlich mit dem Ladenetzteil auaden, das zum Lieferumfang
gehört.
- Keine Zellen oder Batterien verwenden, die nicht für den Gebrauch mit dem Gerät
vorgesehen sind.
- Immer die vom Gerätehersteller für das Gerät empfohlene Batterie erwerben.
- Die Zelle oder die Batterie nur in der Anwendung verwenden, für die sie entwickelt
wurde.
- Wenn die Batterie während des Gebrauchs, des Ladens oder der Aufbewahrung
ungewohnte Gerüche abgibt, sich erwärmt oder sich verformt, muss sie aus der
Pistole entfernt werden und darf nicht mehr verwendet werden.
- Die Batterie vor Nässe schützen.
- Die Zellen und die Batterien sauber und trocken halten.
- Die Anschlüsse der Zelle oder der Batterie mit einem trockenen und sauberen Tuch,
wenn sie verschmutzen, säubern.
- Die Batterie richtig entsorgen (siehe Abschnitt „Entsorgung der Batterie“)
- Wenn die Batterie Säure verliert oder ungewöhnliche Gerüche abgibt, muss sie
sofort von Wärmequellen oder oenem Feuer entfernt werden.
- Falls die Haut oder die Kleidung mit der Batteriesäure in Berührung kommt, ist die
betroene Stelle sofort mit reichlich Wasser zu spülen.
- Falls die Augen mit der Batteriesäure in Berührung kommen, sofort mit reichlich
Wasser ausspülen und einen Arzt rufen.
Dieses Handbuch ist aufzubewahren.
Das Handbuch ist erforderlich, um die Hinweise und Sicherheitsmaßnahmen
für die Betriebs- und Wartungsvorgänge einzusehen. Außerdem enthält es das
Komponentenverzeichnis und die technischen Daten.
Das Handbuch ist für ein eventuelles künftiges Nachschlagen an einem sicheren,
trockenen Ort aufzubewahren.
BESTIMMUNGSGEMÄSSER GEBRAUCH
Das Gerät wurde für den ausschließlichen Einsatz im Karosseriebetrieb für die
Reparatur von PKWs entwickelt: es ist für das manuelle Ziehen von Blechen und
für das Punktschweißen von Stiften oder Langlöchern (die Form und die Größe
können unterschiedlich ausfallen, je nach auszuführender Arbeit) auf Blechen aus
kohlestoarmen Stahl vorgesehen.
RESTRISIKEN
Der Betriebsmodus der Punktschweißmaschine sieht den Schweißstart per
Bedienknopf vor: es besteht das Risiko, das Schweißen zu beginnen, indem die
Elektroden der Pistole unbeabsichtigt auf dem Blech angesetzt werden! Das kann
unbeabsichtigte Lichtbögen und Funken mit sich bringen, und zwar mit dem
Folgerisiko von Schäden und Verletzungen.
s. s.
INHALTSVERZEICHNIS

- 18 -
Zum Abschluss der Arbeiten die Punktschweißmaschine auf eine isolierende Fläche
legen und ausschalten!
- GEFAHR VON VERBRENNUNGEN
Einige Teile der Punktschweißmaschine (Elektroden, Langlöcher, Stifte und
angrenzende Bereiche) können Temperaturen von über 65°C erreichen: es muss
geeignete Schutzkleidung verwendet werden.
Das gerade geschweißte Werkstück vor dem Berühren abkühlen lassen!
GEFAHR DES HERUNTERFALLENS
- Die Punktschweißmaschine auf eine horizontale Oberäche aus isolierendem
Material stellen. Andernfalls erhöhen die beweglichen Ablageächen sowie
geneigte und glatte Oberächen die Gefahr des Herunterfallens.
- UNSACHGEMÄSSER GEBRAUCH
Die Verwendung der Punktschweißmaschine für andere als dafür vorgesehene
Arbeiten ist gefährlich (siehe SACHGEMÄSSER GEBRAUCH).
LAGERUNG
- Die Maschine und ihr Zubehör (mit oder ohne Verpackung) in geschlossenen
Räumen unterbringen.
- Die Luftfeuchtigkeit darf 80% nicht überschreiten.
- Die Umgebungstemperatur muss zwischen 0°C und 45°C liegen.
Zum Schutz der Maschine vor Feuchtigkeit, Schmutz und Korrosion immer geeignete
Maßnahmen anwenden.
2. EINFÜHRUNG UND ALLGEMEINE BESCHREIBUNG
2.1 EINFÜHRUNG
Bei dieser Punktschweißmaschine handelt es sich um eine mobile, batteriebetriebene
Energiequelle. Sie wurde speziell für die Reparatur von Dellen, die sich an der
Fahrzeugkarosserie benden, durch manuelles Ziehen der geeigneten auf das Blech
geschweißten Elektrode (Spitze) entwickelt.
Die verwendete Batterie hat Lithiumionen. Dies bietet die Möglichkeit, ein Gerät zum
Punktschweißen zu bauen, das sich bei Umfang und Gewicht extrem zurückhält und
dabei die Handlichkeit und die Transportierbarkeit in den Vordergrund stellt. Das fehlende
Versorgungskabel und das fehlende Massekabel ermöglichen die Durchführung der
Arbeiten in jeder Position. Die Lebensdauer der Lithiumbatterie steht in Proportion zu
der Art des Einsatzes und ermöglicht die Beendigung der Reparatur: anfangs mit einer
vollständig aufgeladenen Batterie (drei LEDs leuchten) verwenden. Das Auaden der
Batterie kann sowohl mit an der Pistole angeschlossenen Batterie als mit getrennter Batterie
erfolgen.
2.2 GRUNDZUBEHÖR
- Masseelektrode.
- Elektrode zum Ziehen (Spitze).
- Entnehmbare Batterie.
- Ladenetzteil.
- Koer.
Ausführliche Informationen entnehmen Sie bitte dem aktuellen Katalog.
2.3 SONDERZUBEHÖR
- Elektrodenhalter für Langlochstift.
- Verschiedene Elektroden als Verbrauchsmaterial.
- Batterie zum Austauschen.
Weiteres Zubehör nden Sie in unserem aktuellen Katalog.
3. TECHNISCHE DATEN
3.1 TYPENSCHILD (Abb. A)
Die Hauptdaten zur Verwendung und zu den Leistungen der Punktschweißmaschine sind
mit den folgenden Bedeutungen auf dem Typenschild zusammengefasst.
1 - Leerlaufnennspannung.
2 - Höchststrom Kurzschluss.
3 - Ständiger Nennstrom (100%).
4 - Auf die Sicherheit Bezug nehmende Symbole, deren Bedeutung in Kapitel 1
„Allgemeine Sicherheit beim Widerstandsschweißen“ genannt ist.
Anmerkung: Das angegebene Beispiel eines Typenschildes gibt die Bedeutung der
Symbole und Ziern grob wieder. Die genauen technischen Daten Ihrer eigenen
Punktschweißmaschine sind direkt vom Typenschild dieser Punktschweißmaschine
abzulesen.
3.2 SONSTIGE TECHNISCHE DATEN
Allgemeine Eigenschaften
- Schutzart der Hülle: IP 20
- Gewicht: 2.3kg
- Außenabmessungen (LxWxH): 480x85x220mm
Batterie
- Typologie: Auadbare Batterie mit Lithiumpolymeren
- Nennspannung: 7.4V
- Nennleistung: 8Ah
- Lagertemperatur: max. 0°C-45°C
- Ladezeit: max. 4h
Ladenetzteil
- Spannung und Frequenz der Stromversorgung: 100V-240V ~ 2ph 50/60 Hz
- Ausgangsnennstrom: 2A
- Schutzart der Hülle: IP 20
4. BESCHREIBUNG DER PUNKTSCHWEISSMASCHINE
4.1 PISTOLE UND HAUPTKOMPONENTEN IN DER GESAMTDARSTELLUNG (Abb. B)
Oben:
1 - Bedienfeld, bestehend aus:
2 - LED-Stufe Dauer des Schweißpunkts;
3 - Knopf mit mehreren Funktionen: 3 Sekunden lang gedrückt halten, um die Pistole
einzuschalten, 5 Sekunden, um sie auszuschalten;
4 - Ladestand der Batterie;
5 - Alarm-LED.
Unten:
6 - Ladeeingang.
7 - Rote LED, Batterie lädt.
8 - Grüne LED, Netzteil angeschlossen.
Seitlich:
9 - Bedienknopf zum Punktschweißen.
10 - Masseelektrode.
11 - Spitzelektrode (Spitze).
12 - Sperren und Entsperren der Batterie.
4.2 KONTROLL-, EINSTELLUNGS- UND SIGNALVORRICHTUNGEN
4.2.1 BEDIENFELD (Abb. B-1)
- Der Knopf (Abb. B-3) ermöglicht das Ein- und Ausschalten der Punktschweißmaschine:
zum Ausschalten ist der Knopf gedrückt zu halten, bis alle LEDs blinken (Abb. B-2), dann
den Knopf loslassen.
- Bei eingeschalteter Maschine ermöglicht der Knopf (Abb. B-3) die Einstellung der
Punktschweißdauer. Dabei kann aus 5 Stufen gewählt werden: die LEDs (Abb. B-2) geben
die eingestellte Stufe an (aufsteigend).
- Die drei Segmente (Abb. B-4) ermöglichen die Überwachung des Ladestands der Batterie:
Wenn alle drei an sind, ist die Batterie vollständig aufgeladen, wenn der erste Bereich
blinkt und die gelbe LED (Abb. B-5) leuchtet, bedeutet das, dass die Batterie wieder
aufgeladen werden muss, bevor die Pistole verwendet werden kann.
- Die LED bei Abbildung B-8 gibt an, dass das Netzteil für das Auaden korrekt verbunden
ist.
- Die LED bei Abbildung B-7 gibt an, dass die Batterie aufgeladen wird. Wenn sie aus ist, ist
der Ladevorgang abgeschlossen.
4.3 SICHERHEITSFUNKTIONEN
4.3.1 Schutzeinrichtungen und Alarme
a) Thermischer Überlastschutz:
Wird bei einer Übertemperatur der Punktschweißmaschine aufgrund einer Überlastung
beim Arbeitszyklus (Überschreiten der Grenzen) ausgelöst.
Dies wird durch langsames Blinken (jede Sekunde) der GELBEN LED (Abb. B-5) angezeigt.
Das Punktschweißen ist unter dieser Bedingung nicht zulässig.
Zurücksetzen: Automatisch.
Abwarten, bis sich die Punktschweißmaschine abgekühlt hat.
b) Alarm schlechter Kontakt:
Dies tritt ein, wenn das Punktschweißen durchgeführt werden soll, ohne dass ein guter
elektrischer Kontakt zwischen den Elektroden der Pistole gegeben ist (bspw. isoliertes
Blech, vom Werkstück abgehobene Pistole).
Angezeigt wird dies, durch das intermittierende schnelle Anschalten der GELBEN LED
(Abb. B-5), wenn der Auslöseabzug des Punktschweißens (Abb. B-9) gedrückt wird.
Zurücksetzen: Das zu schweißende Blech sowie die Elektroden der Pistole säubern und
einen entschlossenen Kontakt durchführen.
c) Alarm Störung beim Laden:
Dies tritt ein, wenn eine Störung bei der Spannungsversorgung oder bei der
Batteriespannung (LED aus Abb. B-7 blinkt) vorliegt.
Zurücksetzen: Das Wiederherstellen des Betriebs erfolgt nach dem Beseitigen der
Fehlerquelle (bspw. Austausch des Netzteils, Batteriewechsel).
5. MONTAGE UND VORBEREITUNG FÜR DIE ANWENDUNG
5.1 HERSTELLEN DES BETRIEBSZUSTANDES
Die Punktschweißmaschine auspacken und die losen, in der Verpackung enthaltenen Teile
zusammenbauen (siehe Abb. C).
Die aufgeladene Batterie montieren. Hierzu die Batterie in den Pistolenknauf bis zum
Anschlag gleiten lassen (Abb. C-1).
Die im Lieferumfang enthaltene Feststellschraube mit dem entsprechenden Schlüssel (Abb.
C-2) befestigen.
Um die Batterie von der Pistole zu trennen, den Vorgang umgekehrt durchführen.
5.2 AUFLADEN (Abb. B)
Die Batterie kann sowohl alleine als auch in der Pistole (Abb. B) montiert aufgeladen werden.
Das im Lieferumfang enthaltene Netzteil für das Auaden an der Stromversorgung
100V-240V 50/60Hz anschließen. Das Versorgungskabel an die entsprechende Ladebuchse
(Abb. B-6) anschließen.
Während des Ladevorgangs schaltet sich die LED aus Abbildung B-7 zusammen mit der
LED aus Abbildung B-8 ein. Am Ende des Ladevorgangs schaltet sich die LED aus Abbildung
B-7 aus.
ACHTUNG!
- Wenn die Batterie mit der Punktschweißmaschine verbunden wurde und aufgeladen
wird, kann keine Punktschweißung vorgenommen werden. Das Netzteil für das
Laden vor Verwendung der Pistole zum Punktschweißen trennen.
- Die Batterie vor dem ersten Gebrauch auaden oder wenn sie über eine Woche nicht
mehr im Einsatz war. Die Batterie immer auaden, bevor sie komplett leer ist.
- Die nicht verwendeten Batterien müssen mindestens einmal jährlich aufgeladen
werden.
5.3 EINSATZBEREICH
Für den Einsatzbereich muss ein ausreichend großer Bereich vorgesehen werden, frei von
Hindernissen, sodass sichergestellt ist, dass der Zugang zum Bedienfeld und dem Befehl
zum Punktschweißen in absoluter Sicherheit erfolgen kann.
Alle entzündlichen Stoe (z.B. Holz, Papier, Lappen usw.) aus dem Arbeitsbereich entfernen.
6. SCHWEISSEN (PUNKTSCHWEISSEN)
6.1 VORBEREITENDE ARBEITSSCHRITTE
Vor Durchführung jeglicher Punktschweißarbeit ist es notwendig, zu überprüfen, dass
die Befestigung der Batterie, der Elektroden oder Stifte-/Langlochhalterung korrekt
durchgeführt wurde (Abb. C) und dass die Elektroden und das Werkstück aus Metall gut
gereinigt sind.
ACHTUNG!
- DIE PUNKTSCHWEISSUNG NICHT AUF BLECHEN DURCHFÜHREN, DIE IN DIREKTEM
KONTAKT MIT ENTZÜNDBAREN MATERIALEN STEHEN!
- DAS WERKZEUG, DAS NICHT IN GEBRAUCH IST, SOLLTE NICHT AUF DAS WERKSTÜCK
GELEGT WERDEN!
- DAS WERKZEUG, DAS NICHT IN GEBRAUCH IST, SOLLTE STETS AUF EINER STABILEN
UND NICHT LEITFÄHIGEN FLÄCHE ABGELEGT WERDEN!
6.2 EINSTELLUNG DER PUNKTSCHWEISSPARAMETER (beim Punktschweißen)
Die Parameter, die zum Zug kommen, um den Einbrand und die mechanische Festigkeit des
Stifts/Langlochs zu bestimmen:
- Von der Elektrode ausgeübte Kraft.
- Punktschweißstrom.
- Punktschweißzeit.
Die besondere Punktschweißbearbeitung, die mit dieser Pistole durchgeführt wird,
benötigt ausschließlich die Einstellung der Punktschweißzeit und des auf die Pistole

- 19 -
notwendigen auszuführenden Drucks, damit ein guter Kontakt zwischen Elektroden und
Werkstück herrscht, ohne dass dabei übertrieben wird. Die Elektroden haben einen gut
bestimmten Hub. Daher darf auf die Pistole nicht zu viel Druck ausgeübt werden, um nicht
anzuschlagen: so ist der ausgeübte Druck optimal.
Wenn konkrete Erfahrung fehlt, sollten besser einige Probeschweißungen mit Blechen
durchgeführt werden, die die gleiche Beschaenheit und Dicke wie die zu schweißenden
Bleche haben.
6.3 VORGEHENSWEISE (Abb. D)
6.3.1 Ein- und Ausschalten
Die Punktschweißmaschine einschalten. Hierzu den Knopf (Abb. B-3) für 3 Sekunden
gedrückt halten und dann loslassen.
Zum Ausschalten der Punktschweißmaschine auf das Timeout (vorab festgelegte
Inaktivitätsdauer) warten oder den Knopf (Abb. B-3) 5 Sekunden lang gedrückt halten, dann
loslassen.
6.3.2 Punktschweißen und gleichzeitiges Ziehen des Blechs
Für diese besondere Bearbeitung wird eine Spitzelektrode (Spitze) verwendet, um an dem
zu reparierenden Blech anzuliegen: Nach dem Punktschweißen, erfolgt das Ziehen. Hierzu
wird die Masse der Pistole als Masse zum Klopfen verwendet.
a) Die zugespitzte Spitze in dem dafür vorgesehenen Sitz einschrauben.
b) Die Pistole so positionieren, dass die Elektroden zum Blech senkrecht stehen (Abb. D-1).
c) Die Kraft in Richtung der Elektroden ausüben, sodass ein guter Kontakt entsteht, ohne
anzuschlagen (Abb. D-2).
d) Den Knopf zum Punktschweißen (Abb. B-9) drücken und loslassen, sodass die
Elektrodenspitze auf das Blech (Abb. D-3) geschweißt werden kann.
e) Die Pistole leicht in Richtung des Blechs drücken, um mit den Elektroden anzuschlagen
und um so den größtmöglichen Hub zum Anheben der Pistole (Abb. D-4) zu erhalten.
f) Die Pistole an den entsprechenden Grien (Abb. D-5) nehmen.
g) Die Pistole schnell senkrecht im Hinblick auf das Blech anheben, sodass das Blech so
gezogen werden kann, dass keine Torsionen (Abb. D-6) entstehen.
h) Den Vorgang von Punkt e) wiederholen, bis das Ziehen, wie gewünscht, erfolgt ist. Zum
Abnehmen der geschweißten Elektrode, die Pistole leicht drehen, um eine Torsion bei
der Schweißung zu erzeugen und somit die Elektrode zu trennen.
ACHTUNG!
Für diese besondere Arbeit sind eine bestimmte Erfahrung und eine gewisse Sorgfalt
erforderlich: die Pistole nicht zu stark auf das Blech drücken, um Schäden daran zu
vermeiden!
Sollte sich die Elektrode zu früh lösen, die Punktschweißzeit erhöhen und/oder die
Elektrodenspitze und/oder das Ziehen senkrecht zum Blech durchführen.
6.3.3 Punktschweißen der Stifte/Langlöcher (Sonderausstattung)
a) Der Stift/das Langloch im geeigneten Elektrodenhalter (Abb. E) einfügen.
b) Die Pistole so positionieren, dass die Elektroden zum Blech senkrecht stehen (Abb. F-1).
c) Die Kraft in Richtung der Elektroden ausüben, sodass ein guter Kontakt entsteht, ohne
anzuschlagen (Abb. F-2).
d) Den Knopf zum Punktschweißen (Abb. B-9) drücken und loslassen, sodass die Spitze des
Stifts/des Langlochs auf das Blech (Abb. F-3) geschweißt werden kann.
e) Die Pistole senkrecht zum Blech anheben, sodass ein Abziehen des Stifts/des Langlochs
vom Elektrodenhalter ohne Torsion möglich ist (Abb. F-4).
f) Den Vorgang von Punkt a) wiederholen.
ACHTUNG!
Zum Abschluss der Arbeiten die Werkzeuge auf eine isolierende Fläche legen und die
Maschine ausschalten!
7. WARTUNG
ACHTUNG! VOR BEGINN VON WARTUNGSTÄTIGKEITEN IST SICHERZUSTELLEN,
DASS DIE PUNKTSCHWEISSMASCHINE AUSGESCHALTET IST.
7.1 ORDENTLICHE WARTUNG
TÄTIGKEITEN, DIE UNTER DIE ORDENTLICHE WARTUNG FALLEN, KÖNNEN VOM BEDIENER
AUSGEFÜHRT WERDEN.
- Anpassung/Wiederherstellung des Prols der Elektrodenspitze.
- Austausch der Elektroden/des Elektrodenhalters.
- Überprüfung des intakten Zustands der Elektroden/des Elektrodenhalters.
- Überprüfung des intakten Zustands der Pistole und der Batterie.
- Überprüfung der Befestigungen.
- Überprüfung der korrekten Batterieinstallation.
7.2 AUSSERORDENTLICHE WARTUNG
DIE TÄTIGKEITEN, DIE UNTER DIE AUSSERORDENTLICHE WARTUNG FALLEN, DÜRFEN
AUSSCHLIESSLICH VON FACHPERSONAL DURCHGEFÜHRT WERDEN, WELCHES IM
ELEKTROMECHANISCHEN BEREICH ERFAHREN ODER AUSGEBILDET IST.
ACHTUNG! BEVOR DAS GEHÄUSE DER PISTOLE ENTFERNT UND AUF DAS
INNERE ZUGEGRIFFEN WIRD, SICHERSTELLEN, DASS DIE PISTOLE
AUSGESCHALTET UND DIE BATTERIE GETRENNT UND VOLLSTÄNDIG
ENTNOMMEN IST.
In regelmäßigen Zeitabständen, die vom Gebrauch und den Umgebungsbedingungen
abhängen, ist das Innere der Punktschweißmaschine zu inspizieren und mit einem
trockenen Druckluftstrahl (max. 5 bar) sind der Staub und die Metallteilchen zu entfernen,
die sich in den Komponenten abgesetzt haben.
Vermeiden Sie es, den Druckluftstrahl auf elektronische Platinen zu richten. Diese sind bei
Bedarf mit einer sehr weichen Bürste oder sachgerechten Lösemitteln zu säubern.
Bei dieser Gelegenheit:
- Prüfen, ob die Kabel Schadstellen an der Isolierung bzw. gelockerte oder oxidierte
Anschlüsse aufweisen.
- Die elektrischen Verbindungsschrauben überprüfen.
- Den intakten Zustand der Schmelzsicherung und der Anschlüsse an das Leistungskabel
überprüfen.
- Die korrekte Verbindung zum Leistungskabel des Temperatursensors überprüfen.
7.3 ENTSORGUNG DER BATTERIE
Die Altbatterie der Punktschweißmaschine sollte der Wiederverwendung
zugeführt werden. In einigen Ländern ist dies vorgeschrieben. Wenden Sie
sich an die für Festabfälle zuständigen örtlichen Behörden, um Informationen
bezüglich der Wiederverwendung zu erhalten.
HINWEIS!
Die Batterie darf nicht durch Verbrennen entsorgt werden. Dabei besteht
Explosionsgefahr.
Vor der Entsorgung der Batterie sind die oenen Anschlüsse mit geeignetem
Isolierband abzukleben, um einen Kurzschluss auszuschließen.
Die Batterie darf keiner großen Hitze oder Feuer ausgesetzt werden, weil in diesem
Fall Explosionsgefahr besteht.
8. URSACHEN UND FEHLERBEHEBUNG
WENN DER BETRIEB KEINE ZUFRIEDENSTELLENDEN ERGEBNISSE MEHR BRINGT, SOLLTEN,
BEVOR SIE SYSTEMATISCHE ÜBERPRÜFUNGEN ANSTELLEN ODER SICH AN IHREN
KUNDENDIENST WENDEN, DIE AM HÄUFIGSTEN AUFTRETENDEN, NACHFOLGEND
AUFGELISTETEN PROBLEME UND DIE ENTSPRECHENDEN ABHILFEN ÜBERPRÜFT WERDEN:
• Die Punktschweißmaschine kann nicht eingeschaltet werden.
Mögliche Fehlerbehebung:
- Den korrekten Anschluss der Batterie überprüfen.
- Den Anschaltknopf prüfen.
• Die Punktschweißmaschine schaltet sich von allein aus.
Mögliche Fehlerbehebung:
- Das „Timeout“ der Maschine wurde ausgelöst und hat die Stromversorgung nach einer
bestimmten Zeitspanne, in der die Maschine nicht benutzt wurde, ausgeschaltet. Den
Anschaltknopf drücken.
• Die Punktschweißmaschine führt keine gute Punktschweißung durch.
Mögliche Fehlerbehebung:
- Die Batterie auaden.
- Die Elektroden und die Kontaktbereiche mit dem Blech säubern.
- Die korrekte Position, rechtwinklig zum Blech, beim Punktschweißen beibehalten.
- Keinen zu starken Druck auf das zu schweißende Werkstück ausüben.
• Die Punktschweißmaschine führt keine Punktschweißung durch.
Mögliche Fehlerbehebung (siehe Abschnitt Schutzvorrichtungen und Alarme):
- Den guten Kontakt der Elektroden am Blech überprüfen: Gelbe Alarm-LED ist aus.
- Die Batterie ist beschädigt. Die Batterie austauschen.
- Die interne Schmelzsicherung ist kaputt. Einen Vertragskundendienst kontaktieren.
• Die Punktschweißmaschine ist blockiert, die gelbe Alarm-LED blinkt langsam.
Mögliche Fehlerbehebung (siehe Abschnitt Schutzvorrichtungen und Alarme):
- Der Wärmealarm wurde ausgelöst: die Punktschweißmaschine abkühlen lassen, dann
die Pistole aus- und einschalten.
• Die Punktschweißmaschine wiederholt das Punktschweißen nicht und die gelbe Alarm-
LED blinkt schnell.
Mögliche Fehlerbehebung (siehe Abschnitt Schutzvorrichtungen und Alarme):
- Die Punktschweißmaschine lässt keine zweite Punktschweißung auf der bereits
geschweißten Punktschweißung zu: die Pistole vom Werkstück anheben und die
Elektroden erneut auf dem Blech positionieren.
• Die Batterie lädt nicht.
Mögliche Fehlerbehebung (siehe Abschnitt Schutzvorrichtungen und Alarme):
- Das Netzteil wurde nicht mit der Stromversorgung verbunden oder funktioniert nicht.
- Das Netzteil wurde nicht mit der Batterie verbunden.
- Die Batterie ist beschädigt: die Batterie austauschen.
• Die Punktschweißmaschine ist mit der blinkenden, gelben Alarm-LED blockiert und die
erste grüne LED aus Abbildung B-4 blinkt.
- Die Batterie ist beschädigt (bspw. Zelle mit Kurzschluss): die Batterie austauschen.

- 20 -
РУССКИЙ ОГЛАВЛЕНИЕ
1. ОБЩАЯ ТЕХНИКА БЕЗОПАСНОСТИ ПРИ СВАРКЕ СОПРОТИВЛЕНИЕМ ................20
2. ВВЕДЕНИЕ И ОБЩЕЕ ОПИСАНИЕ ............................................................................... 21
2.1 ВВЕДЕНИЕ ...............................................................................................................................................21
2.2 ПРИНАДЛЕЖНОСТИ, ВХОДЯЩИЕ В СТАНДАРТНУЮ КОМПЛЕКТАЦИЮ ......................21
2.3 ОТДЕЛЬНО ЗАКАЗЫВАЕМЫЕ ПРИНАДЛЕЖНОСТИ ...............................................................21
3. ТЕХНИЧЕСКИЕ ДАННЫЕ ............................................................................................. 21
3.1 ТАБЛИЧКА С ТЕХНИЧЕСКИМИ ДАННЫМИ (рис.A) ...............................................................21
3.2 ПРОЧИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ .................................................................................................21
4. ОПИСАНИЕ АППАРАТА ДЛЯ ТОЧЕЧНОЙ СВАРКИ ....................................................21
4.1 ОБЩИЙ ВИД ПИСТОЛЕТА И ОСНОВНЫХ СОСТАВНЫЕ ЧАСТЕЙ (рис. B) ......................21
4.2 УСТРОЙСТВА УПРАВЛЕНИЯ, РЕГУЛИРОВКИ И СИГНАЛИЗАЦИИ ....................................21
4.2.1 Панель управления (рис. B-1) ............................................................................................21
4.3 ПРЕДОХРАНИТЕЛЬНЫЕ ФУНКЦИИ .............................................................................................21
4.3.1 Защитные устройства и сигналы тревоги ....................................................................21
5. МОНТАЖ И ПОДГОТОВКА К ИСПОЛЬЗОВАНИЮ ..................................................... 21
5.1 ОСНАСТКА..............................................................................................................................................21
5.2 ЗАРЯДКА (рис.B)..................................................................................................................................21
5.3 РАБОЧАЯ ЗОНА ....................................................................................................................................21
6. СВАРКА (точечная сварка) ........................................................................................ 21
6.1 ПОДГОТОВКА ........................................................................................................................................21
6.2 РЕГУЛИРОВКА ПАРАМЕТРОВ (точечной сварки) .................................................................22
6.3 ПРОЦЕДУРА (рис. D) ...........................................................................................................................22
6.3.1 Включение и выключение ...................................................................................................22
6.3.2 Одновременная точечная сварка и вытягивание листа........................................22
6.3.3 Точечная сварка штифтов/проушин (опция) ..............................................................22
7. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ............................................................................... 22
7.1 ПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ .................................................................................................22
7.2 ВНЕПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ .........................................................................................22
7.3 УТИЛИЗАЦИЯ АККУМУЛЯТОРА ......................................................................................................22
8. НЕИСПРАВНОСТИ И СПОСОБЫ УСТРАНЕНИЯ .........................................................22
стр. стр.
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ СОПРОТИВЛЕНИЕМ ДЛЯ ПРОФЕССИОНАЛЬНОГО И
ПРОМЫШЛЕННОГО ИСПОЛЬЗОВАНИЯ.
Примечание: Далее в тексте будет использоваться термин «аппарат для точечной
сварки» или «пистолет».
1. ОБЩАЯ ТЕХНИКА БЕЗОПАСНОСТИ ПРИ СВАРКЕ СОПРОТИВЛЕНИЕМ
Оператор должен быть ознакомлен с безопасным использованием аппарата
для точечной сварки и проинформирован о рисках, связанных с выполнением
сварки сопротивлением, с соответствующими мерами защиты и порядком
действий в аварийных ситуациях.
- Используйте аппарат для точечной сварки при температуре от 5°C до 40°C
и при относительной влажности воздуха 50% до температуры 40°C и 90% до
температуры 20°C.
- Не используйте аппарат для точечной сварки во влажных или сырых
помещениях, а также под дождем.
- Любое текущее техобслуживание и/или замена электродов должны
выполняться при отключенном аппарате для точечной сварки.
- Запрещается использовать оборудование в местах, классифицированных как
взрывоопасные зоны из-за присутствия газа, пыли или микроскопических
частиц.
- Не проводите сварочные работы на контейнерах, емкостях или трубах, которые
содержат или содержали жидкие или газообразные горючие вещества.
- Не проводите работы на материалах, чистка которых осуществлялась
хлорсодержащими растворителями или вблизи указанных веществ.
- Не осуществляйте сварку сосудов, находящихся под давлением.
- Очистите рабочее место от воспламеняющихся материалов (например, дерева,
бумаги, ветоши и т.д.).
- После сварки позвольте детали остыть! Не размещайте деталь вблизи
воспламеняющихся материалов.
- Обеспечьте достаточный воздухообмен или подходящие средства вытяжки
сварочного дыма вблизи электродов; необходимо регулярно оценивать
предельно допустимые уровни воздействия сварочного дыма в зависимости
от его состава, концентрации и продолжительности воздействия.
- Всегда защищайте глаза специальными защитными очками.
- Обязательно используйте специальные защитные перчатки и одежду,
подходящие для выполнения сварки сопротивлением.
- Уровень шума: Если вследствие выполнения особенно интенсивной сварки
ежедневный уровень воздействия на персонал (LEPd) равен или превышает
85дБ(A), необходимо использовать индивидуальные средства защиты.
- Прохождение тока контактной сварки приводит к образованию вокруг
сварочного контура электромагнитных полей (ЭМП).
Электромагнитные поля могут взаимодействовать или мешать работе
некоторых медицинских устройств (например, электрокардиостимуляторов,
дыхательных аппаратов, металлических протезов и т.д.).
Необходимо предпринять надлежащие меры предосторожности по отношению
к пользователям этих устройств. Например, запретите им находиться в зоне
использования аппарата для точечной сварки.
Этот аппарат для точечной сварки соответствует требованиям технических
стандартов для изделий, предназначенных исключительно для использования
в промышленной среде и в профессиональных целях. Не гарантируется
соответствие требованиям о предельном воздействии электромагнитных полей
на людей в бытовых условиях.
Хотя оборудование было спроектировано и изготовлено таким образом, чтобы
свести к минимуму образование электромагнитных полей, оператор должен
принять следующие меры, чтобы минимизировать их воздействие:
- Следите за тем, чтобы ваша голова и туловище находилось как можно дальше
от контура точечной сварки.
- Следите за тем, чтобы вблизи контура точечной сварки не было
ферромагнитных предметов.
- Не приближайте туловище к пистолету: минимальное расстояние составляет
d=20см (рис.G).
ОСОБЫЕ ПРЕДУПРЕЖДЕНИЯ И МЕРЫ ПРЕДОСТОРОЖНОСТИ, КАСАЮЩИЕСЯ
ИСПОЛЬЗОВАНИЯ ЛИТИЕВЫХ АККУМУЛЯТОРОВ, СОДЕРЖАЩИХСЯ В
ОБОРУДОВАНИИ
Несоблюдение следующих правил может привести к повреждению, перегреву,
разбуханию, воспламенению или взрыву аккумулятора:
- Храните аккумуляторы в недоступном для детей месте.
- Ни в коем случае не открывайте оболочку аккумулятора.
- Не вскрывайте и не модифицируйте оболочку аккумулятора.
- Не кидайте аккумулятор и избегайте сильных ударов.
- Не сверлите отверстия в оболочке аккумулятора, не бейте его молотком и не
становитесь на него.
- Не заряжайте аккумулятор на солнце, вблизи пламени или в аналогичных
условиях.
- Не используйте аппарат для точечной сварки и не оставляйте его вблизи печей,
пламени или других теплых мест.
- Не помещайте аккумулятор в печи, микроволновые печи и др.
- Не бросайте аккумулятор в огонь и не нагревайте его.
- Не пробуйте менять полярность положительного «+» и отрицательного «-»
контакта при вставке аккумулятора в пистолет.
- Не соединяйте накоротко контакты аккумулятора.
- Не храните аккумуляторы беспорядочно в коробках или ящиках, где они могут
создать короткое замыкание между собой или где их могут закоротить другие
металлические предметы.
- Всегда правильно используйте и храните литий-ионные аккумуляторы.
Невыполнение этого требования может привести к пожару или взрыву или
отрицательно сказаться на характеристиках аппарата для точечной сварки.
- Не извлекайте аккумулятор из оригинальной упаковки до тех пор, пока его не
потребуется использовать.
- Соблюдайте знаки плюс (+) и минус (-) на элементе, аккумуляторе и
оборудовании и убедитесь в правильном использовании.
- Для зарядки аккумулятора используйте только входящий в комплектацию
блок питания.
- Не используйте элементы или аккумуляторы, не предназначенные для
использования с оборудованием.
- Всегда приобретайте аккумулятор, рекомендуемый изготовителем для
оборудования.
- Используйте элемент или аккумулятор только в тех целях, для которых он
предназначен.
- Если во время использования, зарядки или хранения аккумулятора и из него
поступает странный запах, он нагревается или деформируется, аккумулятор
необходимо извлечь из пистолета и прекратить его использование.
- Не мочите аккумулятор.
- Содержите элементы и батареи в чистом и сухом состоянии.
- Очистите клеммы элемента или аккумулятора чистой сухой тканью, если они
загрязнились.
- Правильно утилизируйте аккумулятор (см. раздел «Утилизация
аккумулятора»).
- Если из аккумулятора выливается кислота или поступает странный запах, его
необходимо немедленно переместить на безопасное расстояние от источников
тепла или открытого пламени.
- В случае попадания кислоты из аккумулятора на кожу или одежду, немедленно
обильно промойте водой.
- В случае попадания кислоты из аккумулятора в глаза, немедленно обильно
промойте их водой и обратитесь к врачу.
Храните это руководство.
Руководство необходимо для ознакомления с предупреждениями и
мерами предосторожности, касающимися безопасности, с процедурами по
эксплуатации и техобслуживанию, со списком составных частей и техническими
характеристиками.
Храните руководство в надежном и сухом месте, чтобы его можно было
перечитать в будущем.
ПРЕДПОЛАГАЕМЫЙ ВИД ИСПОЛЬЗОВАНИЯ
Оборудование предназначено для использования исключительно в кузовных
мастерских для ремонта автомобилей: оно должно использоваться для ручного
вытягивания листов и для точечной сварки штифтов или проушин (различной
формы и размера в зависимости от выполняемой обработки) на листах из
низкоуглеродистой стали.
ОСТАТОЧНЫЕ РИСКИ
Рабочий режим аппарата для точечной сварки предусматривает кнопочное
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
























































































în alte limbi
- slovenčina: Telwin 955249 Používateľská príručka
- dansk: Telwin 955249 Brugermanual
Lucrări înrudite
Alte documente
-
 Valex 1851104 Manualul proprietarului
Valex 1851104 Manualul proprietarului
-
 Valex 1851001 Manualul proprietarului
Valex 1851001 Manualul proprietarului
-
 Valex 1851100 Manualul proprietarului
Valex 1851100 Manualul proprietarului
-
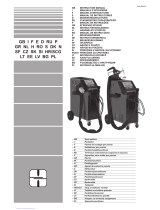 Suministros Orozco Telwin digital spotter 9000 Manual de utilizare
Suministros Orozco Telwin digital spotter 9000 Manual de utilizare
-
Beta 1366S Instrucțiuni de utilizare
-
Deca MIGA 200 Manual de utilizare
-
-
-
-
WELDLINE LGS2 360G MIG-MAG Welding Torches Instrucțiuni de utilizare



