ESAB A6 Mastertrac Tandem Manual de utilizare
- Tip
- Manual de utilizare

Valid for serial no. 940-xxx-xxxx0449 468 361 2010-10-08
A6 Mastertrac
Tandem
A6TF F2
Manual de instrucţiuni

-- 2 --
Drepturi rezervate pentru modificarea fără preaviz a specificaţiilor.
Română 4...............................................

3

Română
-- 4 --
TOCz
1 SIGURANŢĂ 5.....................................................
2 INTRODUCERE 8..................................................
2.1 Generalităţi 8.............................................................
2.2 Metodă de sudare 8.......................................................
2.3 Sudare orizontală 8........................................................
2.4 Date tehnice 9............................................................
2.5 Componente principale A6TF F2 (SAW) 9....................................
2.6 Descrierea modulelor principale 10...........................................
3 INSTALARE 11.....................................................
3.1 Generalităţi 11.............................................................
3.2 Montare 11................................................................
3.3 Reglarea butucului frânei 11.................................................
3.4 Conexiuni 12..............................................................
4 FUNCŢIONARE 13..................................................
4.1 Generalităţi 13.............................................................
4.2 Încărcarea firului de sudare (A6TF F2) 14.....................................
4.3 Schimbarea rolei de alimentare (A6TF F2) 15..................................
4.4 Echipament de contact pentru sudarea cu arc acoperit 16.......................
4.5 Reumplerea cu pulbere pentru flux (sudarea cu arc acoperit) 16..................
4.6 Transportul maşinii de sudare automată 17....................................
5 ÎNTREŢINERE 18...................................................
5.1 Generalităţi 18.............................................................
5.2 Zilnic 18...................................................................
5.3 Periodic 18................................................................
6 DEPANARE 19......................................................
6.1 Generalităţi 19.............................................................
6.2 POSIBILE DEFECŢIUNI 19.................................................
7 COMANDAREA PIESELOR DE SCHIMB 19............................
WEAR COMPONENTS 20..............................................
DESEN DIMENSIONAL 21...............................................
LISTA DE PIESE DE SCHIMB 23.........................................

-5-
SafeArcT RO
1 SIGURANŢĂ
Utilizatorii echipamentului de sudare ESAB au responsabilitatea de a se asigura că
toţi cei care lucrează asupra echipamentului sau în apropierea acestuia respectă
toate precauţiile de siguranţă relevante. Precauţiile de siguranţă trebuie să respecte
cerinţele care se aplică acestui tip de echipament de sudare. Următoarele
recomandări trebuie respectate suplimentar faţă de reglementările standard care se
aplică locului de muncă.
Toate lucrările trebuie realizate de către per sonal instruit, bine-familiarizat cu
funcţionarea echipamentului de sudare. Exploatarea incorectă a echipamentului
poate duce la situaţii periculoase care pot conduce la rănirea operatorului şi
deteriorarea echipamentului.
1. Toţi cei care utilizează echipamentul de sudare trebuie să fie familiarizaţicu:
S exploatarea acestuia
S amplasarea dispozitivelor pentru oprire de urgenţă
S funcţionarea acestuia
S precauţiile de siguranţă relevante
S sudarea
2. Operatorul trebuie să se asigure c ă:
S nicio persoană neautorizată nu staţionează în zona de lucru a
echipamentului la pornirea acestuia.
S nicio persoană nu este neprotejată la activarea arcului
S în zona de lucru nu există alte obiecte.
3. Locul de muncă trebuie:
S să fie adecvat scopului
S să nu prezinte curenţi de aer
4. Echipament pentru siguranţa personalului
S Purtaţi întotdeauna echipamentul recomandat de siguranţă a personalului,
cum ar fi ochelari de siguranţă,îmbrăcăminte ignifugă,mănuşi de siguranţă.
Notă! Nu utilizaţimănuşi de siguranţă la înlocuirea firului.
S Nu purta ţi articole largi, cum ar fi eşarfe, brăţări, inele etc., deoarece acestea
se pot prinde sau pot produce arsuri.
5. Protecţia împotriva altor riscuri
S Particulele de praf de o anumită dimensiune pot fi dăunătoare omului.
Prin urmare trebuie asigurat un sistem de ventilaţie şi un extractor, pentru
eliminarea acestui risc.
S La înlocuirea tamburului pentru fire, procedaţicugrijă, deoarece capătul
firului poate duce la rănirea personalului.
RO

-6-
SafeArcT RO
6. Precauţii generale
S Asiguraţi-vă că este bine conectat cablul de retur.
S Lucrul asupra echipamentului de înaltă tensiune poate fi realizat numai de
către u n electrician calificat.
S Echipamentul adecvat pentru stingerea incendiilor trebuie marcat clar şila
îndemână.
S Lubrifierea şiîntreţinerea nu trebuie realizate în timpul funcţionării
echipamentului.
Ţineţi cont de următoarele:
S Că ambreiajul volantei angrenajului va fi blocat pe poziţie.
S Că, dacă operatorul păr ăseşte maşina, aceasta trebuie parcată cu blocuri în
faţaroţilor pentru a împiedica deplasarea neintenţionată amaşinii.
S Asiguraţi-vă că maşina de sudare automată nu este instabilă înaintea
pornirii.
S Că aşezarea capului de sudare şi a bobinei firului influenţează centrul de
greutate al maşinii.
Un centru de greutate situat la înălţime prea mare înseamnă omaşină de
sudare instabilă.
S Că, în timpul sudării, consumul de fir şi fluxul duc la deplasarea distribuţiei
greutăţii.
AVERTISMENT, RISC DE ZDROBIRE!
Nu utilizaţimănuşideprotecţie când înlocuiţi firul, rolele de alimentare şi
bobinele cu fire
.
RO

-7-
SafeArcT RO
RO
SUDURA ŞITĂIEREA CU ARC ELECTRIC VĂ POT RĂNI PE DVS. ŞIPEALŢII.
ÎN TIMPUL SUDĂRII LUAŢIMĂSURI DE PRECAUŢIE. SOLICITAŢI
ANGAJATORULUI SĂ APLICE METODELE DE LUCRU ÎN SIGURANŢĂ, CARE
TREBUIE BAZATE PE DATELE FURNIZATE DE PRODUCĂTOR PRIVIND
PERICOLELE.
ŞOC ELECTRIC - Poate ucide
S Instalaţi şiîmpământaţi unitatea de sudură în conformitate cu standardele în
vigoare.
S Nu atingeţi componentele electrice active sau electrozii cu pielea neizolată,
cu mănuşi ude sau îmbr ăcăminte udă.
S Izolaţi-vă faţă de pământ şifaţă de piesa de prelucrat.
S Asiguraţi-vă că poziţia de lucru este sigură.
FUM ŞI GAZE - Pot prezenta pericol pentru sănătate
S Ţineţi capul în afara zonei cu fum.
S Utilizaţi ventilaţia, aspiraţia la arc sau ambele, pentru a îndepărta fumul şi
gazele d e zona de respiraţie şi de zona generală de lucru.
RAZE DE ARC ELECTRIC - Pot afecta ochii şi pot arde pielea.
S Protejaţi-vă ochii şi corpul. Utilizaţi paravan de sudurăşilentilă de filtrare
corecte şi purtaţiîmbrăcăminte
de protecţie.
S Protejaţi pe cei din jur cu ecrane sau cortine corespunzătoare.
PERICOL DE INCENDIU
S Scânteile (stropii) pot cauza incendii. De aceea, asiguraţi-vă că nu există
materiale inflamabile în apropiere.
ZGOMOT - Zgomotul excesiv poate afecta auzul
S Protejaţi-vă urechile. Utilizaţicăşti sau altă protecţie pentru auz.
S Avertizaţi-i pe cei din jur în privinţa riscului.
FUNCŢIONARE DEFECTUOASĂ
S Apelaţi la asistenţa unui expert în eventualitatea funcţionării defectuoase.
PROTEJAŢI-VĂ PE DVS. ŞIPEALŢII!
CITIŢI ŞIÎNŢELEGI MANUALUL DE INSTRUCŢIUNI
ÎNAINTEA INSTALĂRII SAU EXPLOATĂRII.
AVERTISMENT

-8-
hfa9d1za
2 INTRODUCERE
2.1 Generalităţi
Maşinile de sudare automată A6TF F2, cu două capete de sudare, sunt montate pe
un cărucior cu autopropulsie şi sunt destinate sudării cu arc acoperit (SAW) a
îmbinărilor cap la cap şi a cusăturilor de colţ.
Toate celelalte aplicaţii sunt interzise.
Poziţia capului de sudare poate fi reglată orizontal şi vertical cu ajutorul glisierelor
liniare. Mişcarea unghiulară este reglată cu glisiera unghiulară.
Sunt constr uite pentru utilizare împ r eună cu cutia de comenzi, PEK şi sursele de
alimentare pentru sudare ESAB LAF sau TAF.
2.2 Metodă de sudare
2.2.1 Sudare cu arc acoperit (SAW)
Cordonul de sudură este protejat de un înveliş de flux în timpul sudării.
S Arc acoperit, regim greu
Regimul greu al arcului acoperit, cu un conector 35 mm, care permite o
sarcină de până la 1500 A.
Această versiune poate fi echipată cu role de alimentare pentru sudare cu un
singur fir. O rolă de alimentare specială, moletată, este disponibilă pentru firul
acoperit de flux, care garantează chiar şi alimentare alimentarea firului fără riscul
deformării datorită presiunii de alimentare ridicate.
S Sudare în tandem (arc electric acoperit)
Pentru sudarea tandem, se foloseşte întotdeauna un cap de sudare de tip A6SF,
care trebuie conectat la 2 surse de alimentare pentru sudare şi2cutiide
comandă de tip PEK.
Capul de sudare tandem include 2 capete de sudare singulare (A6SF), fiecare
cu propriul vârf de contact. Fiecare vârf de contact are sarcina nominală maximă
de 1500 A.
2.3 Sudare orizontală
Maşinile de sudare automată sunt construite pentru sudarea orizontală.
Acestea n u trebuie folosite pentru sudarea p e plan u ri înclinate.
RO

-9-
hfa9d1za
2.4 Date tehnice
A6TF F2
Tensiune de alimentare 42 V AC
Sarcină permisibilă la 100%: 1500 A
Dimensiunile firului:
fir unic solid
fir gol
3,0-6,0 mm
3,0-4,0 mm
Viteza maximă de alimentare a firului 4m/min
Momentul de frânare al butucului de frână 1,5 Nm
Viteza de deplasare 0,1-2,0 m/min
Greutatea maximă a firului 2x30kg
Volumul containerului de flux
(Nu se va umple cu flux preîncălzit)
10 l
Greutatea (exclusiv firul şi fluxul) 158 kg
Presiune continuă ponderată A a sunetului 68 dB
Clasa cutie IP10
Clasificare EMC Clasa A
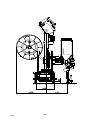
2.5 Componente principale A6TF F2 (SAW)
1. Cărucior
2. Transportor
3. Unitate de alimentare a
firului
4. Set de glisare, manual
5. Conector
6. Motor cu angrenaj
(A6 VEC)
7. Buncăr pentru flux
8. Duză pentru flux
Vezi la pagina 10 o scurtă descriere a componentelor principale.
RO

-10-
hfa9d1za
2.6 Descrierea modulelor principale
2.6.1 Cărucior
Căruciorul este prevăzutcuoacţionare cu 4 ro ţi. Căruciorul poate fi fixat cu ajutorul
manetei de blocare (1).
2.6.2 Transportor
Ccutia de comenzi, unitatea de alimentare a firului şi buncărul pentru flux, între
altele, trebuie fixate pe transportor.
2.6.3 Unitate de alimentare a firului
Unitatea este folosită pentru ghidarea şi alimentarea firului de sudare în conector.
2.6.4 Glisiere manuale
Poziţia orizontalăşi verticală a capului de sudare este reglată cu ajutorul glisierelor
liniare. Mişcarea unghiulară poate fi reglată liber cu ajutorul glisierei rotative.
2.6.5 Conector
Transferă curentul de sudare către fir în timpul sudării.
2.6.6 Motor cu angrenaj (A6 VEC)
Motorul este folosit pentru alimentarea firului de sudare.
Pentru informaţii suplimentare referitoare la A6 VEC vezi manualul de instrucţiuni
0443 393 xxx.
2.6.7 Buncăr pentru flux / Tub pentru flux / Duză pentru flux
Fluxul este introdus în buncărul pentru flux şi apoi este transferat către piesa de
prelucrat prin intermediul tubului pentru flux şi al duzei pentru flux.
Cantitatea de flux care va intra este comandată prin intermediul supapei de flux
montată pe buncărul pentru flux.
Vezi “Reumplerea cu flu x de la pagina 16.
RO

-11-
hfa9i1za
3 INSTALARE
3.1 Generalităţi
Instalarea trebuie executată de către un specialist.
AVERTISMENT
Părţile în rotaţie pot cauza r ănire, acţionaţicumultă
prudenţă.
3.2 Montare
3.2.1 Tambur p en tru fire (Accesorii)
Tamburul pentru fire (1) este montat pe butucul frânei (2).
Pentru a preveni alunecarea bobinei de pe butuc:
S
Blocaţi bobina răsucind butonul roşuaşa cum se indică
pe eticheta de avertizare fixată lângă butuc.
AVERTIZARE
3.3 Reglarea butucului frânei
Butucul frânei este reglat la livrare, dacă este necesară
reglarea ulterioară, respectaţi instrucţiunile de mai jos.
Reglaţi butucul frânei a şa încât firul să fie uşor slăbit la
oprirea alimentării cu fir.
S Reglarea momentului de frânare:
S Răsuciţi m ânerul roşuînpoziţia
blocat.
S Introduceţioşurubelniţă în arcurile din butuc.
Răsuciţi în sens orar arcurile pentru a reduce momentul de frânare
Răsuciţi în sens antiorar arcurile pentru a creşte momentul de frânare.
NB: Răsuciţi ambele arcuri cu aceeaşimăsură.
RO

-12-
hfa9i1za
3.4 Conexiuni
3.4.1 Generalităţi
S PEK trebuie conectat de o persoană calificată. Vezi manualul de instrucţiuni
0460 948 xxx, 0460 949 xxx, 0459 839 036.
S Pentru conectarea lui A6 GMH, vezi manualul de instrucţiuni 0460 671 xxx.
S Pentru conectarea lui A6 PAV, vezi manualul de instrucţiuni 0460 670 xxx.
3.4.2 Maşinadesudareautomată A6TF F2
(Sudare cu arc acop erit, SAW)
1. Conectaţi cablul de comandă (5) între sursa de alimentare (3) şi cutia de
comenzi PEK (2).
2. Conectaţi cablul de retur ( 6) între sursa de alimentare (3 ) şi piesa de lucru (4).
3. Conectaţi cablul de sudare ( 7 ) între sursa de alimentare (3) şimaşina de sudare
automată (1).
4. Conectaţi cablul de măsurare (8) între sursa de alimentare (3) şi piesa de lucru (4).
RO

-13-
hfa9o1za
4 FUNCŢIONARE
4.1 Generalităţi
Atenţie:
Aţi citit şiînţeles informaţiile referitoare la
siguranţă?
Nu trebuie să acţionaţimaşina înainte de aceasta!
Reglementările gen erale de securitate pen t ru manipularea ech ip amentului se
pot găsi la pagina 5. Citiţi-le complet înainte de a începe utilizarea echi-
pamentului!
Cablu de retur
Înainte de începerea sudării, verificaţisă fie conectat cablul de retur. Vezi pagina 12.
RO

-14-
hfa9o1za
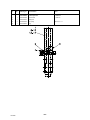
4.2 Încărcarea firului de sudare (A6TF F2)
1. Montaţi tamburul pentru fir conform instrucţiunilor de la pagina 11.
2. Verificaţicaroladealimentare(1) şi falca de contact sau vârful de contact (3)au
dimensiunea corectă pentru dimensiunea firului selectat.
3. Atunci când sudaţicufirfin:
S Alimentaţi firul prin unitatea de alimentare a firului (6).
Asiguraţi-vă că dispozitivul de întreptat este corect reglat aşa încât firul trece
drept prin fălcile de contact sau vârful de contact (3 ).
4. Trageţicapătul firului prin dispozitivul de îndreptat (2).
S Pentru un diametru al firului mai mare de 2 mm, îndreptaţi0,5mdefirşi
alimentaţi-l manual prin dispozitivul de îndreptat.
5. Aşezaţicapătul firului în canelura rolei de alimentare (1).
6. Reglaţi tensiunea firului din rola de alimentare cu ajutorul butonului ( 4).
S Notă! Nu tensionaţi mai mult decât este necesar pentru a ob ţine o
alimentare uniformă.
7. Alimentaţi firul înainte cu 30 mm m ai jos faţă de vârful de contact apăsând
cutia de comenzi PEK.
8. Direcţionaţi firul prin reglarea butonului (5).
S Întotdeauna utilizaţi un tub de ghidare (7 ) pentru a asigura alimentarea uniformă
a firului fin ( 1,6 - 2,5 mm).
Accesorii:
S Dispozitivul de întreptat firul fin (5) trebuie
montat pe partea superioară aunităţii de alimentare a firului ( 1 ).
N.B. Atunci când montaţi dispozitivul de îndreptat firul fin,
îndepărtaţi placa (7) în cazul în care aceasta existăs.
N.B. Placadeprotecţie (8) nu trebuie îndepărtată
RO

-15-
hfa9o1za
4.3 Schimbarea rolei de alimentare (A6TF F2)
Fir unic
S Eliberaţi butoanele (3) şi(4).
S Eliberaţi roata de mână (2).
S Schimbaţi rola de alimentare (1).
Acestea sunt marcate cu dimensiunile firelor
respective.
Fir cu miez de flux pentru role moletate (Accesorii)
S Schimbaţi rola de alimentare (1) şi rola de presiune (5) ca pereche pentru
dimensiunea firului care trebuie utilizat.
NOTĂ! Este necesar un arbore al butucului special pentru rola de presiune
(comanda nr. 0212 901 101).
S Strângeţi şurubul de presiune (4) la presiune moderat ă pentru a vă asigura că
firulcumiezdefluxnusedeformează.
RO

-16-
hfa9o1za
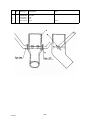
4.4 Echipament de contact pentru sudarea cu arc acoperit
Pentru fir unic 3,0 - 6,0 mm. Heavy duty (D 35)
S Folosiţi dispozitivul de îndreptat (3), conectorul (1)
D35cufălcile de contact (2).
S Asamblaţiofalcă de contact cu şuruburile M5 care v-au
fost puse la dispoziţie, în vârful de contact fix (a).
S Asamblaţi cealaltă falcă de contact în jumătatea liberă a
conectorului din două bucăţi(b), sub şurubul ( 8) şi
strângeţi bine pentru a vă asigura de obţinerea unui contact bun
între fălcile de contact şifir.
Pentru fire cu miez cu flux de 1,6 mm - 4,0 mm (D20 şi D35) (Accesorii)
Dacă se folosesc fălcile de contact (D35), fălcile de contact nu trebuie strânse
prea mult pentru a asigura c ă nu se distorsionează firul cu miez cu flux.
S Asiguraţi-vă că se obţine un contact bun ci firul.
Reglarea firului pentru sudare în tandem
Distanţa între primul şi cel de-al doilea fir nu trebuie să fieatâtdemareîncât
zgura să aibă timp să se solidifice între fire.
S Asiguraţi-vă că se obţine o bună acoperire cu flux între primul şi cel de-al
doilea fir.
4.5 Reumplerea cu pulbere pentru flux (sudarea cu arc acoperit)
1. Închideţi supapa de flux (1) de pe buncărul pentru flux.
2. Demontaţi ciclonul de pe unitatea de recuperare flux,
dacă este prevăzut.
3. Umpleţi cu pulbere pentru flux.
NOTĂ! Pulberea pentru flux trebuie să fie uscată.
4. Poziţionaţi tubul pentru flux aşa încât să nu se
răsucească.
5. Reglaţiînălţimea duzei pentru flux deasupra sudurii
aşa încât să fie evacuată cantitatea corectă de flux.
Acoperirea fluxului trebuie să fie suficientă aşa încât să
nu apară penetrarea arcului.
RO

-17-
hfa9o1za
4.6 Transportul maşinii de sudare automată
S Decuplaţiroţile prin răsucirea manetei de blocare (1).
N.B. În cazul ridicării maşinii de sudare automată inelul de ridicare (2) trebuie folosit.
RO

-18-
hfa9u1za
5 ÎNTREŢINERE
5.1 Generalităţi
Notă:
Toate garanţiile asumate de către furnizor îşi pierd valabilitatea dacă clientul
încearcă să remedieze orice deficienţă amaşinii pe timpul perioadei de garanţie.
NB! Înainte de a r ealiza orice lucrări de întreţinere, asiguraţi-vă că sursa de
alimentare e ste deconectată.
Pentru întreţinerea cutiei de comenzi, PEK, vezi manualul de instrucţiuni
0460 948 xxx, 0460 949 xxx, 0459 839 036.
5.2 Zilnic
S Curăţaţi fluxul şimurdăriadepepieseleaflateînmişcare ale maşinii de sudat.
S Verificaţi dacă sunt conectate vârful de contact şi toate cablurile electrice.
S Verificaţicatoateasamblările cu şurub să fie strânse şi ca ghidajele şi rolele de
acţionare să nu fie uzate sau deteriorate.
S Verificaţi momentul de frânare al butucului de frână. Nu trebuie să fie atât de mic
încât tamburul pentru fir să continue să se rotească atunci când este oprită
alimentarea firului şi nu trebuie să fie atât de mare încât rolele de alimentare să
alunece. Orientativ, momentul de frânare pentru un tambur pentru fir cu
greutatea de 30 kg trebuie să fie 1,5 Nm.
Pentru reglarea momentului de frânare, vezi pagina 11.
5.3 Periodic
S Verificaţi periile motorului de
alimentare a firului la fiecare
trei luni. Înlocuiţi-le când sunt
uzate la 6 mm.
S Examinaţi glisierele şi lubrifiaţi-le
dacă se curbează.
S Inspecta ţi ghidajele pentru fir,
rolele de acţionare şivârfulde
contact de pe unitatea de alimentare a firului.
Înlocuiţi toate componentele uzate sau deteriorate
(vezi lista pieselor de schimb de la pagina 20).
S În cazul în care cursa căruciorului
se desfăşoară sacadat, verificaţi dacă lanţul este corect tensionat. Tensionaţi
lanţul dacă este necesar.
S Pentru tensionarea lanţului, desfaceţi piuliţa(*1)şirăsuciţi cama, apoi strângeţi
piuliţa.
RO

-19-
hfa9f1za
6 DEPANARE
6.1 Generalităţi
Echipament
S Cutia de comenzi pentru manualul de instrucţiuni PEK, ordering number 0460
948 xxx, 0460 949 xxx, 0459 839 036.
S Instruction manual for motor with gear A6 VEC, order ing number 0443 393 xxx.
Verificaţi
S dacă alimentarea cu energie este conectată la sursa de alimentare corectă
S dacă toate trei fazele furnizează tensiunea corectă (succesiunea fazelor nu este
importantă)
S dacă nu sunt deteriorate cablurile şi conexiunile de sudare
S dacă sunt corect reglate comenzile
S dacă sursa de alimentare este deconectată înainte de începerea reparaţiilor
6.2 POSIBILE DEFECŢIUNI
1. Simptom Indicaţiile curentulu i şi ale tensiunii arată fluctuaţii mari.
Cauza 1.1 Fălcile sau duza de contact sunt uzate sau au dimensiunea
incorectă.
Acţiune Înlocuiţifălcile sau duza de contact.
Cauza 1.2 Presiunea rolei de alimentare este inadecvată.
Acţiune Creşteţi presiunea pe rolele de alimentare.
2. Simptom Alimentarea cu fir este neregulată.
Cauza 2.1 Presiunea pe rolele de alimentare este incorect r eglată.
Acţiune Reglaţi presiunea pe rolele de alimentare.
Cauza 2.2 Dimensiune greşită a rolelor de alimentare.
Acţiune Înlocuiţi r olele de alimentare.
Cauza 2.3 Canelurile din rolele de alimentare sunt uzate.
Acţiune Înlocuiţi r olele de alimentare.
3. Simptom Supraîncălzirea cablu rilor de sudare.
Cauza 3.1 Conexiune electrică slabă.
Acţiune Curăţaţi şi strângeţi toate conexiunile electrice.
Cauza 3.2 Suprafaţa transversală a cablurilor de sudare este prea mică.
Acţiune Utilizaţi cabluri cu secţiune transversală mai mare sau cabluri
paralele.
7 COMANDAREA PIESELOR DE SCHIMB
Piesele de schimb se comandă prin cea mai apropiată reprezentanţă ESAB, vezi
capacul din spate. Atunci când comandaţi piese de schimb, vă rugămsă specificaţi
tipul şi numărul maşinii, precum şi destinaţia şi numărul piesei de schimb, după cum
sunt indicate în lista de piese de schimb de la pagina 23.
Acest lucru va simplifica e xpedierea şivă asigură achiziţionarea piesei corecte.
RO

WEAR COMPONENTS
-20-
hfa9s11a
Feed rollers
SAW tubular wire
Part no D (mm)
0146 024 880 0,8--1,6
0146 024 881 2,0--4,0
Pressure rollers
SAW tubular wire
Part no D (mm)
0146 025 880 0,8--1,6
0146 025 881 2,0--4,0
Contact jaws
SAW HD (D35)
Part no D (mm)
0265 900 880 3,0
0265 900 882 4,0
0265 900 883 5,0
0265 900 884 6,0
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36




































ESAB A6 Mastertrac Tandem Manual de utilizare
- Tip
- Manual de utilizare
Lucrări înrudite
-
ESAB A6 Mastertrac Manual de utilizare
-
ESAB LAF 631 Manual de utilizare
-
ESAB TAF 1251 Manual de utilizare
-
-
ESAB A6 Mastertrac A6TF F1 / A6TF F1 Twin Manual de utilizare
-
ESAB OPC Flux recovery unit Manual de utilizare
-
-
ESAB A6 OPC Manual de utilizare
-
ESAB A2 Tripletrac Manual de utilizare
-