
DHT1
SL16483C
SPECIFICATIONS: Hemming Capacities in mild steel: Directional - straight line and to right Max Height of Flange - 1/2” (12.7 mm) Min Height of Flange - 1/4” (6.35 mm) Forward Force - 20 lbs (89 N) Max Thickness - 20 gauge (0.91 mm) Max Hardness - 75 Rockwell B Max Speed - 4’ (1.2 m) / minute in 22 gauge (0.76 mm) Life of Anvil - 400’ (122 m) minimum
in 22 gauge (0.76 mm) Drill/driver Requirements: Min Torque - 300 lbs/in (40 Nm) Min Cordless Volts - 14.4 volts Max A/C Power Rating - 7 amps Chuck Capacity - 1/4” (6.4 mm) to 1/2” (12.7 mm), 1/4” quick release chuck, Operating Speed - 500 to 2900 RPM Operating Temperature - 0 to 40 C Operating Humidity - 30 to 100% RH • DESCRIPTION: Drill/
driver attachment for cordless or A/C drill/driver. Driveshaft inserts into drill/driver chuck. Telescoping drill/driver clamp arms adjust to fit length and width of drill/driver to allow one-hand operation. Head rotates on telescoping arms for desired positioning. • SET-UP: Install chuck guard onto attachment. Install drive shaft into drill/driver chuck. Adjust and
tighten clamp. Do not cover drill/driver vents with sliding clamp grips. Loosen forward clamp, rotate head to desired position and tighten clamp. • OPERATION: 1. Anvil is factory adjusted for .12-in (3 mm) hem thickness to ensure precision door skin replacement for most passenger cars and light trucks. (Anvil may be loosened A, adjusted B and retightened
A to accommodate exceptions). 2. Slightly angle lip of door skin C and flatten a point of entry D to ensure smooth operation. 3. Keep anvil flush against outer edge and finish side of door skin E. A narrow polished head and ABS polymer anvil produce a tight seam without marring finish side of skin. 4. If the hem isn’t laying down flat or it has ripples, reduce
the clearance between the wedge and the anvil. 5. If the tool is hard to push forward the clearance may be too tight, try increasing the clearance slightly. 6. If there is a tear drop shape on the finish side then increase the clearance slightly, it’s too tight. 7. If there are small indentations in the metal as you are hemming, slow down. 8. If the finished door hem,
especially along the bottom, isn’t straight it is likely you are either tipping the tool forward or backwards, the polymer anvil should be kept flush to the finished side of the door. 9. If a line is visible along the outer edge of hem, locate the plus/minus arrow-gap adjustment screw at point of housing F and adjust so that there is minimal clearance between the
seaming wheel and anvil fence (wheel should still turn). 10. Remove wedge G to clean any excess glue from seaming wheel. 11. Optimal results are achieved at higher rpm speeds (1400 - 2500 rpm). If you are using a slower drill/driver you will have to go slower to get good results. Hemming applications include flat or mild concave and convex replacement
door skin profiles for passenger vehicles and light trucks. Do not run continuously in excess of 5-minutes to avoid overheating. • SAFETY NOTES: 1. Not recommended for hemming non-metals. Malco Products, SBC takes no responsibility for the safety of the attachment if it is used in any way other than the intended purpose as specified in the operating
instructions. 2. Only use rated drill/driver. 3. Visually inspect components before installing on drill/driver. Do not use if cracked or broken. 4. Avoid pinch point. Do not remove plastic chuck guard. 5. Make sure lighting is sufficient (200 to 300 Lux). 6. Do not over-reach to perform hemming operation. 7. Do not force tool. If head becomes jammed, release
trigger and remove power before freeing. 8. Keep power cables away from metal and tool head. 9. Always wear eye protection. 10. Wear protective gloves when operating. 11. Use hearing protection when operating. • MAINTENANCE: Install replacement anvil (DHTRA) when hemming quality is no longer acceptable.
EN
BG
CZ
DA
DE
EL
ES
ET
FI
FR
HR
HU
IS
MALCO PRODUCTS, SBC
P.O. Box 400
Annandale, MN 55302-0400
United States of America
Telephone: 01-320-274-2376
Facsimile: 01-320-274-2652
www.malcotools.com
F G
ТЕХНИЧЕСКИ ДАННИ: Капацитет на подгъване на мека стомана: Посока – направо и надясно, макс. височина на фланец – 12,7 mm (1/2”), мин. височина на фланец – 6,35 mm (1/4”) ; сила напред – 89 N (20 фунта), макс. дебелина – мярка 0,91 mm (20 калибър), макс. твърдост – 75 по Rockwell B, макс. скорост – 1,2 m (4’)/мин при дебелина мярка 0,76 mm (22), издръжливост на опора – мин.
122 m (400’) при мярка 0,76 mm (22) Изисквания към бормашината/задвижващия механизъм: Мин. въртящ момент - 40 Nm (300 lbs/in), мин. напрежение при работа на акумулатор - 14,4 V, макс. променлив номинален ток - 7 А, захват на патронника - 6,4 mm (1/4”) до 12,7 mm (1/2”), 1/4” патронник с бързо освобождаване, работна скорост - 500 до 2900 RPM, работна температура - от 0 до
40 C, работна влажност на въздуха - от 30 до 100 % RH
•
ОПИСАНИЕ: Приставка за бормашина/задвижващ механизъм с акумулаторно или мрежово захранване. Задвижващият вал се вкарва в патронника на бормашината/задвижващия механизъм. Телескопичните рамена за захващане на бормашината/задвижващия механизъм се регулират на дължина и ширина по бормашината/
задвижващия механизъм, за да позволят работа с една ръка. Главата се завърта върху телескопичните рамена до достигане на желаната позиция.
•
ПОДГОТОВКА: Монтирайте предпазителя на патронника върху приставката. Монтирайте задвижващия вал в бормашината/патронника на задвижващия механизъм. Регулирайте и затегнете скобата. Не закривайте вентилационните отвори на
бормашината/задвижващия механизъм с плъзгащите се ръкохватки. Разхлабете предната скоба, завъртете главата до желаната позиция и затегнете скобата.
•
РАБОТА: 1. Опората е фабрично настроена за дебелина на огъване 3 mm (12-in) за осигуряване на смяна на външната обвивка на врати за повечето леки автомобили и лекотоварни камиони. (Опората може да се разтяга A, регулира
B и затяга отново A, за да може да се използва за различна дебелина). 2. Наклонете леко ръба на външната обвивка на вратата C и изравнете една точка за въвеждане на инструмента D, за да осигурите безпроблемна работа. 3. Дръжте опората изравнена спрямо външния ръб и завършете страната от външната обвивка на вратата E. Тясната полирана глава и опората от ABS полимер осигуряват
плътен шев, без нарушаване на полираната страна на обвивката. 4. Ако огъването не е гладко или има неравности, намалете разстоянието между клина и опората. 5. Ако изтласкването на инструмента напред е затруднено, възможно е разстоянието да е прекалено малко; опитайте се леко да го увеличите. 6. Ако от полираната страна се наблюдава форма на капка, увеличете леко разстоянието
- това означава, че е прекалено затегнато. 7. Ако в метала се появяват леки назъбвания, докато огъвате, забавете темпото. 8. Ако завършеният подгъв на вратата, особено в долната част, не е равен, вероятно накланяте инструмента напред или назад; опората за полимера трябва да се поддържа изравнена към завършената страна на вратата. 9. Ако по външния ръб на подгъва има видима
линия, поставете винта за регулиране с отвор с показалец плюс/минус в точка от корпуса F и регулирайте така, че разстоянието между колелото за обшиване и преградата на опората да бъде минимално (все пак колелото трябва да може да се върти). 10. Премахнете клина G, за да почистите излишното лепило от колелото за обшиване. 11. Оптимални резултати се постигат при по-високи об./
мин. (1400 – 2500 об./мин.). Ако използвате по-бавна бормашина/задвижващ механизъм, ще трябва да работите по-бавно, за да постигнете добри резултати. Подходящо е за огъване на плоски или леко вдлъбнати или изпъкнали профили за смяна на обвивка на врати за леки автомобили и лекотоварни камиони. Не режете непрекъснато повече от 5 минути, за да избегнете прегряване.
•
БЕЛЕЖКИ ОТНОСНО БЕЗОПАСНОСТТА: 1. Не се препоръчва за огъване на неметали. Malco Products, SBC не поема отговорност за безопасността на приставката, ако тя се използва за други цели извън предназначението, посочено в инструкциите за работа. 2. Използвайте само бормашина/задвижващ механизъм с необходимите параметри. 3. Проверявайте визуално детайлите, преди да
ги монтирате на бормашината/задвижващия механизъм. Не използвайте спукани или счупени приставки. 4. Избягвайте точките на прищипване. Не сваляйте пластмасовия предпазител на патронника. 5. Осигурете достатъчно осветление (от 200 до 300 лукса). 6. Дръжте инструмента стабилно, без пресягане, за да извършите огъването. 7. Не прилагайте прекомерно усилие. Ако главата се
запуши, освободете пусковото устройство и изключете захранването, преди да я освободите. 8. Захранващите кабели трябва да са далеч от метала и главата на инструмента. 9. Винаги носете защита за очите. 10. Носете предпазни ръкавици, когато работите. 11. Използвайте антифони, когато работите.
•
ПОДДРЪЖКА: Когато качеството на огъване се влоши, инсталирайте нова опора (DHTRA).
TECHNICKÉ ÚDAJE: Možnosti lemování měkké oceli: Směrové – rovně a doprava, maximální výška lemu – 12,7 mm (1/2”), minimální výška lemu – 6,35 mm (1/4”), dopředná síla – 89 N (20 lb), maximální tloušťka – 0,91 mm (20 gauge), maximální tvrdost – 75 podle Rockwellovy stupnice B, maximální rychlost – 1,2 m (4’) / minutu při tloušťce 0,76 mm (22 gauge), životnost
kovadliny – minimálně 122 m (400’) při tloušťce 0,76 mm (22 gauge) Požadavky na vrtačku/šroubovák: Minimální moment – 40 Nm (300 lb/palec), min. napětí akumulátorové vrtačky – 14,4 V, max. jmen. stř. proud – 7 A, kapacita sklíčidla – 6,4 mm (1/4”) až 12,7 mm (1/2”), 1/4” rychloupínací sklíčidlo, provozní otáčky – 500 až 2 900 ot./min, provozní teplota – 0 až 40 °C, provozní
vlhkost – 30 až 100 % rel. vlhkosti
•
POPIS: Nástavec pro akumulátorové vrtačky/šroubováky nebo vrtačky/šroubováky na střídavý proud. Hnací hřídel se vkládá do sklíčidla vrtačky/šroubováku. Teleskopická ramena čelistí se přizpůsobí délce a šířce vrtačky/šroubováku, aby je bylo možné obsluhovat jednou rukou. Hlavu je možné na teleskopických ramenech natočit do požadované
polohy.
•
NASTAVENÍ: Namontujte kryt sklíčidla na nástavec. Namontujte hnací hřídel na sklíčidlo vrtačky/šroubováku. Nastavte a utáhněte čelisti. Nezakrývejte posuvnými úchyty čelistí větrací otvory vrtačky/šroubováku. Povolte přední svorku, natočte hlavu do požadované polohy a svorku dotáhněte.
•
PROVOZ: 1. Kovadlina je továrně nastavena pro tloušťku lemu 3 mm (0,12”),
která zajišťuje přesnou výměnu pláště dveří u většiny osobních vozidel a lehkých nákladních automobilů. (Kovadlinu lze uvolněním A, nastavením B a opětovným utažením A přizpůsobit výjimkám.) 2. Mírně ohněte hranu pláště dveří C a vyrovnejte počáteční bod D, aby byl zajištěn bezproblémový provoz. 3. Kovadlinu udržujte zarovnanou s vnější hranou a obrobenou stranou pláště
dveří E. Úzká leštěná hlava a kovadlina z polymeru ABS zajišťuje pevné švy bez poškození obrobené strany pláště. 4. Pokud není lem plochý nebo je vlnitý, zmenšete vůli mezi klínem a kovadlinou. 5. Pokud nelze nástrojem snadno pohybovat dopředu, může být vůle příliš malá. Zkuste mírně zvětšit vůli. 6. Pokud na obrobené straně vzniká slzovitý tvar, je vůle příliš malá a je nutné ji
zvětšit. 7. Pokud při lemování vznikají malé zářezy v kovu, je nutné zpomalit. 8. Pokud není obrobený lem dveří rovný, obzvláště podél spodní části, pravděpodobně příliš nakláníte nástroj dopředu nebo dozadu. Polymerová kovadlina musí být vždy zarovnaná s obrobenou stranou dveří. 9. Pokud vzniká viditelná čára podél vnějšího okraje lemu, vyhledejte na pouzdře seřizovací šroub
pro mezeru se šipkami plus/mínus F a nastavte ho tak, aby mezera mezi lemovacím kolem a stavítkem kovadliny byla minimální (kolo by se mělo stále otáčet). 10. Odstraňte klín G a odstraňte z lemovacího kola přebytečné lepidlo. 11. Optimálních výsledků se dosáhne při vyšších otáčkách (1 400 až 2 500 otáček za minutu). Pokud používáte pomalejší vrtačku/šroubovák, dosáhnete
dobrých výsledků při nižších otáčkách. Lemování lze využít pro ploché nebo mírně konkávní a konvexní náhradní profily plášťů dveří pro osobní vozidla a lehké nákladní automobily. Chcete-li zabránit přehřátí, nepoužívejte nástroj déle než 5 minut.
•
BEZPEČNOSTNÍ UPOZORNĚNÍ: 1. Tento nástavec by se neměl používat k lemování jiných než kovových materiálů. Společnost Malco
Products, SBC, nenese žádnou odpovědnost za bezpečnost nástavce, který je používán k jiným účelům než uvedeným v návodu k obsluze. 2. Používejte pouze odpovídající vrtačku/šroubovák. 3. Před montáží na vrtačku/šroubovák nástavec pohledem zkontrolujte. Pokud je prasklý či poškozený, nepoužívejte jej. 4. Dávejte pozor na místa, kde by mohlo dojít k sevření. Neodstraňujte
plastový kryt sklíčidla. 5. Zajistěte dostatečné osvětlení (200 až 300 luxů). 6. Při lemování se příliš nepředklánějte. 7. Při lemování nepoužívejte sílu. V případě, že se hlava zasekne, uvolněte spoušť a před uvolňováním odpojte napájení. 8. Ponechávejte kabely mimo dosah kovu a hlavy nástroje. 9. Vždy používejte ochranu zraku. 10. Při práci používejte ochranné rukavice. 11. Při práci
si chraňte sluch.
•
ÚDRŽBA: Pokud je kvalita lemování nadále nedostatečná, použijte náhradní kovadlinu (DHTRA).
ΠΡΟΔΙΑΓΡΑΦΕΣ: Δυνατότητες ρελιάσματος σε μαλακό χάλυβα: Κατευθυντική - σε ευθεία γραμμή και δεξιά, Μέγ. ύψος πατούρας - 12,7 mm (1/2”), Ελάχ. ύψος πατούρας - 6,35 mm (1/4”), Εμπρόσθια δύναμη - 89 N (22 lb), Μέγ. πάχος - 0,91 mm (20 gauge), Μέγ. σκληρότητα - 75 Rockwell B, Μέγ. ταχύτητα - 1,2 m (4’) / λεπτό σε μαλακό χάλυβα πάχους 0,76 mm (22 gauge), Διάρκεια ζωής κόντρας - 122 m (400’) κατ’
ελάχιστο σε μαλακό χάλυβα πάχους 0,76 mm (22 gauge)
•
Απαιτήσεις δραπανοκατσάβιδου: Ελάχ. ροπή - 40 Nm (300 lb/in), Ελάχ. Volt επαναφορτιζόμενης μπαταρίας - 14,4 V, Μέγ. ονομαστική ισχύς εναλλασσόμενου ρεύματος - 7 Α, Χωρητικότητα τσοκ - 6,4 mm (1/4”) έως 12,7 mm (1/2”), με ταχυτσόκ - 1/4”, Ταχύτητα λειτουργίας - 500 έως 2900 σ.α.λ., Θερμοκρασία λειτουργίας - 0 έως 40 C, Υγρασία λειτουργίας -
30 έως 100% σχετική υγρασία (RH)
•
ΠΕΡΙΓΡΑΦΗ: Εξάρτημα για δραπανοκατσάβιδο επαναφορτιζόμενο ή ρεύματος. Ο κινητήριος άξονας κομπλάρει με το τσοκ του δραπανοκατσάβιδου. Οι τηλεσκοπικοί βραχίονες της αρπάγης του δραπανοκατσάβιδου ρυθμίζονται ώστε να ταιριάζουν με το μήκος και το πλάτος του δραπανοκατσάβιδου για να είναι δυνατή η λειτουργία με το ένα χέρι. Η κεφαλή περιστρέφεται σε
τηλεσκοπικούς βραχίονες για επιθυμητή τοποθέτηση.
•
ΠΡΟΕΤΟΙΜΑΣΙΑ: Εισαγάγετε το κάλυμμα του τσοκ στο κοπτικό εξάρτημα. Εισαγάγετε τον κινητήριο άξονα στο τσοκ του δραπανοκατσάβιδου. Ρυθμίστε και σφίξτε τον σφιγκτήρα. Μην καλύπτετε τους αεραγωγούς του δραπανοκατσάβιδου με τις συρόμενες λαβές του σφιγκτήρα. Χαλαρώστε τον μπροστινό σφιγκτήρα, περιστρέψτε την κεφαλή στην επιθυμητή
θέση και μετά σφίξτε τον σφιγκτήρα.
•
ΧΕΙΡΙΣΜΟΣ: 1. Η κόντρα έχει ρυθμιστεί εργοστασιακά για πάχος ρελιού 3 mm (0,12 in) για να διασφαλίζεται η ακριβής αντικατάσταση της λαμαρίνας πόρτας στους περισσότερους τύπους επιβατικών αυτοκινήτων και ελαφρών φορτηγών. (Μπορείτε να χαλαρώσετε A, να ρυθμίσετε B και να σφίξετε A την κόντρα σε περίπτωση εξαιρέσεων.) 2. Δώστε ελαφριά κλίση στο χείλος
της λαμαρίνας πόρτας C και επιπεδώστε ένα σημείο εισόδου D για διασφάλιση της ομαλής λειτουργίας. 3. Κρατήστε την κόντρα ώστε να είναι πρόσωπο με το εξωτερικό άκρο και εκτελέστε το φινίρισμα της πλαϊνής πλευράς της λαμαρίνας πόρτας E. Μια κόντρα με στενή γυαλισμένη κεφαλή από πολυμερές ABS δημιουργεί μια σφιχτή ραφή χωρίς να φθείρει την πλευρά φινιρίσματος της λαμαρίνας. 4. Αν το ρέλι δεν
είναι επίπεδο ή έχει πτυχώσεις, μειώστε το διάκενο μεταξύ της σφήνας και της κόντρας. 5. Αν αισθάνεστε δυσκολία στην προώθηση του εργαλείου προς τα εμπρός, το διάκενο μπορεί να είναι πολύ στενό, δοκιμάστε να αυξήσετε ελαφρώς το διάκενο. 6. Αν υπάρχει ένα σχήμα σαν δάκρυ στην πλευρά φινιρίσματος, αυξήστε ελαφρώς το διάκενο γιατί είναι πολύ στενό. 7. Αν υπάρχουν μικρές αυλακώσεις στη λαμαρίνα
καθώς δημιουργείτε το ρέλι, μειώστε την ταχύτητα. 8. Αν το φινιρισμένο ρέλι πόρτας, ειδικά στο κάτω μέρος, δεν είναι ίσιο, πιθανώς να γέρνετε το εργαλείο προς τα εμπρός ή πίσω. Πρέπει να κρατάτε την κόντρα από πολυμερές ώστε να είναι πρόσωπο με τη φινιρισμένη πλευρά της πόρτας. 9. Αν είναι ορατή μια γραμμή στο εξωτερικό άκρο του ρελιού, βρείτε τη βίδα ρύθμισης διάκενου βέλους συν/πλην στο σημείο του
περιβλήματος F και ρυθμίστε την ώστε να υπάρχει ελάχιστο διάκενο μεταξύ του τροχού ραφής και του φραγμού κόντρας (ο τροχός πρέπει να εξακολουθεί να περιστρέφεται). 10. Αφαιρέστε τη σφήνα G για να καθαρίσετε τυχόν περίσσεια κόλλας από τον τροχό ραφής. 11. Επιτυγχάνονται βέλτιστα αποτελέσματα σε υψηλότερες ταχύτητες σ.α.λ. (1400 - 2500 σ.α.λ.). Αν χρησιμοποιείτε πιο αργό δραπανοκατσάβιδο, πρέπει
να διατηρείτε χαμηλότερη ταχύτητα για επίτευξη καλών αποτελεσμάτων. Χρησιμοποιείται σε εφαρμογές ρελιάσματος όπως επίπεδα ή ελαφρώς κοίλα και κυρτά προφίλ λαμαρινών αντικατάστασης για πόρτες επιβατικών οχημάτων και ελαφρών φορτηγών. Αποφύγετε τη συνεχή λειτουργία για περισσότερα από 5 λεπτά προκειμένου να αποφευχθεί η υπερθέρμανση.
•
ΣΗΜΕΙΩΣΕΙΣ ΑΣΦΑΛΕΙΑΣ: 1. Δεν συνιστάται
για το ρέλιασμα μη μεταλλικών υλικών. Η Malco Products, SBC δεν αναλαμβάνει ευθύνη για την ασφάλεια του εξαρτήματος εάν χρησιμοποιείται με οποιονδήποτε άλλο τρόπο από τον προβλεπόμενο στις οδηγίες χειρισμού. 2. Να χρησιμοποιείτε μόνο δραπανοκατσάβιδο με την κατάλληλη ονομαστική ικανότητα. 3. Να ελέγχετε οπτικά τα εξαρτήματα πριν από την τοποθέτηση σε δραπανοκατσάβιδο. Μη χρησιμοποιείτε
αν είναι ραγισμένο ή σπασμένο. 4. Αποφύγετε τα αιχμηρά αντικείμενα. Μην αφαιρείτε το πλαστικό κάλυμμα του τσοκ. 5. Βεβαιωθείτε ότι ο φωτισμός είναι επαρκής (200 έως 300 Lux). 6. Μην τεντώνεστε υπερβολικά για να εκτελέσετε το ρέλιασμα. 7. Μη ζορίζετε το εργαλείο κατά το ρέλιασμα. Εάν σφηνώσει η κεφαλή, διακόψτε τη λειτουργία του δραπανοκατσάβιδου αφήνοντας τη σκανδάλη και αποσυνδέστε το
από την πρίζα ρεύματος προτού το αφαιρέσετε. 8. Φροντίστε τα καλώδια ρεύματος να είναι μακριά από το μέταλλο και την κεφαλή του εργαλείου. 9. Να φοράτε πάντα προστατευτικά γυαλιά. 10. Να φοράτε προστατευτικά γάντια κατά τη λειτουργία. 11. Να φοράτε ωτοασπίδες κατά τη λειτουργία..
•
ΣΥΝΤΗΡΗΣΗ: Τοποθετήστε ανταλλακτική κόντρα (DHTRA) όταν η ποιότητα ρελιάσματος δεν είναι πλέον αποδεκτή.
TEHNILISED ANDMED. Ääristamisvõime karastamata terase puhul: lõikesuund – otse ja paremale; max kõrgus randist – 12,7 mm (1/2 tolli), min kõrgus randist – 6,35 mm (1/4 tolli); lõikejõud – 89 N (20 naela); max paksus – 0,91 mm (20 ga); max kõvadus – Rockwelli kõvadusarv 75 B-skaala järgi; max lõikamiskiirus – 0,76 mm (22 ga) terase
puhul 1,2 m/min (4 jalga/min); alasi kasutusiga – 0,76 mm (22 ga) terase puhul min 122 m (400 jalga). Nõuded trellpuurile: min pöördemoment – 40 Nm (300 naela tolli kohta); akutrelli min toitepinge – 14,4 V; juhtmega trelli max nimivool – 7 A; padruni mõõt – 6,4 mm (1/4 tolli) kuni 12,7 mm (1/2 tolli); 1/4-tolline kiirvabastusega padrun; töökiirus –
500–2900 p/min; töötemperatuur – 0–40 °C; õhuniiskus – 30–100% RH • KIRJELDUS: trellpuuri lisaseade juhtmega trellile või akutrellile. Lõikepea võll sisestatakse trellpuuri padrunisse. Teleskoop-trellifiksaator kohandub trelli pikkuse ja laiusega ning võimaldab ühe käega kasutamist. Pea pöörleb teleskoopfiksaatoritel soovitud asendi saavutamiseks.
• PAIGALDAMINE: paigaldage padrunikaitse seadmele. Paigaldage lõikepea võll trellpuuri padrunisse. Kohandage fiksaatorit ja pingutage see. Ärge katke trellifiksaatoriga trellpuuri jahutusavasid. Keerake eesmine klamber lahti, keerake pea soovitud asendisse ja kinnitage klamber. • KASUTAMINE. 1. Alasi on tehases seadistatud äärisepaksusele 3 mm
(0,12 tolli), et tagada ukseserva täpne asendamine enamiku sõiduautode ja kaubikute puhul. (Alasit võib eranditele kohandamiseks lõdvendada (A), reguleerida (B) või uuesti pingutada (A). 2. Sujuvaks kasutamiseks painutage kergelt ukse C-serva ja tasandage D-sisendpunkt. 3. Hoidke alasit samal pinnal välimise servaga ja viimistlege ukse E-serv.
Kitsas poleeritud pea ja ABS-polümeeriga alasi tagavad suletud äärise ilma viimistletud serva külge rikkumata. 4. Kui ääris ei visandu lamedalt või see lainetab, vähendage vahet kiilu ja alasi vahel. 5. Kui tööriista on raske edasi lükata, võib vahe olla liiga kitsas. Proovige vahet kergelt suurendada. 6. Kui viimistletud küljel on piisakuju, siis suurendage
pisut vahet. See on liiga pingul. 7. Kui ääristamisel jäävad metallile muljundid, siis aeglustage. 8. Kui viimistletud ukse hõlm, eeskätt alaserv, ei ole sirge, võib viga olla tööriista liigses ette- või tahapoole kallutamises. Polümeer-alasi tuleks hoida samal pinnal viimistletud ukse küljega. 9. Kui joon on äärise välisel serval nähtav, otsige üles pluss-/miinus-
nooletühimikuga reguleerimiskruvi korpuse F-punktist ja reguleerige nii, et valtsimisratta ja alasi tara vahel oleks minimaalne vahe (ratas peaks endiselt pöörlema). 10. Eemaldage G-kiil, et puhastada valtsimisrattalt liigne liim. 11. Optimaalsema tulemuse saab suuremal pöörlemiskiirusel (1400–2500 p/min). Kui kasutate aeglasemat trellpuuri, peate heaks
tulemuseks tegutsema aeglasemalt. Ääristamise rakenduste seas on lamedad või kergelt nõgusad ning kumera asendusega ukseserva profiilid sõiduautodele ja kaubikutele. Ülekuumenemise vältimiseks ärge käitage järjest kauem kui 5 min. • OHUTUSMÄRKUSED. 1. Soovitatav ainult metalli ääristamiseks. Malco Products, SBC ei vastuta lisaseadise
ohutuse eest, kui seda kasutatakse viisil, mida pole siinses kasutusjuhendis ette nähtud. 2. Kasutage ainult sobivat trellpuuri. 3. Enne trellpuuri külge paigaldamist kontrollige komponente visuaalselt. Ärge kasutage, kui need on mõranenud või purunenud. 4. Vältige muljumispunkti. Ärge eemaldage plastist padrunikaitset. 5. Veenduge, et töökoha valgustus
oleks piisav (200...300 lx). 6. Hoidke end ääristamise ajal tasakaalus. 7. Ärge rakendage tööriistale jõudu. Kui pea jääb kinni, vabastage päästik ja katkestage toide enne pea vabastamist. 8. Hoidke toitekaablid teravast metallist ja tööriista peast eemal. 9. Kandke alati silmakaitset. 10. Kandke kasutamise ajal kaitsekindaid. 11. Kandke kasutamise ajal
kuulmiskaitsevahendeid. • HOOLDAMINE: kui ääristamise kvaliteet pole enam rahuldav, asendage alasi (DHTRA).
SPECIFIKACIJE: Kapacitet savijanja mekog čelika: Smjer - ravna crta, lijevo i desno, maksimalna visina prirubnice - 12,7 mm (1/2”) minimalna visina prirubnice 6,35 mm (1/4”) sila rezanja prema naprijed - 89 N (20 lbs); maks. debljina - 0,91 mm debljina lima (20) ; maks. tvrdoća - 75 Rockwella B; maks. brzina - 1,2 m (4’) / minuti za debljine lima 0,76 mm (22); trajnost
nakovnja - 122 m (400’) minimum kod debljine lima 0.76 mm (22), uvjeti za bušenje: min. zakretni moment - 40 Nm (300 lbs/in), min. bežični napon – 14,4 V, maks. nazivna jakost izmjenične struje - 7 A, min. kapacitet hvata – 6,4 mm (1/4 inča) do 12,7 mm (1/2 inča) 6,4 mm (1/4 inča) trupac za brzo otpuštanje, radna brzina 500 do 2900 okr./min, radna temperatura -0 do
40˚C, radna vlažnost - 30 do 100% RV, OPIS: Nastavak za bušenje za bušilicu/pištolj s bežičnim ili izmjeničnim napajanjem. Vratilo se umeće u steznu glavu bušilice/pištolja. Teleskopske krakove hvataljki bušilice/pištolja prilagodite tako da odgovaraju dužini i širini bušilice/pištolja kako biste omogućili rukovanje jednom rukom. Glava na teleskopskim kracima okreće se u željeni
položaj.
•
POSTAVLJANJE: Postavite štitnik stezne glave na nastavak. Postavite vratilo u steznu glavu bušilice/pištolja. Prilagodite i stegnite hvataljku. Ne zatvarajte otvore bušilice/pištolja s kliznim hvatištima hvataljki. Otpustite prednju hvataljku, zakrenite glavu na željeni položaj i pritegnite hvataljku.
•
RUKOVANJE: 1. Nakovanj je tvornički prilagođen za debljinu lima od 3 mm
(12-in) kako bi se osigurala precizna zamjena kože na većini putničkih vozila i manjih kamiona. (Nakovanj se može olabaviti A, namješteni B i ponovno zategnuti A, kako bi se prilagodio iznimkama). 2. Blago nagnite početak kože vrata C i poravnajte točku ulaska D kako bi se osiguralo nesmetano funkcioniranje. 3. Držite nakovanj u ravnini u odnosu na vanjski rub i završnu stranu
kože vrata E. Uska polirana glava i nakovanj od ABS polimera proizvode uski šav bez oštećivanja završne strane kože. 4. Ako rub nije položen ili ima nabore, smanjite razmak između klina i nakovnja. 5. Ako je alat teško pomicati prema naprijed razmak može biti pretijesan pa neznatno pokušajte povećati razmak. 6. Ako se na ciljnoj strani nalazi oblik suze blago povećajte razmak,
preuzak je. 7. Ako se, dok savijate lim, u metalu stvaraju male udubine, usporite. 8. Ako završni obrub vrata nije ravan, pogotovo na dnu, razlog tomu je to što se zakrenuli alat naprijed ili natrag, a nakovanj od polimera trebao bi biti u istoj razini sa završenom stranom vrata. 9. Ako je crta je vidljiva duž vanjskog ruba vrata, pronađite vijak za podešavanje pozitivnog/negativnog
razmaka u obliku strelice na točki kućišta F i prilagodite ga tako da postoji minimalni razmak između kotačića za šavove i ograde nakovnja (kotače bi se trebali okretati). 10. Uklonite klin G kako biste očistili višak ljepila iz kotača za šavove. 11. Optimalni se rezultati postižu pri većim brzinama okretaja po minuti (1400 - 2500 okretaja u minuti). Ako koristite sporiju bušilicu/pištolj
morat ćete bušiti sporije kako biste dobili dobre rezultate. Primjene za rezanje mekog čelika uključuju ravne ili blago ispupčene ili udubljene profile za zamjenu kože vrata za putnička vozila i lake kamione. Ne radite neprekidno duže od 5 minuta kako biste izbjegli pregrijavanje.
•
SIGURNOSNE NAPOMENE: 1. Nije namijenjeno za savijanje nemetala. Malco Products, SBC ne
preuzima nikakvu odgovornost za sigurnost nastavka ako se on koristi za bilo što osim namjene naznačene u uputama za rukovanje. 2. Koristite samo određenu bušilicu/pištolj. 3. Vizualno pregledajte dijelove prije njihovog postavljanja na bušilicu/pištolj. Ne upotrebljavajte u slučaju napuknuća ili kvara. 4. Izbjegavajte kuspidalne točke. Nemojte uklanjati plastični štitnik stezne
glave. 5. Provjerite je li osvjetljenje dostatno (200 do 300 Luxa). 6. Nemojte se previše rastezati prilikom savijanja lima. 7. Ne gurajte alat na silu. Ako se glava zaglavi, otpustite okidač i isključite napajanje prije nego što je oslobodite. 8. Strujne kabele držite podalje od metala i glave alata. 9. Uvijek nosite zaštitne naočale. 10. Prilikom rukovanja nosite zaštitne rukavice. 11. Prilikom
rukovanja upotrebljavajte zaštitu od buke.
•
ODRŽAVANJE: Ugradite zamjenski nakovanj (DHTRA) kad kvaliteta savijanja više ne bude prihvatljiva.
MŰSZAKI ADATOK: Szegési képesség lágyacélban: Irányítható vágás: egyenes vonalú és jobbra ívelt, Maximális peremmagasság: 12,7 mm, Min. peremmagasság: 6,35 mm, Előre irányuló vágáserő: 89 N, Max. anyagvastagság: 0,91 mm, Max. keménység: 75 Rockwell B, Max. sebesség: 1,2 m/p 0,76 mm-es lemezvastagság esetén, Üllő élettartama: min. 122 m 0,76 mm-es
lemezvastagság esetén, Fúrógép/csavarbehajtó műszaki követelmények: Minimális forgatónyomaték: 40 Nm, Akkus fúrógép min. tápfeszültség: 14,4 V, Max. A/C névleges áramfelvétel: 7 A, Tokmányméret: 6,4–12,7 mm, 6,4 mm gyorstokmány esetén, Fordulatszám: 500–2900 f/p, Működési hőmérséklet: 0–40 °C, Működési páratartalom: 30–100% relatív párat.
•
LEÍRÁS: Akkus
vagy normál fúrógépre/csavarbehajtóra rögzíthető vágóeszköz. A hajtótengelyt a fúrógép/csavarbehajtó tokmányába kell befogni. A teleszkópos befogókar a fúrógép/csavarbehajtó hosszának és szélességének megfelelően beállítható, így egykezes használat érhető el. A vágófej a teleszkópos befogókarhoz képest a kívánt vágási helyzetbe fordítható.
•
ÜZEMBE HELYEZÉS: Helyezze
fel a tokmányvédőt a vágóeszközre. Fogja be a hajtótengelyt a fúrógép/csavarbehajtó tokmányába. A befogókart állítsa a megfelelő méretre, és rögzítse. Ügyeljen rá, hogy a befogókar műanyag pofái ne fedjék le a fúrógép/csavarbehajtó szellőzőnyílásait. Oldja ki a befogókart, a vágófejet állítsa a kívánt vágási helyzetbe, majd rögzítse ismét a befogókart.
•
HASZNÁLAT: 1. Az üllő
gyárilag 3 mm-es szegésvastagságra van beállítva, amelynek révén a legtöbb személygépkocsi és kishaszongépjármű ajtaján precíz lemezcsere végezhető. (Szükség esetén más szegésvastagság is beállítható; ehhez oldja ki a csavarokat (A), végezze el a beállítást (B), majd húzza meg ismét a csavarokat (A). 2. A jobb működés érdekében az ajtó szegélylemezének élét szögletesre
kell kalapálni (C), a szerszám munkadarabra illesztésének helyét pedig el kell lapítani (D). 3. Az üllőt az ajtó külső oldalán, a szegélylemez külső peremével egy vonalban kell tartani (E). A keskeny, vékony fej és az ABS polimerből készült üllő hézagmentes szegést biztosít a szegélylemez külső felületének sérülése nélkül. 4. Amennyiben a szegés nem teljesen sima, vagy hullámos,
csökkentse a nyomóék és az üllő közti hézagot. 5. Amennyiben az eszközt csak nehezen lehet előretolni, lehet, hogy túl szűk a hézag; ez esetben próbálja kissé növelni a hézagot. 6. Amennyiben a külső oldalon vízcsepp alakú formát lát, túl szűk a hézag; ez esetben ugyancsak növelni kell a hézagot. 7. Ha a szegélyezéskor a fémen apró rovátkák keletkeznek, lassabban végezze a
műveletet. 8. Ha az ajtón a kész szegély nem teljesen egyenes (különösen az alsó részeken), úgy a szerszámot valószínűleg túlzottan előre vagy hátradöntve használja; a polimer üllőnek egy síkban kell lennie az ajtó külső síkjával. 9. Ha a szegély külső széle mentén egy vonal látható, keresse meg a plusz-mínusz jelzéssel ellátott hézagszabályozó csavart a készülékházon (F), és úgy
állítsa be, hogy minél kisebb legyen a hézag a szegőkerék és az üllővezető perem között (de a szegőkerék még forogjon). 10. A szegőkeréken összegyűlt ragasztóanyag eltávolításához csavarozza le a nyomóéket (G). 11. A legjobb eredmény magasabb fordulatszámon (1400–2500 f/p) érhető el. Amennyiben kisebb fordulatszámú fúrógépet/csavarbehajtót használ, a jobb eredmény
érdekében érdemes lassabban végezni a műveletet. A személygépkocsik és kishaszongépjárművek ajtószegéséhez sík, enyhén konkáv vagy konvex profilú szegélylemez is használható. A túlmelegedés elkerülése érdekében ne használja folyamatosan 5 percnél hosszabb ideig!
•
BIZTONSÁGI MEGJEGYZÉSEK: 1. Nem fémlemezek szegéséhez nem ajánlott. A Malco Products, SBC nem
vállal felelősséget a termék biztonságáért, amennyiben azt a használati utasításban leírt rendeltetési céltól eltérő módon használják. 2. Kizárólag szabványos fúrógéppel/csavarbehajtóval használható. 3. A fúrógépre/csavarbehajtóra történő felszerelés előtt vizsgálja át a termék minden részét! Ha repedést vagy törést észlel, ne használja! 4. Kerülje el a becsípődéssel járó baleseteket.
Ne vegye le a műanyag tokmányvédőt! 5. Ügyeljen rá, hogy a munkát jól megvilágított (200-300 lux) helyen végezze! 6. Használat közben ne hajoljon az eszköz fölé! 7. Ne erőltesse a műveletet! Ha a vágófej beszorul, a kapcsoló elengedésével állítsa le az eszközt, és áramtalanítsa a készüléket, mielőtt elhárítja az él beszorulását! 8. A tápkábelt tartsa távol a munkadarabtól és az
eszköz szegőfejétől. 9. Használatkor mindig viseljen védőszemüveget! 10. Az eszköz használata során viseljen védőkesztyűt! 11. Használat során mindig viseljen hallásvédő felszerelést!
•
KARBANTARTÁS: Amennyiben a szegésminőség már nem megfelelő, cserélje ki az üllőt („DHTRA”).
SPECIFIKATIONER: Sømkapaciteter på blødt stål (pladejern): Retninger - lige linje og til højre Maksimal højde på flange 12,7 mm (1/2”) Minimumshøjre på flange 6,35 mm (1/4”) Fremadrettet skærekraft - 89 N (20 lbs) Maksimal tykkelse - 0,91 mm (20 boringsdiameter) Maksimal hårdhedsgrad - 75 Rockwell B Maksimal hastighed 1,2 m (4’) per minut i 0,76 mm
(22 boringsdiameter) Ambolts levetid 122 m (400’) minimum i 0,76 mm (22 boringsdiameter) Krav til bore-/skruemaskine: Minimum torsionsmoment - 40 Nm (300 lbs/in), minimum trådløs volt - 14,4 V, maksimum A/C effekt - 7 A, skæreeffekt - 6,4 mm (1/4”), til 12,7 mm (1/2”), 1/4” hurtig udløsningsborepatron, betjeningshastighed - 500 til 2.900 o/min, betjeningstemperatur
- 0 til 40° C, betjeningsfugtighed - 30 til 100 % relativ fugtighed • BESKRIVELSE: Bore-/skruemaskinetilbehør til trådløs eller A/C bore-/skruemaskine. Drivaksel tilbehør til bore-/skruemaskinepatron. Teleskopklemmearme til bore-/skruemaskine kan tilpasses i længde og bredde til bore-/skruemaskinen, hvilket muliggør betjening med én hånd. Hoved roterer på teleskoparme
for ønsket placering. • KLARGØRING: Installer borepatronafskærmning på fastgørelsesanordningen. Installer drivaksel i bore-/skruemaskinepatron. Juster og tilspænd klemme. Undlad at tildække ventilationshuller på bore-/skruemaskine med skydeklemmehåndtagene. Løsn fremklemmen, roter hovedet til den ønskede position og spænd klemmen. • BETJENING: 1. Ambolten
er fabriksjusteret til 3 mm(0,12-in) sømtykkelse for at sikre præcisionsudskiftning af dørbeklædning for de fleste personbiler og lette lastbiler. (Ambolt kan løsnes A, justeres B og tilspændes igen A for at tilpasse undtagelser). 2. Bøj kanten af dørbeklædningen C i vinkel og fladtryk et indgangspunkt D for at sikre problemfri betjening. 3. Hold ambolten flugtet mod yderkanten
og afslutningssiden af dørbeklædningen E. Et smalt poleret hoved og ABS-polymerambolt producerer en stram søm uden at skæmme beklædningen afslutningsside. 4. Hvis sømmen ikke ligger fladt ned eller den har krusninger, skal du reducere afstanden mellem kilen og ambolten. 5. Hvis værktøjet er svært at sætte skub, kan spillerummet være for stramt. Prøv at øge
spillerummet en smule. 6. Hvis der er en dråbeformet facon på afslutningssiden, så forøg spillerummet lidt, da det er for stramt. 7. Hvis der er små fordybninger i metallet, mens du udfører sømning, skal du sætte farten ned. 8. Hvis den færdige dørsøm, især langs bunden, ikke er lige, er det sandsynligt, at du enten vipper værktøjet frem eller tilbage. Polymerambolten skal hele
tiden flugte med dørens afslutningsside. 9. Hvis en linje er synlig langs sømmens yderkant, skal du finde plus/minus pil-afstandsjusteringsskruen ved punkt F, og juster så der er minimumsspillerum mellem sømningshjulet og ambolthegn (hjul skal stadig dreje). 10. Fjern kilen G for at rengøre eventuelt overskydende lim fra sømningshjulet. 11. Optimale resultater opnås ved
højere omdrejningshastighed (1400 - 2500 o/min). Hvis du bruger en langsommere bore-/skruemaskine, skal du køre langsommere for at opnå gode resultater. Sømningsanvendelser omfatter flade eller milde konkave og konvekse udskiftningsdørbeklædningsprofiler til personbiler og lette lastbiler. Undlad at benytte i mere end 5 min. ad gangen for at undgå overhedning.
• SIKKERHEDSFORSKRIFTER: 1. Ikke egnet til at sømme andre materialer end metal. Malco Products, SBC påtager sig ikke ansvaret for sikkerheden under brug af tilbehør, såfremt dette anvendes til andet end det beregnede formål som angivet i brugsanvisningen. 2. Anvend kun en godkendt bore-/skruemaskine. 3. Udfør visuel inspektion af komponenter inden montering
på bore-/skruemaskinen. Undlad at benytte hvis produktet er revnet eller beskadiget. 4. Undgå pinch-point. Undlad at afmontere plastikafskærmningen til borepatron. 5. Sørg for at der er rigeligt med lys (200 til 300 Lux). 6. Undlad at benytte ekstraordinær rækkevidde for at udføre sømning. 7. Undlad at forcere værktøjet. Hvis hovedet sidder fast, så frigiv udløseren og afbryd
strømforsyningen inden du forsøger at løsne den. 8. Hold ledninger på afstand fra metaldele og værktøjets hoved. 9. Brug altid beskyttelsesbriller. 10. Brug beskyttelseshandsker under betjening. 11. Brug høreværn under betjening. • VEDLIGEHOLDELSE: Monter udskiftningsambolt (DHTRA), når sømkvaliteten ikke længere er acceptabel.
TECHNISCHE ANGABEN: Falzleistung in Baustahl: Schnittrichtung - gerade und rechts herum; max. Höhe des Flansches – 12,7 mm (1/2”), min. Höhe des Flansches - 6,35 mm (1/4”); Vorwärtsschnittkraft - 89 N (20 lbs); max. Dicke - 0,91 mm (20 Gauge); max. Härte - 75 Rockwell B; max. Geschwindigkeit - 1,2 m (4’) pro Minute in 0,76 mm (22 Gauge); Amboss-Lebensdauer - mind.
122 m (400’) in 0,76 mm (22 Gauge); Bohrmaschinen-/Schrauberanforderungen: Min. Drehmoment - 40 Nm (300 lbs/in), Min. Voltzahl für kabellose Geräte - 14,4 Volt, maximale A/C-Nennleistung - 7 Ampere, Bohrfutterdurchmesser - 6,4 mm (1/4”) bis 12,7 mm (1/2”), 6,4 mm (1/4”) Schnellwechselbohrfutter, Betriebsgeschwindigkeit - 500 bis 2900 UpM, Betriebstemperatur - 0 bis
40°C, Betriebsfeuchte - 30 bis 100% RH • BESCHREIBUNG: Bohrmaschinen/Schrauberaufsatz für kabellose oder verkabelte elektrische Bohrmaschinen/Schrauber. Der Schaft wird in das Futter der Bohrmaschine/des Schraubers eingesetzt. Die Teleskoparme des Klemmbügels für die Bohrmaschine/den Schrauber lassen sich in Länge und Breite an die Bohrmaschine/den Schrauber
anpassen und erlauben dadurch die Bedienung mit einer Hand. Der Kopf rotiert auf den Teleskoparmen und ermöglicht das Einstellen der gewünschten Position. • AUFBAU: Installieren Sie den Bohrfutterschutz am Aufsatz. Montieren Sie den Schaft (Antriebswelle) auf der Bohrmaschine/dem Schrauber. Justieren Sie den Klemmbügel und ziehen Sie ihn fest. Achten Sie darauf, dass Sie die
Luftaustrittsöffnungen der Bohrmaschine/des Schraubers nicht mit den verschiebbaren Greifern des Klemmbügels abdecken. Lockern Sie den vorderen Bügel etwas, drehen Sie den Kopf in die gewünschte Position und ziehen Sie den Klemmbügel wieder an. • BETRIEB: 1. Der Amboss ist auf 3 mm (0,12 in.) Falzdicke werkseingestellt. So wird sichergestellt, dass die Türverkleidung der
meisten PKW und Kleinlaster präzise ausgetauscht werden kann. (Der Amboss kann gelockert A, justiert B und wieder angezogen A werden, um Sonderfälle bearbeiten zu können). 2. Richten Sie die Kante der Türverkleidung C leicht angewinkelt aus, und glätten Sie den Ansatzpunkt D, um problemfreies Arbeiten sicherzustellen. 3. Halten Sie den Amboss bündig gegen die äußere Kante und
die lackierte Seite der Türverkleidung E. Ein schmaler geschliffener Kopf und ein ABS-Polymeramboss sorgen für eine dichte Falznaht, ohne die lackierte Seite der Verkleidung zu zerkratzen. 4. Reduzieren Sie den Abstand zwischen dem Keil und dem Amboss, wenn die Falznaht nicht ganz flach aufliegt oder wellig ist. 5. Wenn das Werkzeug nur schwer vorwärts bewegt werden kann, ist der
Abstand eventuell zu gering. Versuchen Sie, ihn etwas zu vergrößern. 6. Wenn ein Tropfenabdruck auf der lackierten Seite entsteht, müssen Sie den Abstand etwas vergrößern. Er ist zu gering. 7. Reduzieren Sie die Arbeitsgeschwindigkeit, wenn im Metall kleine Kerben entstehen während Sie falzen. 8. Wenn die fertige Falznaht, besonders an der Unterseite, nicht gerade ist, ist es möglich,
dass Sie das Werkzeug entweder zu sehr nach vorn oder nach hinten kippen. Der Polymeramboss sollte bündig an die lackierte Seite der Tür gehalten werden. 9. Wenn an der äußeren Kante der Falznaht ein Streifen zu sehen ist, finden Sie die Einstellschraube mit dem Plus-/Minuspfeil am Gehäusepunkt F, und justieren Sie die Schraube so, dass es nur einen minimalen Abstand zwischen
dem Falzrad und der Ambosskante gibt (das Rad muss sich noch drehen können). 10. Entfernen Sie den Keil G, und entfernen Sie den überschüssigen Klebstoff vom Falzrad. 11. Sie erhalten optimale Resultate bei höheren Umdrehungszahlen (1400 – 2500 UpM). Wenn Sie eine/n langsamere/n Bohrmaschine/Schrauber verwenden, müssen Sie langsamer arbeiten, um ein gutes Ergebnis
zu erreichen. Zu den Falzanwendungen gehören flache oder leicht konkave und konvexe Ersatztürverkleidung für PKWs und Kleinlaster. Lassen Sie die Maschine nicht länger als 5 Minuten durchgehend laufen, um ein Überhitzen zu vermeiden. • SICHERHEITSHINWEISE: 1. Nicht zur Verwendung mit Nicht-Metallen empfohlen. Malco Products, SBC übernimmt keinerlei Verantwortung für
die Sicherheit des Aufsatzes, wenn er auf andere Weise als die in der Betriebsanleitung vorgesehene verwendet wird. 2. Nur Bohrmaschinen/Schrauber mit der angegebenen Nennleistung verwenden. 3. Führen Sie eine Sichtinspektion der Werkzeugteile durch, bevor Sie den Aufsatz auf der Bohrmaschine/dem Schrauber installieren. Nicht verwenden, wenn gesprungen oder zerbrochen.
4. Vermeiden Sie den Quetschpunkt. Die Bohrfutterabdeckung aus Plastik darf nicht entfernt werden. 5. Stellen Sie sicher, dass Sie genug Licht haben (200 bis 300 Lux). 6. Überstrecken Sie sich beim Bedienen des Werkzeugs nicht. 7. Gehen Sie beim Betrieb des Werkzeugs nicht gewaltsam vor. Wenn der Kopf verklemmt, stoppen Sie den Vorgang, indem Sie den Schalter loslassen und
trennen Sie das Gerät von der Stromquelle, bevor Sie den Kopf lösen. 8. Halten Sie die Netzkabel vom Metall und dem Werkzeugkopf fern. 9. Setzen Sie immer eine Schutzbrille auf. 10. Tragen Sie während der Arbeit Schutzhandschuhe. 11. Verwenden Sie bei der Arbeit einen Gehörschutz. • WARTUNG: Wechseln Sie den Amboss (DHTRA) aus, wenn die Falzqualität nicht mehr akzeptabel ist.
ESPECIFICACIONES: Capacidad de ribeteado en acero dulce: Direcciones: línea recta y hacia la derecha. Altura máxima de reborde: 12,7 mm (1/2”). Altura mínima de reborde: 6,35 mm (1/4”). Fuerza hacia delante: 89 N (20 lb). Grosor máximo: 0,91 mm (calibre 20). Dureza máxima: 75 Rockwell B. Velocidad máxima: 1,2 m (4’)/minuto en 0,76 mm (calibre 22). Vida útil del yunque: 122 m
(400’) mínimo en 0,76 mm (calibre 22). Requisitos del taladro o destornillador: Torsión mínima: 40 Nm (300 lb/in). Tensión inalámbrica mínima: 14,4 voltios. Potencia nominal máxima C/A: 7 amperios. Capacidad del mandril: de 6,4 mm (1/4”) a 12,7 mm (1/2”), portabrocas de liberación rápida de 1/4”. Velocidad de funcionamiento: de 500 a 2900 RPM. Temperatura de funcionamiento: de
0 a 40 °C. Humedad de funcionamiento: del 30 % al 100 % de HR. • DESCRIPCIÓN: Accesorio de taladro o destornillador para su inserción en taladros o destornilladores inalámbricos o de corriente CA. Su eje motor se inserta en el portabrocas. Los brazos telescópicos de la abrazadera se ajustan a la longitud y anchura del taladro o destornillador, permitiendo su manejo con una mano.
El cabezal gira sobre los brazos telescópicos hasta la posición deseada. • MONTAJE: Instale el protector del portabrocas en el accesorio. Monte el eje motor en el portabrocas del talado o destornillador. Ajuste y apriete la abrazadera. No tape las aberturas de ventilación del taladro o destornillador con los mangos ajustables de la abrazadera. Afloje la abrazadera hacia delante, gire el
cabezal hasta la posición deseada y apriete la abrazadera. • FUNCIONAMIENTO: 1. El yunque viene ajustado de fábrica para un grosor de ribeteado de 3 mm (12 pulgadas) para garantizar el reemplazo preciso del revestimiento de la puerta para la mayoría de los turismos y camionetas. (El yunque puede aflojarse A, ajustarse B y reapretarse A para adaptarse a las excepciones.) 2. Incline
ligeramente el borde del revestimiento de la puerta C y aplane un punto de entrada D para asegurar que funcione suavemente. 3. Mantenga el yunque a ras contra el borde externo y acabe el lado del revestimiento de la puerta E. Un cabezal estrecho pulido y un yunque de polímero ABS producen un ribeteado hermético sin dañar el acabado del revestimiento. 4. Si el ribete no se queda
plano o si tiene ondulaciones, reduzca el espacio entre el borde y el yunque. 5. Si le cuesta empujar la herramienta hacia delante, es posible que el espacio sea demasiado apretado. Pruebe a aumentarlo ligeramente. 6. Si hay un bulto con forma de gota en el lado acabado, aumente ligeramente el espacio. 7. Si hay pequeñas indentaciones en el metal que está ribeteando, reduzca la
velocidad de la operación. 8. Si el ribete de la puerta acabada, especialmente a lo largo de la parte inferior, no está recto, probablemente es porque ha inclinado la herramienta hacia delante o hacia atrás; el yunque de polímero debería mantenerse a ras del lado acabado de la puerta. 9. Si existe una línea visible a lo largo del borde externo del ribete, localice el tornillo en punta de flecha
de ajuste más/menos en la carcasa F y ajústelo de modo que el espacio entre la rueda engrapadora y la cerca del yunque sea el mínimo (la rueda aún deberá girar). 10. Retire la cuña G para limpiar el exceso de cola de la rueda engrapadora. 11. A altas revoluciones (1400-2500 RPM) se obtienen los mejores resultados. A velocidades inferiores deberá ir más despacio para obtener
buenos resultados. El ribeteado se aplica a perfiles de revestimiento de puertas de recambio planas o ligeramente cóncavas o convexas de vehículos de turismo o camionetas. No haga funcionar la herramienta de manera continuada durante más de cinco (5) minutos a fin de evitar que se recaliente. • ADVERTENCIAS SOBRE SEGURIDAD: 1. No se recomienda su uso para superficies
que no sean metálicas. Malco Products, SBC no se hace responsable de la seguridad del accesorio si éste se utiliza para algún fin distinto, sea cual sea, al previsto según se especifica en las instrucciones de funcionamiento. 2. Utilice solo taladros o destornilladores homologados. 3. Inspeccione visualmente los componentes antes de instalarlos en el taladro o destornillador. No utilice
la herramienta si alguno de ellos está agrietado o roto. 4. Evite pillarse los dedos. No retire la protección plástica del portabrocas. 5. Asegúrese de disponer de suficiente iluminación (de 200 a 300 lux). 6. Durante las operaciones de ribeteado no intente llegar a puntos fuera de su alcance. 7. No fuerce la herramienta. Si se atasca el cabezal, suelte el gatillo y desenchufe la herramienta
antes de liberarlo. 8. Mantenga el cable de alimentación alejado del metal y del cabezal. 9. Lleve siempre gafas de protección. 10. Use guantes de protección cuando utilice la herramienta. 11. Use protectores auditivos cuando utilice la herramienta. • MANTENIMIENTO: Cuando la calidad del ribeteado no sea aceptable, instale un yunque de recambio (DHTRA).
TEKNISET TIEDOT: Pehmeän teräksen palttausominaisuudet: Suunnattu – suora linja ja oikealle, laipan enimmäiskorkeus – 12,7 mm (½ tuumaa), laipan vähimmäiskorkeus – 6,35 mm (¼ tuumaa), eteenpäin suuntautuva voima – 89 N (20 lb), enimmäispaksuus – 0,91 mm (20 kaliiperia), enimmäiskovuus – 75 Rockwell B, enimmäisnopeus – 1,2 m/min
(4 jalkaa/min) 0,76 mm:n (22 kaliiperin) levyä, alasimen kesto – 122 m (400 jalkaa), vähimmäiskesto 0,76 mm:n (22 kaliiperin) levyllä. Porakoneen vaatimukset: Vähimmäisvääntömomentti – 40 Nm (300 lb/tuuma), vähimmäisjännite johdottomana – 14,4 V, enimmäissähkövirta – 7 A, istukan koko 6,4–12,7 mm (¼–½ tuumaa), ¼ tuuman pikavapautteinen
istukka, käyttönopeus – 500–2900 rpm, käyttölämpötila – 0–40 °C, käyttökosteus – ilman suhteellinen kosteus 30–100 % • KUVAUS: Johdottoman tai vaihtovirtakäyttöisen poran lisälaite. Käyttöakseli kiinnittyy poran istukkaan. Teleskooppikiinnitysvarret säätyvät poran pituuden ja leveyden mukaan, jotta käyttö olisi mahdollista yhdellä kädellä. Pää
kääntyy teleskooppivarsilla haluttuun asentoon. • ASENNUS: Asenna istukan suoja lisälaitteeseen. Asenna käyttöakseli poran istukkaan. Säädä ja kiristä kiinnike. Älä peitä poran ilmareikiä liukukiinnikkeiden kahvoilla. Löysää etukiinnikettä, kierrä pää haluttuun asentoon ja kiristä kiinnike. • KÄYTTÖ: 1. Alasin on säädetty tehtaalla 3 mm:n (1,2 tuuman)
palttauspaksuuteen, jotta oven pinnoitteen vaihto olisi tarkkaa useimmissa henkilöautoissa ja kevyissä kuorma-autoissa. (Alasinta voi löysätä A, säätää B ja kiristää A, jotta se soveltuu erikoistapauksiin.) 2. Taivuta kevyesti oven päällysteen reunaa C ja litistä tulopiste D, jotta työn jälki on tasainen. 3. Pidä alasin ulkoreunan ja valmiin ovipinnan E tasalla. Kapea
kiillotettu pää ja ABS-polymeerialasin tekevät tiiviin sauman aiheuttamatta siirtymävikoja valmiiseen osaan. 4. Mikäli palttaus ei asetu litteäksi ja mikäli siinä on rosoja, pienennä kiilan ja alasimen välystä. 5. Jos työkalua on vaikea saada kulkemaan eteenpäin, välys saattaa olla liian pieni. Suurenna välystä hiukan. 6. Jos valmis osa on pisaranmuotoinen,
suurenna välystä hiukan. Se on liian pieni. 7. Jos paltattavaan metalliin ilmaantuu lovia, hidasta työtahtia. 8. Jos oven palttaus ei ole suora erityisesti alareunasta, pidät laitetta todennäköisesti kallellaan eteen- tai taaksepäin. Polymeerialasinta on pidettävä samalla tasalla, kuin on oven valmis osa. 9. Jos palttauksen ulkoreunan linja näkyy, etsi kotelon F
kärjestä plus-miinussäätöruuvi ja säädä palttauspyörän ja alasimen välys mahdollisimman pieneksi (pyörän pitää silti pyöriä). 10. Irrota kiila G ja poista ylimääräinen liima saumauspyörästä. 11. Paras työjälki saavutetaan korkeilla kierrosluvuilla (1400–2500 rpm). Jos pora pyörii hitaammin, hyvän työjäljen saavuttaminen vaatii hitaampaa työskentelyä.
Palttauskohteita ovat henkilöautojen ja kevyiden kuorma-autojen tasaiset tai jonkin verran koverat ja kuperat ovipinnat. Älä käytä yhtäjaksoisesti 5:tä minuuttia kauempaa ylikuumenemisen välttämiseksi. • TURVAOHJEET: 1. Ei suositella muun kuin metallin palttaukseen. Malco Products, SBC ei ole vastuussa lisälaitteen turvallisuudesta, jos sitä käytetään
johonkin muuhun kuin käyttöohjeessa mainittuun tarkoitukseen. 2. Käytä vain standardin mukaista poraa. 3. Tarkasta komponentit silmämääräisesti, ennen kuin asennat ne porakoneeseen. Älä käytä halkeilevaa tai rikkinäistä laitetta. 4. Vältä puristuksiin jäämistä. Älä irrota muovista istukan suojaa. 5. Varmista, että valaistus on riittävä (200–300 luksia).
6. Älä kurkottele paltatessasi. 7. Älä työnnä työkalua väkisin. Jos terä jää jumiin, päästä irti painikkeesta ja irrota laite sähköverkosta ennen jumiutuneen osan irrotusta. 8. Pidä sähköjohdot metallin ja työkalun terän ulottumattomissa. 9. Käytä aina silmäsuojaimia. 10. Käytä työskennellessäsi suojakäsineitä. 11. Käytä työskennellessäsi kuulosuojaimia.
• HUOLTO: Asenna vaihtoalasin (DHTRA), kun palttausjälki ei ole enää hyvä.
SPÉCIFICATIONS : Capacités de rabattage des aciers doux : Directionnel - ligne droite et vers la droite Hauteur max de rainure - 12,7 mm (1/2 po) Hauteur min de rainure - 6,35 mm (1/4 po) Force vers l’avant - 89 N (20 lb) Épaisseur max - 0,91 mm (calibre 20) Dureté max - 75 Rockwell B Vitesse Max - 1,2 m (4 pi) / minute en 0,76 mm (calibre 22) Durée de vie de la cintreuse - 122 m
(400 pi) minimum en 0,76 mm (calibre 22) Spécifications de la perceuse/visseuse : Couple min. – 40 Nm (300 lb/po) Tension sans fil min. - 14,4 volt Puissance nominale c.a. max. – 7 ampères Capacité min. du mandrin – 6,4 mm (1/4 po à 12,7 mm (1/2 po), mandrin à dégagement rapide de 1/4 po, Vitesse de fonctionnement - 500 à 2900 tr/min, Température de fonctionnement -
0 à 40°C Plage de fonctionnement (humidité) - 30 à 100 % HR • DESCRIPTION : Accessoire pour perceuse/visseuse sans fil ou à fil en c.a. L’arbre s’insère dans le mandrin de la perceuse/visseuse. Les bras de préhension télescopiques s’adaptent à la longueur et à la largeur de la perceuse/visseuse, permettant ainsi de l’utiliser d’une seule main. La tête pivote sur les bras
télescopiques jusqu’à la position désirée. • CONFIGURATION : Mettre en place la protection du mandrin sur l’accessoire. Insérer l’arbre dans le mandrin de la perceuse/visseuse. Régler et serrer la pince. Ne pas recouvrir les évents de la perceuse/visseuse en faisant glisser les poignées de la pince. Desserrer la pince avant, pivoter la tête jusqu’à la position désirée et serrer la pince.
• FONCTIONNEMENT : 1. La cintreuse est réglée en usine pour la réalisation d’un rabat d’une épaisseur de 3 mm (0,12 po) afin d’effectuer un remplacement précis des enveloppes de portière de la plupart des véhicules de tourisme et des utilitaires légers. (La cintreuse peut être desserrée A, ajustée B et resserrée A pour s’adapter aux exceptions). 2. Incliner légèrement le bord du
revêtement de portière C et aplatir le point d’entrée D pour assurer un fonctionnement fluide. 3. Maintenir la cintreuse au niveau du bord extérieur et du côté finition de l’enveloppe de portière E. Une tête polie étroite et une cintreuse pour polymère ABS produisent une jointure serrée sans altérer le côté fini de l’enveloppe. 4. Si le rabat n’est pas à plat ou présente des ondulations, réduire
l’espace entre le coin et la cintreuse. 5. Si l’outil est difficile à pousser vers l’avant, l’espace libre peut être trop étroit. Essayer d’augmenter légèrement l’espace. 6. Si une forme en goutte apparaît sur le côté fini, augmenter légèrement l’espace, il est trop réduit. 7. Si de petites indentations apparaissent dans le métal pendant le rabattage, ralentir. 8. Si le rabat de la portière finie, en
particulier le long du bas, n’est pas droit, il est probable que l’outil est incliné vers l’avant ou l’arrière. La cintreuse pour polymère doit rester bien alignée à niveau avec le côté fini de la portière. 9. Si une ligne apparaît le long du bord extérieur du rabat, repérer la vis d’ajustement plus/moins au point du logement F et ajuster pour ne laisser qu’un écart minimal entre la roue de sertissage
et le bord de la cintreuse (la roue doit pouvoir continuer à tourner librement). 10. Retirer le coin G pour enlever toute colle en excès de la roue de sertissage. 11. On obtient un résultat optimal à des vitesses supérieures (1400 à 2500 tr/min). Si vous utilisez une perceuse/visseuse plus lente, vous devrez ralentir pour obtenir de bons résultats. Les applications de rabattage comprennent
les profils d’enveloppe de portière de rechange concaves et convexes plats ou doux pour véhicules de tourisme et véhicules utilitaires légers. Ne pas utiliser plus de 5 minutes en continu pour éviter toute surchauffe. • REMARQUES CONCERNANT LA SÉCURITÉ : 1. Non recommandé pour le rabattage des non-métaux. Malco Products, SBC n’accepte aucune responsabilité pour la
sécurité de l’accessoire s’il est utilisé pour un usage autre que celui pour lequel il est prévu et précisé dans les instructions d’utilisation. 2. Utiliser uniquement une perceuse/visseuse homologuée. 3. Contrôler visuellement les composants avant de les installer sur la perceuse/visseuse. Ne pas les utiliser s’ils sont fissurés ou cassés. 4. Éviter tout point de pincement. Ne pas retirer la
protection en plastique du mandrin. 5. S’assurer que l’éclairage est suffisant (200 à 300 Lux). 6. Ne pas trop de pencher pour réaliser l’opération de rabattage. 7. Ne pas forcer l’outil. Si la tête se bloque, relâcher la gâchette et débrancher l’alimentation avant de libérer la perceuse/visseuse. 8. Éloigner les câbles d’alimentation des pièces métalliques et de la tête de l’outil. 9. Porter
toujours une protection oculaire. 10. Porter des gants de protection pendant le fonctionnement. 11. Utiliser des protections auditives pendant le fonctionnement. • ENTRETIEN : Installer une cintreuse de rechange (DHTRA) lorsque la qualité du rabattage n’est plus acceptable.
TÆKNILÝSING: Földunargeta í mjúkt stál: Skurðátt - bein lína og til hægri, hám. hæð kraga - 12,7 mm (1/2”) lágm. hæð kraga 6,35 mm (1/4”), skurðarafl fram á við - 89 N (20 pund), hámarksþykkt - 0,91 mm (stærð 20), hámarksharka - 75 Rockwell B, hámarksskurðhraði - 1,2 m (4’)/mín. með 0,76 mm (stærð 22), líftími steðja - minnst 122 m (400’)
með 0,76 mm (stærð 22) • Kröfulýsing bor-/drifvélar: Lágm. átak – 40 Nm (300 pund/tommur), lágm. hleðsluspenna – 14,4 volt, hám. riðstraumsafköst - 7 amper, gripgeta – 6,4 mm (1/4”) til 12,7 mm (1/2”), 6,4 mm (1/4”) auðopnanlegt grip, vinnuhraði 500 til 2.900 snún./mín., vinnuhitastig - 0 til 40°C, vinnurakastig - 30 til 100% raunrakastig
• LÝSING: Aukabúnaður fyrir hleðslu- eða leiðslubor-/drifvél. Drifskaftið gengur inn í bor-/drifvélargripið. Sundurdraganlegir klemmurarmar aðlagast lengd og breidd bor-/drifvélar sem gerir kleift að nota tækið með annarri hendi. Hausinn snýst á sundurdraganlegum örmum til að auðvelda tilætlaða staðsetningu. • UPPSETNING: Setjið griphlífina á
aukabúnaðinn. Setjið drifskaftið á bor-/drifvélargripið. Stillið og herðið klemmuna. Ekki hylja loftop bor-/drifvélar með gripum renniklemma. Losið fremri klemmuna, snúið hausnum í tilætlaða átt og herðið klemmuna. • NOTKUN: 1. Steðjinn er stillur í verksmiðjunni fyrir 3 mm (0,12 tommu) faldþykkt til að tryggja nákvæmni við skipti á ytra byrði flestra bílhurða
á farþegabílum og léttum flutningabílum. (Hægt er að losa steðjann A, stilla hann B og herða aftur A til að laga að undantekningum). 2. Setjið lítilsháttar horn á brún ytra byrðis hurðar C og fletjið út upphafsstað D til að tryggja hnökralausa vinnu. 3. Haldið steðjanum slétt við ytri brún og klæðningarhlið á ytra byrði hurðar E. Mjór slípaður haus og steðji úr
ABS-fjölliðu skila þéttu broti án þess að skemma klæðningarhlið byrðisins. 4. Ef faldurinn liggur ekki flatur eða ef það eru hrukkur á honum, skal minnka bilið á milli fleygsins og steðjans. 5. Ef erfitt er að ýta verkfærinu áfram getur verið að bilið sé of þétt, skal þá reyna að auka bilið lítillega. 6. Ef klæðningarhliðin er droplaga, skal auka bilið lítillega, það er of
þröngt. 7. Ef smádældir myndast í málminn við földunina, skal fara hægar. 8. Ef faldur klæðningarhliðar hurðarinnar, einkum neðst, er ekki beinn, er líklegt að verkfærinu sé hallað fram eða aftur, fjölliða steðjinn á að liggja slétt við klæðningarhlið hurðarinnar. 9. Ef það sést lína á ytri brún faldsins, skal finna plús/mínus bilstilli-skrúfuna með örvunum á stað F
á húsinu og stilla þannig að lágmarks bil sé á milli faldhjólsins og steðjabrúnarinnar (hjólið á samt að snúast). 10. Fjarlægið fleyg G til að þrífa allt umfram lím af faldhjólinu. 11. Besti árangur næst við mikinn snúningshraða (1400 - 2500 snún./mín.). Ef notuð er hægari bor-/drifvél verður að fara hægar til að ná góðum árangri. Hægt er að falda flatt eða lítillega
íhvolft og kúpt ytra byrði hurða á farþegabílum og léttum vörubílum. Ekki hafa vélina í gangi lengur en fimm mínútur í senn til að forðast ofhitnun. • ÖRYGGISATRIÐI: 1. Ekki mælt með fyrir földun annarra efna en málms. Malco Products, SBC ber enga ábyrgð á öryggi aukabúnaðarins ef hann er notaður á annan hátt en hann er ætlaður til eins og tilgreint er í
notkunarleiðbeiningunum. 2. Notið aðeins viðurkennda bor-/drifvél. 3. Skoðið íhluti áður en þeir eru settir á bor-/drifvél. Ekki nota ef þeir eru sprungnir eða brotnir. 4. Varist klemmustað. Ekki taka af plast griphlífina. 5. Gætið að því að lýsing sé næg (200 til 300 lúx). 6. Teygið ykkur ekki of langt við földun. 7. Ofbeitið ekki verkfærinu. Ef hausinn festist, sleppið
gikknum og takið úr sambandi áður en losað er. 8. Haldið aflleiðslum fjarri málmi og haus verkfæris. 9. Notið ávallt augnhlífar. 10. Notið hlífðarhanska við notkun. 11. Notið heyrnarhlífar við notkun. • VIÐHALD: Setjið í nýjan steðja (DHTRA) þegar gæði földunar eru ekki lengur viðunandi.

IT
LT
LV
NL
NO
PL
PT
RO
SK
SL
SR
SV
TR
DHT1
SL16483C
MALCO PRODUCTS, SBC
P.O. Box 400
Annandale, MN 55302-0400
United States of America
Telephone: 01-320-274-2376
Facsimile: 01-320-274-2652
www.malcotools.com
F G
SPECIFIKACIJOS: minkštojo plieno kraštų užlankstymo rodikliai: kryptinis – tiesiai ir į dešinę, maks. antbriaunio aukštis – 12,7 mm (1/2 col.), min. antbriaunio aukštis – 6,35 mm (1/4 col.), vedimo pirmyn jėga – 89 N (20 sv.), maks. storis – 20 kalibras (0,91 mm), maks. kietis – 75 Rockwell B, maks. greitis – 1,2 m (4 pėd.) per minutę pjaunant 22 kalibrą (0,76 mm), minimali priekalo
eksploatavimo trukmė – 122 m (400 pėd.) pjaunant 22 kalibrą (0,76 mm). Gręžtuvo/suktuvo reikalavimai: min. sukimo momentas – 40 Nm (300 sv./col.), min. įtampa be laido – 14,4 V, maks. vardinė kintam. srovė – 7 A, patrono skersmuo – nuo 6,4 mm (1/4 col.) iki 12,7 mm (1/2 col.), 1/4 col. greito atleidimo patronas, veikimo greitis – nuo 500 iki 2900 sūk./min., eksploatavimo temperatūra
– nuo 0 iki 40 ºC, eksploatavimo drėgmė – nuo 30 iki 100 % santyk. drėgnio.
•
APRAŠYMAS: priedas, skirtas tvirtinti prie akumuliatorinio arba į kintamosios srovės tinklą jungiamo gręžtuvo/suktuvo. Varomasis velenas įstatomas į gręžtuvo/suktuvo patroną. Teleskopinės gręžtuvo/suktuvo apkabos rankenos reguliuojamos, kad priderinus prie gręžtuvo/suktuvo ilgio ir pločio jį būtų galima
valdyti viena ranka. Galvutę galima pasukti ant teleskopinių rankenų į norimą padėtį.
•
PARENGIMAS: pritvirtinkite patrono apsaugą ant priedo. Įtvirtinkite varomąjį veleną gręžtuvo/suktuvo patrone. Sureguliuokite ir priveržkite apkabą. Neuždenkite gręžtuvo/suktuvo vėdinimo angų slankiaisiais apkabos spaustuvais. Atlaisvinkite priekinę apkabą, pasukite galvutę į norimą padėtį ir priveržkite
apkabą.
•
EKSPLOATAVIMAS: 1. Priekalas gamykloje sureguliuotas 3 mm (0,12 col.) krašto storiui, kad būtų galima tiksliai užlankstyti daugumos lengvųjų automobilių ir lengvųjų krovininių transporto priemonių keičiamų durų lakštus. (Jei reikia, išimtiniais atvejais priekalą galima atlaisvinti A, pareguliuoti B ir vėl užveržti A). 2. Šiek pakreipkite durų kraštą C ir suplokite pradžios tašką D,
kad darbas vyktų sklandžiai. 3. Laikykite priekalą prie išorinės briaunos ir gerosios durų pusės E. Siaura poliruota galvutė ir ABS polimerinis priekalas užtikrina, kad siūlė bus glaudi, o geroji durų pusė nebus pažeista. 4. Jei kraštas neprigludęs arba banguotas, sumažinkite tarpą tarp pleišto ir priekalo. 5. Jei įrankį sunku stumti pirmyn, gali būti, kad tarpas yra per siauras, todėl pamėginkite jį
šiek tiek padidinti. 6. Jei gerojoje pusėje susidaro lašo forma, šiek tiek padidinkite tarpą, kad jis nebūtų pernelyg siauras. 7. Jei užlankstant kraštus metalo paviršiuje susidaro mažos įspaudos, įrankį veskite lėčiau. 8. Jei užlankstytas durų kraštas, ypač apačioje, nėra tiesus, tikėtina, kad jūs buvote pakreipę įrankį pirmyn arba atgal – polimerinis priekalas turi būti priglaustas prie durų gerosios
pusės. 9. Jei palei išorinę užlankstyto krašto briauną matoma linija, susiraskite tarpo reguliavimo varžtą su pliuso / minuso rodykle korpuso taške F ir sureguliuokite jį taip, kad tarp užlankstymo ratuko ir priekalo apsaugo būtų minimalus tarpelis (ratukas dar turėtų suktis). 10. Nuimkite pleištą G ir nuvalykite klijų perteklių nuo užlankstymo ratuko. 11. Optimalūs rezultatai pasiekiami esant
didesniam sūkių skaičiui (1400–2500 sūk./min.). Jei naudojate lėtesnį gręžtuvą/suktuvą, turėsite dirbti lėčiau, kad pasiektumėte gerų rezultatų. Šis įrankis naudojamas užlankstant lengvųjų automobilių ir lengvųjų krovininių transporto priemonių keičiamų durų lakštų, kurie yra plokšti ar šiek tiek įgaubti bei išgaubti, kraštus. Nepjaukite be pertraukos ilgiau kaip 5 minutes, kad išvengtumėte
perkaitimo.
•
SAUGOS PASTABOS: 1. Nerekomenduojama naudoti nemetalų kraštams užlankstyti. „Malco Products, SBC“ neprisiima atsakomybės dėl šio priedo saugos, jei jis naudojama kokiu nors būdu, neatitinkančiu paskirties, nurodytos eksploatavimo instrukcijoje. 2. Naudokite tik su nurodytus reikalavimus atitinkančiu gręžtuvu/suktuvu. 3. Prieš tvirtindami prie gręžtuvo/suktuvo,
apžiūrėkite komponentus. Nenaudokite, jei priedas įtrūkęs ar sulūžęs. 4. Venkite sunkiai pasiekiamų ir siaurų vietų. Nenuimkite plastikinio patrono apsaugo. 5. Pasirūpinkite, kad apšvietimas būtų pakankamas (nuo 200 iki 300 liuksų). 6. Užlankstydami kraštus laikykite įrankį tinkamu atstumu. 7. Dirbdami su įrankiu nenaudokite jėgos. Jei galvutė užstringa, prieš atlaisvindami atleiskite gaiduką
ir išjunkite maitinimą. 8. Laikykite elektros laidus toliau nuo metalo ir įrankio galvutės. 9. Visada užsidėkite apsauginius akinius. 10. Dirbdami mūvėkite apsaugines pirštines. 11. Dirbdami naudokite klausos apsaugos priemones.
•
PRIEŽIŪRA: pakeiskite priekalą (DHTRA), kai kraštų užlankstymo kokybė nebėra priimtina.
TEHNISKĀ INFORMĀCIJA: mazleģēta tērauda valcēšana: virziens – taisni un pa labi; maksimālais atloka augstums – 12,7 mm (1/2 collas); minimālais atloka augstums - 6,35 mm (1/4 collas); taisnvirziena spēks - 89 N (20 lbs); maksimālais biezums - 0,91 mm (20. izmērs); maksimālā cietība – 75 pēc Rokvela skalas B; maksimālais ātrums - 1,2 m (4’) / minūtē 0,76 mm
(22. izmēram); laktas darbmūžs – vismaz 122 m (400 pēdas) 0,76 mm (22. izmēram). Prasības urbjmašīnai/skrūvgriezim: min. griezes moments - 40 Nm (300 lbs/in); min. bezvadu barošanas spriegums - 14,4 volti; maksimālā maiņstrāvas jauda - 7 ampēri; patronas izmērs: 6,4–12,7 mm (1/4–1/2”); 1/4” ātri atbrīvojamā patrona; darba ātrums: 500–2900 apgr./min; darba
temperatūra: 0–40 °C; darba mitrums: 30–100% relatīvais mitrums.
•
APRAKSTS: urbjmašīnas/skrūvgrieža pierīce bezvadu vai maiņstrāvas urbjmašīnai/skrūvgriezim. Piedziņas vārpsta ievietojama urbjmašīnas/skrūvgrieža patronā. Urbjmašīnas/skrūvgrieža izbīdāmās iespīlētāja sviras, lai pielāgotu urbjmašīnas/skrūvgrieža garumu un platumu, kas ļauj strādāt ar vienu roku.
Galvas griežas uz izbīdāmajām iespīlētāja svirām, nodrošinot vēlamo pozicionēšanu.
•
UZSTĀDĪŠANA: uzstādiet patronas aizsargu uz pierīces. Ievietojiet dzenošo vārpstu urbjmašīnas/skrūvgrieža patronā. Noregulējiet un pievelciet iespīlētāju. Neaizsedziet urbjmašīnas/skrūvgrieža atveres ar izbīdāmajiem iespīlētāja turētājiem. Atbrīvojiet priekšējo iespīlētāju, pagrieziet galvu
vēlamajā pozīcijā un pievelciet iespīlētāju.
•
LIETOŠANA: 1. Lakta ir rūpnīcā noregulēta 3 mm (0,12 collu) šuves biezumam, lai nodrošinātu durvju apšuvuma precīzu nomaiņu vairākumam pasažieru automašīnu un vieglo kravas automašīnu. (Lai pielāgotos izņēmuma gadījumiem, laktu var atlaist vaļīgāk A, noregulēt B un atkal pievilkt A). 2. Novietojiet nedaudz ieslīpi durvju
apšuvuma malu C un saplaciniet ieejas punktu D, lai nodrošinātu vienmērīgu darbu. 3. Turiet laktu vienlaidus ar ārējo malu un durvju apšuvuma apdares pusi E. Šaura pulēta galva un ABS polimēru lakta ļauj veidot ciešu šuvi, nesabojājot apšuvuma apdares pusi. 4. Ja šuve neguļ plakani vai viļņojas, samaziniet atstarpi starp ķīli un laktu. 5. Ja instrumentu ir grūti pastumt uz priekšu,
iespējams, ka atstarpe ir pārāk maza; mēģiniet to nedaudz palielināt. 6. Ja apdares pusē izveidojas piliena forma, nedaudz palieliniet atstarpi – tā ir pārāk maza. 7. Ja metālā valcēšanas laikā veidojas mazi izrobojumi, darbojieties lēnāk. 8. Ja pabeigtā durvju šuve (sevišķi gar apakšu) nav taisna, visticamāk, jūs instrumentu noliecat vai nu uz priekšu, vai atpakaļ; polimēru lakta
ir jātur vienlaidus ar durvju apdares pusi. 9. Ja gar šuves ārējo malu ir redzama līnija, atrodiet plus/mīnus atstarpes regulēšanas skrūvi korpusa stūrī F un noregulējiet to tā, lai būtu minimāla atstarpe starp valcēšanas ratu un laktas norobežojumu (ratam joprojām ir jāspēj griezties). 10. Noņemiet ķīli G, lai notīrītu līmes pārpalikumus no valcēšanas rata. 11. Optimāli rezultāti tiek
sasniegti pie augstākiem apgriezieniem (1400–2500 apgr./min). Ja lietojat lēnāku urbjmašīnu/skrūvgriezi, padeve būs jāveic lēnāk, lai iegūtu labus rezultātus. Valcēšana ir izmantojama plakaniem vai nedaudz ieliektiem un izliektiem durvju remonta apšuvuma profiliem pasažieru automašīnām un vieglām kravas automašīnām. Nedarbiniet bez pārtraukuma ilgāk par 5 minūtēm,
lai nepieļautu pārkaršanu.
•
INFORMĀCIJA PAR DROŠĪBU: 1. Nav ieteicams izmantot nemetāla materiālu valcēšanai. Uzņēmums „Malco Products, SBC” neuzņemas atbildību par pierīces drošumu, ja tā tiek izmantota citiem nolūkiem, nekā aprakstīts lietošanas pamācībā. 2. Izmantojiet urbjmašīnu/skrūvgriezi ar atbilstošu jaudu. 3. Pirms sastāvdaļu uzstādīšanas uz urbjmašīnas/
skrūvgrieža pārbaudiet tās vizuāli. Neizmantojiet, ja tās ir ieplaisājušas vai bojātas. 4. Nepieskarieties šķēru saspiešanas vietai. Nenoņemiet patronas plastmasas aizsargu. 5. Nodrošiniet pietiekamu apgaismojumu (200–300 luksi). 6. Valcēšanas laikā necentieties aizsniegties pārāk tālu. 7. Nepielietojiet instrumentam pārmērīgu spēku. Ja pierīces galva iesprūst, pirms tās atbrīvošanas
atlaidiet mēlīti un atvienojot strāvu. 8. Nenovietojiet barošanas vadus metāla daļu un instrumenta galvas tuvumā. 9. Vienmēr izmantojiet acu aizsarglīdzekļus. 10. Darba laikā izmantojiet aizsargcimdus. 11. Darba laikā izmantojiet dzirdes aizsarglīdzekļus.
•
APKOPE: kad valcēšana kvalitāte kļūst nepieņemama, nomainiet laktu (DHTRA).
DANE TECHNICZNE: Charakterystyka zawijania obrzeży ze stali miękkiej: Kierunkowość — prosto i w prawo, maksymalna wysokość kołnierza — 12,7 mm (1/2 cala), minimalna wysokość kołnierza — 6,35 mm (1/4 cala), siła posuwu — 89 N (20 funtów), maksymalna grubość — 0,91 mm (20 gauge), maksymalna twardość — 75 Rockwell B, maksymalna szybkość — 1,2 m/min (4 stopy/min) w przypadku
materiału o grubości 0,76 mm (22 gauge), żywotność imadła — co najmniej 122 m (400 stóp) w przypadku materiału o grubości 0,76 mm (22 gauge), wymagania dotyczące wiertarko-wkrętarki: Minimalny moment dokręcania — 40 Nm (300 funtów na cal), min. napięcie przy zasilaniu akumulatorowym — 14,4 V, maksymalny prąd przy zasilaniu sieciowym — 7 A, rozmiar uchwytu — od 6,4 mm (1/4 cala) do 12,7
mm (1/2 cala), uchwyt z szybkim mocowaniem 1/4 cala, szybkość robocza — od 500 do 2900 obr./min, temperatura robocza — od 0 do 40°C, wilgotność robocza — od 30 do 100% (wilgotność względna)
•
OPIS: Przystawka do wiertarko-wkrętarek akumulatorowych i zasilanych z sieci. Wkładki wałka napędowego do uchwytu wiertarko-wkrętarki. Teleskopowe ramię zacisku wiertarko-wkrętarki można dopasować
do długości i szerokości wiertarko-wkrętarki, umożliwiając obsługę jedną ręką. Głowica obraca się na teleskopowych ramionach, co ułatwia pozycjonowanie.
•
PRZYGOTOWANIE: Zamontować osłonę uchwytu na przystawkę. Zamontować wałek napędowy w uchwycie wiertarko-wkrętarki. Wyregulować i dociągnąć zacisk. Nie zakrywać otworów wentylacyjnych wiertarko-wkrętarki zaciskami przesuwnymi.
Poluzować przedni zacisk, obrócić głowicę do wymaganego położenia i dociągnąć zacisk.
•
OBSŁUGA: 1. Imadło jest fabrycznie ustawione na zawijanie obrzeży o grubości 3 mm (0,12 cala) na potrzeby precyzyjnego wykańczania poszycia drzwi większości modeli samochodów osobowych i mniejszych samochodów ciężarowych. (Imadło można poluzować A, wyregulować B i zacisnąć A w celu dostosowania do
specyficznych wymagań obróbki). 2. W celu zapewnienia prawidłowości operacji delikatnie pochylić krawędź poszycia drzwi C i wyrównać miejsce obróbki D. 3. Wyrównać imadło z krawędzią zewnętrzną i stroną wykończenia poszycia drzwi E. Wąska, wypolerowana głowica i imadło z polimeru ABS umożliwiają dokładne zawijanie obrzeży bez uszkadzania powierzchni wykończenia poszycia. 4. Jeżeli obrzeże nie jest
płasko ustawione lub jest pofalowane, należy zmniejszyć odstęp między klinem głowicy a imadłem. 5. Jeżeli posuw narzędzia jest utrudniony z powodu zbyt małego odstępu, należy spróbować nieznacznie go zwiększyć. 6. Jeżeli po stronie wykończenia wystąpią formy w kształcie kropli, należy nieznacznie zwiększyć odstęp (jeśli jest zbyt mały). 7. Jeżeli podczas zwijania obrzeży występują niewielkie wgniecenia
metalu, należy zwolnić przesuw. 8. Jeżeli wykańczane obrzeże drzwi, szczególnie wzdłuż dolnej krawędzi, nie jest proste, może to być spowodowane przemieszczaniem się narzędzia do przodu i do tyłu. Imadło polimerowe należy przykładać do wykończonej strony drzwi. 9. Jeżeli wzdłuż zewnętrznej krawędzi obrzeża jest widoczna linia, należy zlokalizować na korpusie śrubę regulacyjną ze strzałkami i znakami plus/
minus F i wyregulować ją tak, aby uzyskać minimalny odstęp między rolką a brzegiem imadła (rolka powinna się nadal obracać). 10. Wymontować klin G, aby usunąć nadmiar kleju z rolki. 11. Optymalne wyniki można osiągnąć przy większej prędkości obrotowej (1400–2500 obr./min). W przypadku zastosowania wolniejszej wiertarko-wkrętarki w celu uzyskania dobrych wyników należy zwolnić obroty. Zawijanie
obrzeży stosuje się w przypadku płaskich lub miękkich elementów wklęsłych oraz wypukłego poszycia drzwi samochodów osobowych i mniejszych samochodów ciężarowych. Aby uniknąć przegrzania, nie używać urządzenia nieprzerwanie przez okres dłuższy niż 5 minut.
•
UWAGI DOTYCZĄCE BEZPIECZEŃSTWA: 1. Niezalecane do zawijania materiałów niemetalowych. Firma Malco Products, SBC nie ponosi
odpowiedzialności za bezpieczeństwo użycia przystawki, jeśli jest ona używana w sposób niezgodny z przeznaczeniem, opisanym w instrukcji obsługi. 2. Należy używać wyłącznie wiertarko-wkrętarek o odpowiednich parametrach znamionowych. 3. Podzespoły należy sprawdzić wzrokowo przed zamontowaniem ich na wiertarko-wkrętarce. Nie wolno używać urządzenia, jeśli są na nim widoczne pęknięcia lub inne
uszkodzenia. 4. Unikać miejsc grożących zmiażdżeniem. Nie zdejmować plastikowej osłony uchwytu. 5. Należy upewnić się, że oświetlenie jest wystarczające (od 200 do 300 luksów). 6. Podczas zawijania obrzeży nie wolno się zbyt daleko wychylać. 7. Podczas pracy nie wolno stosować zbyt dużego nacisku na narzędzie. Jeśli głowica się zablokuje, przed przystąpieniem do próby jego uwolnienia należy zwolnić przycisk i
odłączyć zasilanie od urządzenia. 8. Kable zasilające powinny się znajdować z dala od metalu i głowicy narzędzia. 9. Należy zawsze zakładać okulary ochronne. 10. Podczas obsługi urządzenia należy nosić rękawice ochronne. 11. Podczas obsługi urządzenia należy nosić środki ochrony słuchu.
•
KONSERWACJA: Gdy jakość zawijania obrzeży nie jest zgodna z oczekiwaniami, należy zamontować imadło zamienne (DHTRA).
SPECIFICAŢII: Debit de bordurare a oţelului moale: Direcţional - linie dreaptă şi la dreapta Înălţime max. a flanşei - 12,7 mm (1/2”) Înălţime minimă a flanşei - 6,35 mm (1/4”) Forţă de avans - 89 N (20 lbs) Grosime max. - 0,91 mm (20 unităţi de măsură) Duritate max. - 75 Rockwell B Viteză max. - 1,2 m (4’) / minut în 0,76 mm (22 unităţi de măsură) Durata de viaţă a buterolei -
122 m (400’) minim în 0,76 mm (22 unităţi de măsură) Cerinţe perforator/piesă de antrenare: Cuplu min - 40 Nm (300 lbs/in), Tensiune min. fără cablu - 14,4 Volţi, Putere nominală A/C max. - 7 Amperi Capacitate mandrină - 6,4 mm (1/4”) până la 12,7 mm (1/2”), mandrină cu eliberare rapidă de 1/4”, Viteză de operare - 500 până la 2900 rpm Temperatura de operare - 0 până la
40 C Umiditatea de operare - 30 până la 100% umiditate relativă
•
DESCRIERE: Dispozitiv pentru perforatorul/piesa de antrenare fără fir sau A/C. Arborele de acţionare este introdus în mandrina de strângere a perforatorului/piesei de antrenare. Reglarea braţelor clemei telescopice a perforatorului/piesei de antrenare pentru a corespunde lungimii şi lăţimii perforatorului/piesei
de antrenare pentru a permite operarea cu o singură mână. Capul se roteşte pe braţele telescopice pentru poziţionarea dorită.
•
CONFIGURARE: Instalaţi grilajul mandrinei de strângere pe dispozitiv. Instalaţi arborele de acţionare în mandrina de strângere a perforatorului/piesei de antrenare. Reglaţi şi strângeţi clema. Nu acoperiţi orificiile de ventilare ale perforatorului/piesei de
antrenare cu mânerele de prindere glisante. Slăbiţi clema frontală, rotiţi capul în poziţia dorită şi strângeţi clema.
•
OPERARE: 1. Buterola este reglată din fabrică pentru 3 mm (0,12 ţoli) grosime de bordurare pentru a asigura înlocuirea cu precizie a placării uşii pentru majoritatea automobilelor şi a vehiculelor uşoare. (Buterola poate fi slăbită A, ajustată B şi restrânsă A pentru a
se adapta excepţiilor). 2. Înclinaţi uşor buza placării uşii C şi aplatizaţi un punct de intrare D pentru a asigura operarea lină. 3. Menţineţi buterola la acelaşi nivel cu muchia exterioară şi finisaţi partea placării uşii E. Un cap polizat îngust şi buterola de polimer ABS produce o cusătură strânsă fără a afecta partea finisată a placării. 4. Dacă bordura nu este plată sau are nervuri, reduceţi
interstiţiul dintre pană şi buterolă. 5. Dacă instrumentul este dificil de împins înainte, interstiţiul poate fi prea strâmt, încercaţi să măriţi uşor interstiţiul. 6. Dacă există o formă de lacrimă pe partea finisată, atunci măriţi uşor interstiţiul, acesta este prea strâmt. 7. Dacă există mici indentaţii în metal pe măsură ce borduraţi, reduceţi viteza. 8. Dacă bordura uşii finisate, în special de-a
lungul bazei, nu este dreaptă, este posibil ca dvs. să basculaţi unealta fie înainte, fie înapoi, buterola de polimer trebuie să fie menţinută la acelaşi nivel cu partea finisată a uşii. 9. Dacă este vizibilă o linie de-a lungul marginii exterioare a bordurii, localizaţi şurubul de ajustare a interstiţiului-săgeata minus/plus la punctul carcasei F şi ajustaţi, astfel încât să rezulte un spaţiu liber
minim între roata de fălţuit şi dispozitivul de protecţie al buterolei (roata trebuie să permită rotirea). 10. Îndepărtaţi pana G pentru a curăţa orice exces de adeziv de la roata de fălţuit. 11. Rezultate optime se obţin la viteze rpm mai mari (1400 - 2500 rpm). Dacă utilizaţi un perforator/o piesă de antrenare cu viteză mai mică, va trebui să reduceţi viteza pentru a obţine rezultate bune.
Aplicaţiile de bordurat includ profile de placare a uşilor de schimb concave şi convexe, plate sau moi, pentru automobile şi vehicule uşoare. Nu rulaţi în mod continuu pentru mai mult de 5 minute pentru a evita supraîncălzirea.
•
NOTE PRIVIND SIGURANŢA: 1. Nu este recomandat pentru bordurarea obiectelor nemetalice. Malco Products, SBC nu îşi asumă răspunderea pentru
siguranţa dispozitivului dacă acesta este utilizat într-un mod, altul decât scopul destinat, aşa cum este specificat în instrucţiunile de utilizare. 2. Utilizaţi doar un perforator/o piesă de antrenare cu capacitate nominală. 3. Inspectaţi vizual componentele înainte de a instala pe perforator/piesă de antrenare. Nu utilizaţi dacă prezintă fisuri sau dacă este rupt. 4. Evitaţi punctele sensibile.
Nu îndepărtaţi grilajul din plastic al mandrinei de strângere. 5. Asiguraţi-vă că iluminarea este suficientă (de la 200 la 300 lucşi). 6. Nu vă întindeţi pentru a efectua operaţiunea de bordurare. 7. Nu forţaţi unealta. Dacă se blochează capul, eliberaţi dispozitivul de declanşare şi deconectaţi alimentarea electrică înainte de a elibera. 8. Menţineţi cablurile de alimentare la distanţă de
metal şi capul uneltei. 9. Purtaţi întotdeauna protecţie a ochilor. 10. Purtaţi mănuşi de protecţie atunci când operaţi. 11. Utilizaţi un dispozitiv de protecţie auditivă atunci când operaţi.
•
ÎNTREŢINERE: Instalaţi buterola de schimb (DHTRA) atunci când calitatea bordurării nu mai este acceptabilă.
TECHNICKÉ ÚDAJE: Možnosti lemovania mäkkej ocele: Smerové – rovno a doprava, maximálna výška lemu – 12,7 mm (1/2”), minimálna výška lemu – 6,35 mm (1/4”), sila smerom vpred – 89 N (20 lb), maximálna hrúbka – 0,91 mm (20 gauge), maximálna tvrdosť – 75 podľa Rockwellovej stupnice B, maximálna rýchlosť – 1,2 m (4’)/minútu pri hrúbke 0,76 mm (22 gauge),
životnosť nákovy – minimálne 122 m (400’) pri hrúbke 0,76 mm (22 gauge) Požiadavky na vŕtačku/pohonnú jednotku: Minimálny moment – 40 Nm (300 lb/palec), min. napätie akumulátorovej vŕtačky – 14,4 V, max. menovitý str. prúd – 7 A, kapacita skľučovadla – od 6,4 mm (1/4”) do 12,7 mm (1/2”), 1/4” skľučovadlo s rýchlym uvoľnením, prevádzkové otáčky – 500 až 2900 ot./
min, prevádzková teplota – 0 až 40 °C, prevádzková vlhkosť – 30 až 100 % relatívnej vlhkosti vzduchu
•
POPIS: Nástavec pre bezdrôtovú alebo káblovú vŕtačku/pohonnú jednotku. Hnací hriadeľ sa zasunie do skľučovadla vŕtačky/pohonnej jednotky. Výsuvné upínacie ramená na vŕtačku/pohonnú jednotku sa prispôsobia dĺžke a šírke vŕtačky/pohonnej jednotky, aby bola možná
obsluha jednou rukou. Hlavicu je možné na teleskopických ramenách natočiť do požadovanej polohy.
•
INŠTALÁCIA: Na nástavec namontujte chránič skľučovadla. Do skľučovadla vŕtačky/pohonnej jednotky namontujte hnací hriadeľ. Upravte a utiahnite upínadlo. Pri zasúvaní čeľustí upínadla nezakryte vetracie otvory vŕtačky/pohonnej jednotky. Povoľte predné upínadlo, otočte
hlavicu do požadovanej polohy a dotiahnite upínadlo.
•
PREVÁDZKA: 1. Nákova je od výroby nastavená na hrúbku lemu 3 mm (0,12”), ktorá zaisťuje presnú výmenu plášťa dverí pri väčšine osobných vozidiel a ľahkých nákladných automobilov. (Nákovu je možné povolením A, nastavením B a opätovným dotiahnutím A prispôsobiť výnimkám pri používaní). 2. Mierne ohnite hranu
plášťa dverí C a vyrovnajte počiatočný bod D, aby bola zaistená bezproblémová prevádzka. 3. Nákovu udržiavajte zarovno s vonkajšou hranou a opracovanou stranou plášťa dverí E. Úzka leštená hlava a nákova z ABS polyméru vytvárajú pevné švy bez poškodenia opracovanej strany plášťa. 4. Ak nie je lem plochý alebo je vlnitý, zmenšite vôľu medzi klinom a nákovou. 5. Ak nie je
možné nástrojom ľahko pohybovať dopredu, môže byť vôľa príliš malá. Skúste mierne zväčšiť vôľu. 6. Ak vzniká na opracovanej strane slzovitý tvar, je vôľa príliš malá a je nutné ju zväčšiť. 7. Ak pri lemovaní vznikajú malé zárezy v kove, je nutné spomaliť. 8. Ak nie je opracovaný lem dverí rovný, najmä pozdĺž spodnej časti, pravdepodobne príliš nakláňate nástroj dopredu alebo
dozadu. Polymérová nákova musí byť vždy zarovno s opracovanou stranou dverí. 9. Ak pozdĺž vnútorného okraja lemu vzniká viditeľná čiara, vyhľadajte na puzdre nastavovaciu skrutku pre medzeru so šípkami plus/mínus F a nastavte ju tak, aby medzera medzi lemovacím kolesom a oddeľovačom nákovy bola minimálna (koleso sa však musí dať naďalej otáčať). 10. Demontujte
klin G a odstráňte z lemovacieho kolesa prebytočné lepidlo. 11. Optimálne výsledky dosiahnete pri vyšších otáčkach (1400 – 2500 ot./min). Ak používate pomalšiu vŕtačku/pohonnú jednotku, na dosiahnutie dobrých výsledkov budete musieť pracovať pomalšie. Lemovanie je možné využiť pre ploché alebo mierne konkávne a konvexné náhradné profily plášťov dverí pre osobné
vozidlá a ľahké nákladné automobily. Nerežte súvisle dlhšie ako 5 minút. Inak môže dôjsť k prehriatiu.
•
BEZPEČNOSTNÉ UPOZORNENIA: 1. Neodporúča sa používať na lemovanie iných než kovových materiálov. Spoločnosť Malco Products, SBC nenesie žiadnu zodpovednosť za bezpečnosť nástavca, ak sa použije iným spôsobom než na jeho pôvodný účel stanovený v návode na
použitie. 2. Používajte iba vŕtačku/pohonnú jednotku spĺňajúcu technické parametre. 3. Pred nasadením na vŕtačku/pohonnú jednotku vykonajte vizuálnu kontrolu súčastí. Ak je nástavec zlomený alebo má praskliny, nepoužívajte ho. 4. Vyhnite sa pricviknutiu. Neodstraňujte plastový chránič skľučovadla. 5. Zabezpečte dostatočné osvetlenie (200 až 300 luxov). 6. Pri lemovaní sa
príliš nepredkláňajte. 7. Pri lemovaní nevyvíjajte nadmerný tlak. Ak sa hlava zasekne, pred jej uvoľnením pustite spúšť a odpojte napájanie. 8. Káble musia byť mimo kovových častí a hlavy nástroja. 9. Vždy používajte ochranu zraku. 10. Pri rezaní noste ochranné rukavice. 11. Počas prevádzky používajte ochranu sluchu.
•
ÚDRŽBA: Ak dôjde k zníženiu kvality lemovania, použite
náhradnú nákovu (DHTRA).
TEHNIČNI PODATKI: Zmogljivost robljenja ogljikovega jekla: Usmerjeno v ravni črti, v desno: največja višina roba – 12,7 mm (1/2”); najmanjša višina roba – 6,35 mm (1/4”); vzdolžna sila – 89 N (20 lbs); največja debelina – 0,91 mm (20 gauge); največja trdota – 75 po Rockwellovi lestvici B; največja hitrost – 1,2 m (4’)/min pri jeklu debeline 0,76 mm (22 gauge); življenjska doba
nakovala – najmanj 122 m (400’) pri jeklu debeline 0,76 mm (22 gauge). Tehnične zahteve za vrtalnik/vijačnik: Najmanjši navor – 40 Nm (300 lbs/in); najmanjša napetost baterijskega delovanja – 14,4 V; največja jakost izmeničnega toka – 7 A; premer vpenjala – od 6,4 mm (1/4”) do 12,7 mm (1/2”), vpenjalo s hitro menjavo; hitrost delovanja – od 500 do 2900 vrt./min; delovna
temperatura – od 0 do 40 °C; delovna vlažnost – od 30 do 100 % relativne vlažnosti
•
OPIS: Nastavek za vrtanje/vijačenje za baterijski ali električni vrtalnik/vijačnik. Pogonska gred se vpne v vpenjalno glavo vrtalnika/vijačnika. Teleskopski roki za pritrditev na vrtalnik/vijačnik se prilagodita dolžini in širini vrtalnika/vijačnika ter omogočata delo z eno roko. Glava se na teleskopskih
rokah zavrti za želeni položaj.
•
NAMESTITEV: Namestite varovalo glave na priključek. Pogonsko gred vstavite v vpenjalno glavo vrtalnika/vijačnika. Prilagodite in privijte spono. Z drsnima rokama spone ne pokrijte prezračevalnih rež vrtalnika/vijačnika. Popustite sprednjo spono, zavrtite glavo v želeni položaj in zategnite spono.
•
DELOVANJE: 1. Nakovalo je tovarniško nastavljeno
za debelino roba 3 mm (.12-in), da omogoča natančno zamenjavo zunanje pločevine vrat večine osebnih avtomobilov in lahkih tovornjakov. (Nakovalo je mogoče odviti A, nastaviti B in ponovno pritrditi A za prilagajanje izjemam). 2. Rob zunanje pločevine vrat rahlo nagnite C, da zagotovite poravnavo orodja D in gladko delovanje. 3. Nakovalo naj bo poravnano z zunanjim robom
in zunanjo ploskvijo zunanje pločevine vrat E. Z ozko polirano glavo in nakovalom iz polimera ABS ustvarite tesen spoj, ne da bi poškodovali zunanjo ploskev zunanje pločevine vrat. 4. Če rob ni enakomeren ali je naguban, zmanjšajte razdaljo med klinom in nakovalom. 5. Če je orodje zaradi pretesne razdalje težko premikati naprej, razdaljo malo povečajte. 6. Če so na zunanji strani
vdrti odtisi, razdaljo malo povečajte, ker je premajhna. 7. Če med robljenjem opazite vdrtine v pločevini, delajte počasneje. 8. Če rob vrat, zlasti njegov spodnji del, ni raven, je zelo verjetno, da orodje nagibate naprej ali nazaj. Nakovalo iz polimera mora biti poravnano z zunanjo ploskvijo vrat. 9. Če je na zunanjem delu roba videti črto, na ohišju poiščite nastavitveni vijak za razmik,
označen s »+/-«, točka F, in ga prilagodite tako, da bo razmik med stiskalnim kolescem in pregrado nakovala čim manjši (kolesce se mora še vedno vrteti). 10. Če je treba s stiskalnega kolesca odstraniti ostanke veziva, odstranite klin G. 11. Orodje je najučinkovitejše pri višjih vrtilnih hitrostih (1400–2500 vrt./min). Če uporabljate počasnejši vrtalnik/vijačnik, morate delati počasneje,
da zagotovite ustrezno kakovost izdelka. Predvidena uporaba orodja za robljenje je za plosko oziroma rahlo konveksno ali konkavno nadomestno pločevino za vrata osebnih vozil in lahkih tovornjakov. Orodja ne uporabljajte neprekinjeno več kot 5 minut, da ne pride do pregrevanja.
•
VARNOSTNI NAPOTKI: 1. Ne priporočamo robljenja nekovinskih materialov. Malco Products, SBC
ne prevzema odgovornosti za varnost nastavka, če se ta uporablja kakor koli drugače kot za predvideni namen, ki je opisan v navodilih za uporabo. 2. Uporabljajte samo vrtalnik/vijačnik z ustreznimi nazivnimi vrednostmi. 3. Pred namestitvijo na vrtalnik/vijačnik preglejte sestavne dele. Nastavka ne uporabljajte, če je kateri koli del počen ali zlomljen. 4. Pazite, da si ne priščipnete
prstov. Ne odstranite plastičnega varovala vpenjalne glave. 5. Delo izvajajte pri ustrezni svetlobi (od 200 do 300 lx). 6. Med robljenjem se ne nagibajte preveč naprej. 7. Ne režite na silo. Če se glava zagozdi, sprostite stikalo in odklopite napajalni kabel, nato pa sprostite glavo. 8. Kable umaknite stran od obdelovanca in glave orodja. 9. Vedno uporabljajte zaščitna očala. 10. Pri delu
uporabljajte zaščitne rokavice. 11. Pri delu uporabljajte glušnike.
•
VZDRŽEVANJE: Ko kakovost robljenja ni več ustrezna, zamenjajte nakovalo (DHTRA).
SPECIFIKACIJE: Kapaciteti porubljivanja za meki čelik: Usmereno – pravo i udesno Maks. visina prirubnog spoja – 12,7 mm (1/2”) Min. visina prirubnog spoja – 6,35 mm (1/4”) Sila sečenja unapred - 89 N (20 lbs) Maks. debljina - 0,91 mm (kalibar 20) Maks. čvrstina - 75 Rockwell B Maks. brzina - 1,2 m (4’) / minuti za debljinu od 0,76 mm (kalibar 22) Radni vek nakovnja - minimalno
122 m (400’) za debljinu od 0,76 mm (kalibar 22) Zahtevi u vezi bušilice/odvijača: Min. obrtni moment - 40 Nm (300 lbs/in), Min. napon baterije - 14,4 V, Maks. nazivna naizmenična struja - 7 A, Kapacitet stezne glave - 6,4 mm (1/4”), do 12,7 mm (1/2”), sa 1/4 in. steznom glavom sa funkcijom brzog otvaranja, Radna brzina - 500 do 2900 o/min, Radna temperatura - 0 do 40 C,
Radna vlažnost - 30 do 100% RV
•
OPIS: Dodatak bušilice/odvijača za baterijsku ili električnu bušilicu/odvijač. Pogonska osovina ulazi u steznu glavu bušilice/odvijača. Teleskopske ručke držača bušilice/odvijača se prilagođavaju dužini i širini bušilice/odvijača za rukovanje jednom rukom. Glava se okreće na teleskopskim ručkama radi željenog pozicioniranja.
•
PODEŠAVANJE:
Postavite štitnik stezne glave na dodatak. Postavite pogonsku osovinu u steznu glavu bušilice/odvijača. Podesite i pritegnite držač. Ne prekrivajte ventilacione otvore bušilice/odvijača kliznim hvatačima držača. Olabavite prednje držače, okrenite glavu u željeni položaj i pritegnite držač.
•
RAD: 1. Nakovanj je fabrički podešen za debljinu ruba 3 mm (0,12-in) kako bi se obezbedila
precizna zamena oplate vrata za većinu putničkih automobila i lakih kamiona. (Nakovanj se može olabaviti A, podesiti B i ponovo stegnuti A kako bi se omogućili izuzeci). 2. Blago savijte rub oplate vrata C i poravnajte mesto ulaska u alat D kako bi se obezbedio rad bez prekida. 3. Poravnajte nakovanj sa spoljnom ivicom i završite jednu stranu oplate vrata E. Uska polirana glava
i nakovanj od ABS polimera proizvode čvrst rub bez sastavljanja završene strane oplate. 4. Ako porub nije postavljen poravnato ili ima nabore, smanjite zazor između klina i nakovnja. 5. Ako se alat teško pomera prema napred, moguće je da je zazor premali, pa probajte da ga malo povećate. 6. Ako se na završenoj strani pojavi oblik kapi malo povećajte zazor, jer je previše mali.
7. Ako se prilikom porubljivanja u metalu javljaju mala udubljenja, usporite. 8. Ako završeni porub vrata, posebno u donjem delu, nije ravan, verovatno naginjete alat unapred ili unazad, jer je nakovanj od polimera potrebno držati u ravni sa završenom stranom vrata. 9. Ako je linija vidljiva duž spoljašnje ivice poruba, pronađite zavrtanj za podešavanje (povećanje/smanjenje) zazora
na kućištu F i podesite tako da između točkića za ravnanje i ograde nakovnja postoji minimalan zazor (točkić bi trebalo da se okreće). 10. Uklonite klin G da biste očistili višak lepka sa točkića za ravnanje. 11. Optimalni rezultati se postižu pri većim brzinama alata (1400 – 2500 o/min). Ako koristite sporiju bušilicu/odvijač, moraćete da radite sporije da biste dobili dobre rezultate.
Primene za porubljivanje uključuju ravne ili blago udubljene ili ispupčene profile oplate zamenskih vrata za putnička vozila i lake kamione. Ne koristite neprekidno duže od 5 minuta kako bi se sprečilo pregrevanje.
•
BEZBEDNOSNE NAPOMENE: 1. Ne preporučuje se za porubljivanje nemetala. Malco Products, SBC ne preuzima nikakvu odgovornost za bezbednost alata, ako se
on koristi na bilo koji način koji je različit od namenjenog, kao što je navedeno u uputstvu za upotrebu. 2. Koristite samo bušilicu/odvijač nazivne snage. 3. Vizuelno pregledajte delove pre nego što ih instalirate na bušilicu/odvijač. Ne koristite naprsle ili polomljene delove. 4. Izbegavajte uklještenje ruku. Ne uklanjajte plastične štitnike stezne glave. 5. Vodite računa o adekvatnom
osvetljenju (200 do 300 Lux). 6. Ne naginjite se previše da biste obavili porubljivanje. 7. Ne koristite alat na silu. Ako se glava blokira, pre oslobađanja otpustite sklopku i isključite napajanje. 8. Kablove za napajanje držite dalje od metala i glave alata. 9. Uvek nosite zaštitu za oči. 10. Tokom rada nosite zaštitne rukavice. 11. Tokom rada nosite zaštitu za sluh.
•
ODRŽAVANJE: Instalirajte
zamenski nakovanj (DHTRA) u slučaju da kvalitet porubljivanja više nije prihvatljiv.
ÖZELLİKLER: Yumuşak çelikte Kenar Katlama Kapasiteleri: Yönlü - düz çizgi ve sağa Flanş Maks. Yüksekliği – 12,7 mm (1/2”) Min. Flanş Yüksekliği – 6,35 mm (1/4”) İleri Kuvvet -89 N( 20 lbs) Maks. Kalınlık – 0,91 mm (20’lik) Maks. Sertlik - 75 Rockwell B Maks. Hız – 0,76 mm (22’likte) 1,2 m (4’) / dakika Örs Ömrü – 0,76 mm (22’likte) minimum 122 m (400’) Matkap/vidalama
ataşman Gereksinimleri: Minimum Tork - 40 Nm (300 lbs/inç), Minimum Kablosuz Volt - 14,4 volt, Maks A/C Güç Değeri - 7 amper, Ayna Kapasitesi - 6,4 mm (1/4”) ila 12,7 mm (1/2”), 1/4” çabuk açılan ayna, Çalışma Hızı - 500 ila 2900 RPM, Çalışma Sıcaklığı - 0 ila 40 C, Çalışma Nemliliği - %30 ila % 100 göreli nem
•
TANIM: Kablosuz ya da A/C matkap/vidalama ataşmanı. Tahrik
mili, matkap/vidalama aynasına takılır. Teleskopik matkap/vidalama kelepçe kolları tek elle çalışmaya izin vermek için matkabın takma uzunluğu ve genişliğine ayarlanır. Arzu edilen konumlama için kafa teleskopik kollarda döner.
•
KURULUM: Ayna korumasını ataşmanın üzerine takın. Tahrik milini matkap/vidalama ataşman aynasının içine geçirin. Kelepçeyi ayarlayıp sıkın.
Kayar kelepçe tutamakları ile matkap/vidalama deliklerini kapatmayın. Kelepçeyi ileri doğru gevşetin, kafayı istenen konuma döndürün ve kelepçeyi sıkın.
•
ÇALIŞTIRMA: 1. Örs, çoğu binek otomobil ve pikaplarda hassas kapı paneli değişimini sağlamak amacıyla 3 mm (0,12 inç) kenar kalınlığına fabrika ayarlıdır. (İstisnalara cevap verebilmek için, örs gevşetilebilir A ayarlanabilir
B ve yeniden sıkılabilir). 2. Düzgün çalışmayı sağlamak için kapı panelinin C ucuna hafifçe açı verin ve sorunsuz çalışmadan emin olmak için giriş noktasını D düzleştirin. 3. Örsü kapı panelinin dış kenarına ve bitirme yüzüne aynı seviyede olacak şekilde yaslayın E. Bir ensiz cilalı kafa ve ABS polimer örs panelin bitirme tarafında bozukluk olmaksızın sıkı bir dikiş oluşturur. 4. Kenar
düz durmuyorsa ya da dalgalanmalar varsa, kama ile örs arasındaki boşluğu azaltın. 5. Takımı ileri itmek zorsa boşluk çok az olabilir, hafifçe boşluğu biraz artırmayı deneyin. 6. İç tarafta bir damla şekli varsa boşluk çok azdır, bu yüzden boşluğu biraz artırın. 7. Kenar katlama yaparken metalde küçük girintiler varsa, biraz yavaşlayın. 8. İç kapı kenar katlamaları ve özellikle alt kısım
düzgün değilse, aleti öne ya da arkaya eğiyorsunuzdur, polimer örsün kapının iç kısmıyla aynı hizada olması gerekir. 9. Katlamanın dış kenarında bir çizgi görülüyorsa, yuvanın F ilgili noktasında artı/eksi ok-boşluk ayar vidasını bulun ve dikiş tekerleği ile örs siperi arasında minimum boşluk olacak şekilde ayarlama yapın (tekerlek yine dönmelidir). 10. Dikiş tekerinden fazla tutkalı
temizlemek için kamayı G çıkarın. 11. Daha yüksek rpm hızlarında ideal sonuçlar elde edilir (1400 - 2500 rpm). Daha yavaş bir matkap/vidalama ataşmanı kullanıyorsanız iyi sonuçlar elde etmek için yavaş gitmeniz gerekecektir. Kenar katlama uygulamaları arasında, binek araçlar ve pikapların düz ya da yumuşak konkav ve konveks yedek kapı sacı profilleri yer alır. Aşırı ısınmayı
önlemek için 5 dakikadan uzun süre çalıştırmayın.
•
GÜVENLİK NOTLARI: 1. Metal dışı malzemelerin kenar katlaması için önerilmez. Malco Products, SBC, kullanım talimatlarında belirtilen tasarım amacı dışında kullanılırsa ataşmanın güvenliğinden sorumlu tutulamaz. 2. Sadece sınıflandırılmış matkap/vidalama teçhizatını kullanın. 3. Matkap/vidalama ataşmanına takmadan
önce parçaları gözden geçirin. Çatlak ya da kırık varsa kullanmayın. 4. Sıkışma noktalarından kaçının. Plastik ayna korumasını sökmeyin. 5. Aydınlatmanın yeterli olduğundan emin olun (200 ila 300 Lüks). 6. Kenar katlama işlemini yaparken çok uzak bir noktaya erişmeye çalışmayın. 7. Takımı zorlamayın. Kesme kafası sıkışırsa tetiği serbest bırakın ve sökümden önce gücü kesin.
8. lektrik kablolarını metal ve takım kafasından uzak tutun. 9. Daima göz koruması kullanın. 10. Çalışma sırasında koruyucu eldivenler takın. 11. Çalışma sırasında işitme koruması kullanın.
•
BAKIM: Kenar katlama kalitesi artık uygun düzeyde değilse yedek örsü (DHTRA) takın.
SPECIFICHE: Capacità di bordatura su acciaio dolce: Direzionale – diritta e a destra Altezza massima del bordo – 12,7 mm (1/2”) Altezza minima del bordo – 6,35 mm (1/4”) Forza in avanti - 89 N (20 lb) Spessore massimo - 0,91 mm (20 ga.) Durezza massima - 75 Rockwell B Velocità massima - 1,2 m (4’) / minuto in 0,76 mm (22 ga.) Durata dell’incudine - 122 m (400’)
minimi in 0,76 mm (22 ga.) Requisiti del trapano/avvitatore a impulsi: Coppia di serraggio minima – 40 Nm (300 lb/in.) Tensione minima cordless – 14,4 V Potenza C/A massima - 7 amp Capacità mandrino da 6,4 mm (1/4 in.)a 12,7 mm (1/2 in.) - Mandrino da 1/4 in. a rilascio rapido Velocità di funzionamento – da 500 a 2900 giri/minuto Temperatura di funzionamento –
da 0 a 40°C - Umidità di funzionamento – da 30 a 100% UR • DESCRIZIONE: Accessorio cesoia per trapano a batteria o per trapano/avvitatore ad impulsi a C/A. L’albero motore si inserisce nel mandrino del trapano. I bracci morsetto telescopici si regolano per eguagliare la lunghezza e la larghezza dell’alloggiamento del trapano/avvitatore ad impulsi e consentire l’utilizzo
con una sola mano. La testa ruota sui bracci telescopici per regolare la posizione. • INSTALLAZIONE: Installare la protezione del mandrino sull’accessorio. Installare l’albero motore nel mandrino del trapano/avvitatore ad impulsi. Regolare e serrare il morsetto del trapano. Non coprire i fori di aerazione del trapano con le impugnature scorrevoli del morsetto. Allentare il
morsetto anteriore, ruotare la testa alla posizione desiderata e serrare il morsetto. • FUNZIONAMENTO: 1. L’incudine è regolata in fabbrica per un bordo da 3 mm (12 in.) di spessore per garantire una sostituzione precisa della carrozzeria delle portiere per gran parte degli autoveicoli e furgoni. (L’incudine può essere allentata A, regolata B e riserrata A per adattarsi a ogni
esigenza). 2. Piegare leggermente il labbro della carrozzeria della portiera C e appiattire un punto di ingresso D per facilitare le operazioni. 3. Tenere l’incudine a filo con il bordo esterno e il lato di finitura della carrozzeria della portiera E. La testa sottile e levigata e un’ incudine in polimeri ABS producono una giunzione a tenuta stagna senza graffiare il lato rifinito della
portiera. 4. Se il bordo non rimane piatto o se ha delle increspature, ridurre lo spazio tra il cuneo e l’incudine. 5. Se risulta difficile spingere in avanti l’attrezzo, lo spazio potrebbe essere troppo ristretto; in tal caso è bene cercare di aumentarlo leggermente. 6. Se sul lato di finitura compare una forma a lacrima, aumentare leggermente lo spazio poiché è troppo ristretto. 7. Se
nel metallo compaiono piccole cavità durante la bordatura, rallentare. 8. Se il bordo della portiera finitura, specialmente lungo la parte inferiore, non è diritto è probabile che si stia inclinando l’attrezzo in avanti o all’indietro; l’incudine in polimero deve essere tenuta a filo del lato di finitura dello sportello. 9. Se lungo il bordo esterno della bordatura è visibile una linea, cercare
la vite di regolazione con una freccia più/meno sul punto del vano F e regolarla in modo che ci sia uno spazio minimo tra la rotella di aggraffatura e la recinzione dell’incudine (la rotella deve comunque girare). 10. Rimuovere il cuneo G per rimuovere eventuale colla in eccesso dalla rotella di aggraffatura. 11. A velocità superiori (1400 – 2500 giri al minuto) si ottengono i
risultati ottimali. Se si usa un trapano più lento, sarà necessario rallentare l’operazione per ottenere buoni risultati. Le applicazioni di bordatura includono la sostituzione piatta o leggermente concava o convessa di profili di carrozzeria delle portiere per autoveicoli e furgoni. Non operare per oltre 5 minuti senza interruzioni per evitare il surriscaldamento. • INFORMAZIONI
SULLA SICUREZZA: 1.Non indicato per la bordatura di materiali non metallici. Malco Products, SBC non si assume responsabilità per la sicurezza dell’accessorio se utilizzato in modi diversi da quelli indicati nelle istruzioni d’uso. 2. Usare solo trapani/avvitatori a impulsi certificati. 3. Ispezionare visivamente i componenti prima di installarli sul trapano. Non usare se sono
presenti crepe o rotture. 4. Fare attenzione ai punti di pizzicatura. Non rimuovere la protezione di plastica del mandrino. 5. Accertarsi che l’illuminazione sia sufficiente (da 200 a 300 lux). 6. Non sporgersi durante le operazioni di bordatura. 7. Non forzare l’attrezzo. Se la lama si inceppa,rilasciare il grilletto e staccare l’alimentazione prima di liberare la lama. 8. Tenere i cavi
di alimentazione a distanza dal metallo e dalla testa dell’attrezzo. 9. Indossare sempre occhiali protettivi. 10. Indossare guanti protettivi durante l’uso. 11 Utilizzare una protezione per l’udito durante l’uso. MANUTENZIONE: Installare l’incudine sostitutiva (n. DHTRA) quando la qualità della bordatura non è più accettabile.
SPECIFICATIES: Omzomingsvermogen in zacht staal: Richting – rechte lijn en naar rechts, Max. flenshoogte – 12,7 mm (1/2”), Min. flenshoogte - 6,35 mm (1/4”), Voorwaartse kracht – 89 N (20 lbs), Max. dikte – 0,91 mm (20 kaliber), Max. hardheid - 75 Rockwell B, Max. snelheid – 1,2 m (4’) / minuut in 0,76 mm (22 kaliber), Levensduur van Aambeeld– 122 m
(400’) minimum in 0,76 mm (22 kaliber), Schroef-/boorbenodigdheden: Min draaimoment - 40 Nm (300 lbs/in), Min draadloos voltage – 14,4 Volt, Max A/C vermogen - 7 A, capaciteit boorkop - 6,4 mm (1/4”), tot 12,7 mm (1/2”), 1/4” snelkoppeling boorkop, Bedrijfssnelheid – 500 tot 2900 tpm, Bedrijfstemperatuur - 0 tot 40 C, Bedrijfsvochtigheid - 30 tot 100%
RV • OMSCHRIJVING: Schroef-/booropzet voor draadloze of A/C schroef-/boormachine. Aandrijfschacht wordt in de schroef-/boorkop geplaatst. Telescopische boorklemarmen passen zich in de lengte en breedte aan, om eenhandig te kunnen werken. Boorkop draait op de telescopische boorklemarmen om de gewenste positie te verkrijgen. • INSTALLATIE:
Installeer de boorkopbescherming op de opzet. Installeer de aandrijfas op de schroefboorkop. Pas de klem aan en draai deze vast. Bedek de luchtopeningen van de schroef-/boormachine niet met de verschuivende klemgrepen. Maak de voorwaartse klem los, draai de kop in de gewenste positie en draai de klem weer vast. • WERKING: 1. Aambeeld is in de
fabriek afgesteld voor een zoomdikte van 3 mm (12 in.) om een nauwkeurige vervanging van deurbekleding te garanderen voor de meeste personenauto’s en lichte vrachtwagens. (Aambeeld kan worden losgemaakt A, versteld B en opnieuw worden vastgemaakt A om uitzonderingen mogelijk te maken). 2. Buig de rand van de deurbekleding licht C en maak
een invoerpunt glad D om een goede werking te garanderen. 3. Houd het aambeeld op gelijke hoogte tegen de buitenste rand en werk de zijkant van de deurbekleding af E. Een aambeeld van ABS-polymeer met een smalle geslepen kop produceert een strakke naad zonder ontsierende afwerking kant van de bekleding. 4. Als de zoom niet plat ligt of plooien
heeft, verminder dan de speling tussen de zoom en de kaak. 5. Als het gereedschap moeilijk vooruit te duwen is, kan er te weinig speling zijn, probeer meer speling te creëren. 6. Als er een traanvorm te zien is op de afgewerkte kant, verhoog de speling dan iets, het is te strak. 7. Als er kleine inkepingen in het metaal te zien zijn tijdens het zomen, werk dan
langzamer. 8. Als de voltooide deurzoom, met name langs de bodem, niet recht is, dan is de machine mogelijk naar voren of achteren gekanteld. De polymeren kaak moet parallel worden gehouden aan de afgewerkte kant van deur. 9. Als er een lijn zichtbaar is langs de buitenste rand van de zoom, zoek dan naar de plus/minus stelschroef met ingegoten pijl op
de punt van de behuizing F en pas deze zodanig aan dat er een minimale speling is tussen het zoomwiel en de rand van het aambeeld (wiel moet nog steeds draaien). 10. Verwijder de wig G om overtollige lijm van het zoomwiel te verwijderen. 11. Optimale resultaten worden bereikt met hogere tpm-snelheden (1400 – 2500 tpm). Als er een langzamere schroef-/
boormachine wordt gebruikt, moet langzamer worden gewerkt om goede resultaten te verkrijgen. Zoomapplicaties bevatten vlakke of licht holronde en bolle vervangende deurbekledingprofielen voor personenauto’s en lichte vrachtwagens. Niet langer dan 5 minuten aaneengesloten gebruiken om oververhitting te voorkomen. • VEILIGHEIDSOPMERKINGEN:
1. Niet aanbevolen voor omzomen van niet-metalen. Malco Products, SBC is niet aansprakelijk voor de veiligheid van de opzet als hij op een wijze wordt gebruikt anders dan het beoogde doel zoals gespecificeerd in de gebruiksaanwijzing. 2. Gebruik alleen een goedgekeurde schroef-/boormachine. 3. Inspecteer alle onderdelen alvorens deze op de schroef-/
boormachine te installeren. Niet gebruiken indien gebarsten of gebroken. 4. Voorkom knelpunt. De plastic boorkopbescherming niet verwijderen. 5. Zorg voor voldoende verlichting (200 tot 300 lux). 6. Niet overstrekken bij het omzomen. 7. Het gereedschap niet forceren. Als de kop vastloopt, haalt u de trekker los en schakelt u de stroom uit alvorens het losmaken.
8. Houd stroomkabels uit de buurt van metaal en kop van het gereedschap. 9. Draag altijd oogbescherming. 10. Draag tijdens het werken beschermende kleding. 11. Gebruik tijdens het werken gehoorbescherming. • ONDERHOUD: Installeer een nieuw aambeeld (DHTRA) als de zoomkwaliteit niet langer acceptabel is.
SPESIFIKASJONER: Kantekapasitet i lavkarbonstål: Klipperetning – rett frem og til høyre; Maksimal flenshøyde – 12,7 mm (1/2”); Minimal flenshøyde – 6,35 mm (1/4”); Fremoverrettet klippekraft – 89 N (20 lbs); Maksimal tykkelse – 0,91 mm (20 gauge); Maksimal hardhet – 75 Rockwell B; Maksimal hastighet 1,2 m (4’) / minutt i 0,76 mm (22 gauge) –
Levetid for ambolt – 122 m (400’) minimum i 0,76 mm (22 gauge) Krav for drill/skrutrekker: Minimum dreiemoment – 40 Nm (300 lbs/in); Minimum batterispenning – 14,4 volt; Maksimalt vekselstrømsnivå – 7 A; Minimum chuck-kapasitet – 6,4 mm (1/4”) til 12,7 mm (1/2”); 1/4” hurtigkoblings-chuck; Arbeidshastighet – 500 til 2 900 omdreininger/
minutt; Arbeidstemperatur – 0 til 40 °C; Fuktighetsnivå – 30 til 100 % RH • BESKRIVELSE: Kutteutstyr for batteridrevet eller nettdrevet bore-/skrumaskin. Drivakselen settes inn i bore-/skru-chucken. De teleskopiske festearmene justerer seg til å passe bore-/skrumaskinens lengde og bredde for å muliggjøre betjening med kun én hånd. Hodet roterer
på teleskoparmer for ønsket posisjonering. • OPPSETT: Installer chuck-vakten på verktøyet. Installer drivakselen i bore- / skru-chucken. Juster og stram klemmen. Pass på at ikke bore-/skrumaskinens ventilasjons åpninger dekkes til av gripeklemmene. Løsne forover-klemmen, roter hodet til ønsket posisjon og stram klemmen. • DRIFT: 1. Ambolten er
fabrikkjustert for 0,12-in (3 mm) kanttykkelse for å sørge for presis utskiftning til de fleste personbiler og lette trucker. (Ambolten kan løsnes A, justeres B og strammes A for å tilpasse til unntak). 2. Vinkle dørtrekket noe C og jevn ut et inngangspunkt D for å sørge for jevn drift. 3. Hold ambolten tett inntil den ytre kanten og fullfør siden av dørtrekket E. Et
smalt, polert hode og ambolt i ABS-polymer produserer en tett søm uten merker. 4. Dersom kanten ikke flater seg ut eller har rynker, reduser avstanden mellom kilen og ambolten. 5. Dersom verktøyet er vanskelig å skyve fremover, kan avstanden være for stram. Prøv med en liten økning. 6. Dersom det oppstår en dråpeform på fremsiden er avstanden for
stram. Øk avstanden noe. 7. Dersom det oppstår små innsenkninger i metallet mens du kanter, senk hastigheten. 8. Dersom den ferdige dørkanten, særlig langs bunnen, ikke er rett, er det sannsynlig at du enten bikker verktøyet fremover eller bakover. Polymerambolten bør holdes tett inntil den ferdige dørsiden. 9. Dersom en linje er synlig langs den ytre
delen av kanten, finn justeringsskruen (pluss/minus) F og juster slik at det er minimal klaring mellom falsehjulet og amboltsperren (hjulet må fortsatt kunne dreie). 10. Fjern kilen G for å rengjøre overflødig lim fra falsehjulet. 11. Optimale resultater oppnås ved høyere hastigheter (1 400–2 500 rpm). Dersom du bruker en langsommere drill/skrutrekker må
du arbeide langsommere for å oppnå gode resultater. Kanteapplikasjoner inkluderer flate eller mildt konkave og konvekse dørtrekkprofiler for personbiler og lette trucker. Unngå overoppheting ved å begrense sammenhengende arbeidstid til 5 minutter. • SIKKERHETSVARSLER: 1. Anbefales ikke til kanting av materialer som ikke er metall. Malco Products,
SBC tar ikke ansvar for sikkerheten dersom utstyret er brukt på noen annen måte enn for det tiltenkte formålet som er spesifisert i bruksanvisningen. 2. Bruk kun bore-/skrumaskin med godkjente data. 3. Inspekter komponentene visuelt før de installeres på bore-/ skrumaskinen. Benytt ikke utstyret dersom det er sprekker eller brudd i det. 4. Unngå
kutteområdet. Ikke fjern plastbeskyttelsen for chucken. 5. Sørg for tilstrekkelig belysning (200 til 300 Lux). 6. Ikke strekk deg for å utføre kanting. 7. Ikke tving verktøyet. Dersom hodet låser seg, slipp opp knappen og trekk ut strømkabelen før frigjøring. 8. Hold strømkabler borte fra metall og verktøyhodet. 9. Alltid bruk øyevern. 10. Bruk beskyttelseshansker
når utstyret brukes. 11. Bruk hørselbeskyttelse når utstyret er i bruk. • VEDLIKEHOLD: Monter ny ambolt (DHTRA) når kvaliteten på kantingen ikke lenger er tilfredsstillende.
ESPECIFICAÇÕES: Capacidade de fazer bainhas em aço macio: Direcional: em linha reta e para a direita. Altura máx. do flange: 12,7 mm (1/2 pol). Altura mín. do flange: 6,35 mm (1/4 pol). Força dianteira: 89 N (20 libras). Espessura máx.: 0,91 mm (calibre 20). Dureza máx.: 75 Rockwell B. Velocidade máx.: 1,2 m (4’) / minuto com 0,76 mm (calibre
22). Duração da bigorna: 122 m (400’) mínimo com 0,76 mm (calibre 22). Requisitos do berbequim/impulsor: Torção mín: 40 Nm (300 libra/pol). Volts mín. sem fios: 14,4 volts. Classificação máx. do corte CA: 7 ampères. Capacidade do mandril: 6,4 mm (1/4 pol) a 12,7 mm (1/2 pol), mandril de liberação rápida, Velocidade operacional: 500 a 2900 RPM.
Temperatura operacional: 0 a 40 ºC. Umidade operacional: 30 a 100% HR. • DESCRIÇÃO: Acessório para perfurar com berbequim/impulsor sem fio ou com corrente CA. A haste do veio é inserida no veio do berbequim//impulsor. Os braços telescópicos do grampo do berbequim/impulsor ajustam-se ao comprimento e largura do berbequim/impulsor
para permitir uma operação só com uma mão. A cabeça gira sobre os braços telescópicos para o posicionamento desejado. • CONFIGURAÇÃO: Instale a proteção do mandril no acessório. Instale a haste do veio sobre o mandril do berbequim/impulsor. Ajuste e aperte o grampo. Não tape as aberturas de ventilação do berbequim/impulsor com as pegas
deslizantes do grampo. Desaperte o grampo dianteiro, gire a cabeça para a posição desejada e ajuste o grampo. • OPERAÇÃO: 1. A bigorna é ajustada na fábrica para ter uma espessura de bainha de 3 mm (12 pol), a fim de garantir a precisão na substituição de exteriores de portas para a maioria dos automóveis de passageiros e dos caminhões leves. (A
bigorna pode desapertar-se A, ajustar-se B e apertar-se novamente A para se adaptar as exceções). 2. Dobre levemente o borde do exterior da porta C e aplane um ponto de entrada D para assegurar uma boa operação. 3. Mantenha a bigorna rente contra a margem externa e o lado acabado do exterior da porta E. A cabeça polida pequena e a bigorna de
polímero de ABS produzem uma costura firme sem unir o lado acabado do exterior. 4. Se a bainha não estiver horizontal ou tiver ondas, reduza a folga entre a cunha e a bigorna. 5. Se a ferramenta for difícil de empurrar para frente, a folga pode ficar muito apertada. Tente aumentar a folga levemente. 6. Se uma forma de lágrima estiver do lado acabado,
aumente a folga levemente; fica muito apertada. 7. Se o metal tiver pequenos distanciamentos das margens quando embainhar, diminua a velocidade. 8. Se a bainha da porta acabada, em especial ao longo da parte inferior, não estiver reta, é possível que esteja inclinando a ferramenta para frente ou para trás. A bigorna de polímero deve manter-se rente
ao lado acabado da porta. 9. Se uma linha for visível ao longo da margem exterior da bainha, coloque o parafuso de ajuste no espaço com seta de mais/menos no ponto do invólucro F e aperte para obter uma folga mínima entre a roda da costura e a guia da bainha (a roda ainda deveria virar). 10. Remova a cunha G para limpar qualquer excesso da roda
da costura. 11. Obtêm-se melhores resultados em velocidades maiores de rpm (1400 a 2500 rpm). Se usar um berbequim/impulsor mais lento, terá que trabalhar mais lento para obter bons resultados. As aplicações de embainhado incluem perfis de substituição de exteriores da porta planos ou côncavos e convexos leves para veículos de passageiros e
para caminhões leves. Não utilizar continuamente durante períodos superiores a 5 minutos para evitar sobreaquecimento. • NOTAS DE SEGURANÇA: 1. Não recomendado para fazer bainhas em substâncias não metálicas. A Malco Products, SBC não assume qualquer responsabilidade pela segurança do acessório se for usado de qualquer outra maneira
que não a indicada e para o fim especificado nas instruções operacionais. 2. Use apenas berbequim/impulsor classificado. 3. Inspecione visualmente os componentes antes de instalar o acessório no berbequim/impulsor. Não use o acessório se estiver com rachas ou partido. 4. Evite pontos de preensão. Não remova a proteção do mandril de plástico.
5. Certifique-se de que existe iluminação suficiente (200 a300 Lux). 6. Não sobre-alcance para realizar a operação de embainhado. 7. Não force a ferramenta. Se a cabeça ficar encravada, antes de a soltar, solte o interruptor e desligue a ficha da tomada. 8. Mantenha os cabos de alimentação afastados do metal e a cabeça da ferramenta. 9. Use sempre
óculos protetores. 10. Use luvas protectoras ao utilizar. 11. Use proteção auditiva ao utilizar. • MANUTENÇÃO: Instale a bigorna de substituição (DHTRA) quando a qualidade da bainha já não for aceitável.
SPECIFIKATIONER: Falsningskapacitet i mjukt stål: Riktning - framåt och till höger Max höjd på fläns - 12,7 mm (1/2 tum) Min höjd på fläns - 6,35 mm (1/4 tum) Styrka framåt - 89 N (20 lbs) Max ståltjocklek - 0,91 mm (20 gauge) Max hårdhet - 75 Rockwell B Max hastighet - 1,2 m (4 fot) / minut i 0,76 mm (22 gauge) Hållbarhet städ - 122 m (400 fot)
minimum i 0,76 mm (22 gauge) Borrmaskin/skruvdragare bör uppfylla dessa krav: Moment - min 40 Nm (300 lbs/in), effekt sladdlös - min 14,4 V, max nätdrift 7 Amp, chuckkapacitet - 6,4 mm (1/4”) till 12,7 mm (1/2”), chuck snabbkoppling - 1/4”, arbetshastighet - 500 till 2900 RPM, arbetstemperatur - 0 till 40 C, arbetsfuktighet - 30 till 100 % RF
•
BESKRIVNING:
Tillsats för sladdlösa eller nätdrivna borrmaskiner/skruvdragare. Kardanen sätts in i borrmaskinens/skruvdragarens chuck. Klämarmar med teleskopfunktion som kan justeras för att passa borrmaskinens/skruvdragarens längd och bredd för att möjliggöra enhandsfattning. Huvudet roterar på klämarmar med teleskopfunktion för önskad
positionering. •
MONTERING:
Montera chuckens skydd på tillsatsen. Montera borrtillsatsens kardan på borrmaskinens/skruvdragarens chuck. Justera och dra åt klämman. Täck inte över ventilationshålen vid åtdragning av klämgreppen. Lossa klämman, rotera huvudet till önskad position och dra åt klämman. •
ANVÄNDNING:
1. Städ är fabriksinställt
på 3 mm (0,12 tum) fålltjocklek för att säkerställa byte av precisionsdörrpaneler för de flesta personbilar och lätta truckar. (Städ kan lossas
A
, justeras
B
och skruvas fast igen A för att passa undantag). 2. Vinkla lätt den utskjutande kanten av dörrpanelen
C
och platta till en inmatningspunkt
D
för att säkerställa mjuk användning. 3. Håll så att städet ligger
mot ytterkanten och finishsidan på dörrpanelen
E
. Ett smalt polerat huvud och ett ABS-polymerstäd skapar en tät söm utan att förstöra finishsidan på panelen. 4. Om fållen inte ligger ned helt platt eller har ränder minska spalten mellan kilen och städet. 5. Om verktyget är svårt att skjuta framåt kan spalten vara för tät. Öka spalten en aning. 6. Om det
finns droppform på finishsidan öka då spalten en aning eftersom den är för tät. 7. Om det är små märken i metallen när du fållar, minska på hastigheten. 8. Om finishdörrens fåll, speciellt längst ned, inte är rak tippar du troligtvis verktyget framåt eller bakåt. I så fall ska polymerstädet hållas direkt mot dörrens finishsida. 9. Om en linje syns längs den yttre
fållkanten ta reda på var plus/minus pilgapsjusteringsskruven sitter vid skyddspunkten
F
och justera så att spalten är minimal mellan sömhjulet och städskyddet (hjulet ska fortfarande rotera). 10. Ta bort kilen
G
för att rengöra överflödigt lim från sömhjulet. 11. Optimala resultat uppnås vid högre varvtal (1400-2500 rpm). Om du använder en långsammare
borrmaskin/skruvdragare måste du arbeta långsammare för att uppnå goda resultat. Fållningsanvändningsområden kan vara platta eller mjuka konkava och konvexa byten av dörrpanelsprofiler för passagerarfordon och lätta truckar. För att undvika överhettning ska klipptillsatsen inte användas mer än 5 minuter i taget. •
SÄKERHETSFÖRESKRIFTER:
1. Bör
inte användas för falsning på icke-metaller. Malco Products, SBC åtar sig inget som helst ansvar vad gäller säkerheten vid användning av borrtillsatsen om den används felaktigt och inte som specificerats i instruktionerna för användning. 2. Använd bara godkänd borrmaskin/skruvdragare. 3. Kontrollera komponenterna innan de monteras på borrmaskinen/
skruvdragaren. Använd dem inte om de har sprickor eller är trasiga. 4. Undvik klämpunkter. Ta inte bort chuckens plastskydd. 5. Se till att ha ordentlig belysning (200 till 300 lux). 6. Försök inte sträcka dig för långt när arbetar med fållning. 7. Forcera/tryck inte verktyget framåt. Om huvudet fastnar, släpp strömbrytaren och koppla bort strömmen innan du
tar loss den. 8. Håll elsladdar borta från metall- och verktygshuvud. 9. Använd alltid skyddsglasögon. 10. Ha på skyddshandskar när du använder verktyget. 11. Använd hörselskydd när du använder verktyget. •
UNDERHÅLL:
Sätt in nytt städ (DHTRA) när fållningskvaliteten är dålig.
-
 1
1
-
 2
2


Malco DHT1 Instrucțiuni de utilizare
- Tip
- Instrucțiuni de utilizare
- Acest manual este potrivit și pentru
în alte limbi
- slovenčina: Malco DHT1 Návod na používanie
- eesti: Malco DHT1 Kasutusjuhend
Lucrări înrudite
-
 Malco TurboXTools™ Quarter Panel Hemming Drill Attachment Instrucțiuni de utilizare
Malco TurboXTools™ Quarter Panel Hemming Drill Attachment Instrucțiuni de utilizare
-
 Malco TurboShear® Instrucțiuni de utilizare
Malco TurboShear® Instrucțiuni de utilizare
-
 Malco TSF2 Instrucțiuni de utilizare
Malco TSF2 Instrucțiuni de utilizare
-
 Malco TurboShear® Instrucțiuni de utilizare
Malco TurboShear® Instrucțiuni de utilizare
-
 Malco TSCM Instrucțiuni de utilizare
Malco TSCM Instrucțiuni de utilizare
-
 Malco TSMD1 Instrucțiuni de utilizare
Malco TSMD1 Instrucțiuni de utilizare
-
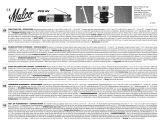 Malco PF2 Instrucțiuni de utilizare
Malco PF2 Instrucțiuni de utilizare
-
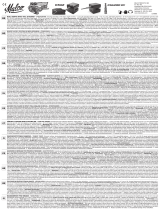 Malco C5A2 Instrucțiuni de utilizare
Malco C5A2 Instrucțiuni de utilizare








Alte documente
-
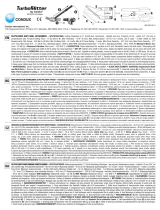 Condux TurboSlitter Manualul proprietarului
Condux TurboSlitter Manualul proprietarului
-
Makita BTW4 Manual de utilizare
-
Topex 12A350 Manualul proprietarului
-
Graphite 58G712 Manual de utilizare
-
-
Graphite 58G712 Manualul proprietarului
-
Güde GTB13 BENCH DRILL Instrucțiuni de utilizare
-
USAG 916 B4 Manualul proprietarului
-
