
USER’S MANUAL
MK-PW03
○ поялник за
полипропилен 3 глави
○ pipe welding set 3 socket
○ dispozitiv ptr. lipit tevi set
○ греалка за пластични
цевки
○ spajkalnik polipropilena
○ aparat za lepljenje cevi
○ паяльник для сварки
пропиленовых труб
www.euromasterbg.com
Contents
2 BG схема
3 BG оригинална инструкция за употреба
9 EN original instructions’ manual
15 RO instructiuni originale
21 MK инструкции
27 SL preklad pôvodného návodu na použitie
32 SR originalno uputstvo za upotrebu
38 RU инструкции по применению
MAKALON

2www.euromasterbg.com
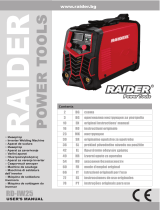
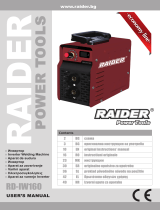
Изобразени елементи.
1. Дръжка.
2. Нагревателен елемент.
3. Зелена контролна лампа за температурата.
4. Червена контролна лампа за захранването.
5. Потенциометър за регулиране на температурата.
6. Поставка.
7. Глави с тефлоново покритие: Ø20mm, Ø25mm, Ø32mm
1
3
6
5
2
4
7

3
ОРИГИНАЛНА ИНСТРУКЦИЯ ЗА УПОТРЕБА
Уважаеми потребители,
Поздравления за покупката на машина от марката MAKALON. При правилно
инсталиране и експлоатация, MAKALON са сигурни и надеждни машини и работата с
тях ще Ви достави истинско удоволствие. За Вашето удобство е изградена и отлична
сервизна мрежа с 32 сервиза в цялата страна.
Преди да използвате тази машина, моля, внимателно се запознайте с настоящата
“Инструкция за употреба”.
В интерес на Вашата безопасност и с цел осигуряване на правилната й
употреба, прочетете настоящите инструкции внимателно, включително препоръките и
предупрежденията в тях. За избягване на ненужни грешки и инциденти, важно е тези
инструкции да останат на разположение за бъдещи справки на всички, които ще ползват
машината. Ако я продадете на нов собственик то “Инструкцията за употреба” трябва да
се предаде заедно с нея, за да може новия ползвател да се запознае със съответните
мерки за безопасност и инструкциите за работа.
“Евромастер Импорт Експорт” ООД е упълномощен представител на
производителя и собственик на търговската марка MAKALON. Адресът на управление
на фирмата е гр. София 1231, бул. “Ломско шосе” 246, тел. 02 934 33 33, 934 10 10, www.
euromasterbg.com; e-mail: info@ euromasterbg.com.
От 2006 година във фирмата е въведена системата за управление на качеството
ISO 9001:2008 с обхват на сертификацията: Търговия, внос, износ и сервиз на
професионални и хоби електрически, пневматични и механични инструменти и обща
железария. Сертификатът е издаден от Moody International Certication Ltd, England.
Технически данни
параметър мерна
единица стойност
Модел -MK-PW03
Номинално напрежение V 230
Номинална честота Hz 50
Консумирана мощност W 800
Информация за шум dB(А) (по-малко от) 70
Ниво на вибрации m/s2(по-малко от) 2.5
Максимална температура °C 300
За тръби с диаметър mm 20 - 32
Брой накрайници pieces 3
Клас на защита - I
BG

4www.euromasterbg.com
Общи указания за безопасност
ПРЕДУПРЕЖДЕНИЕ
Трябва да се прочетат всички указания.
Неспазването на посочените по-долу
указания може да доведе до токов удар,
пожар и/или да предизвика тежки
наранявания. Използваното в текста
понятие „електрически уред“, се отнася
до захранвани от мрежата електрически
инструменти (с кабел), електрически
инструменти с батерии (без кабел),
машини и електрически уреди.
Използвайте електрическия уред
само по предназначение и следвайки
общите указания за безопасност и
предотвратяване на злополуки.
ЗАПАЗЕТЕ ВСИЧКИ УКАЗАНИЯ ЗА
БЕЗОПАСНОСТ И ИНСТРУКЦИИ.
A) Работно място
a) Поддържайте работното си място чисто
и подредено. Безпорядъкът и
недостатъчното осветление на работното
място могат да доведат до злополуки.
b) Не работете с електрическия уред
във взривоопасна среда, т.е. в близост
до леснозапалими течности, газове
или прахове. Електрическите уреди
произвеждат искри, които могат да
запалят праха или изпаренията.
c) По време на работа с електрическия
уред дръжте децата и други лица
на безопасно разстояние. При разсейване
можете да загубите контрол върху уреда.
B) Електрическа безопасност
a) Щепселът на електрическия уред
трябва да пасва добре на контакта.
Щепселът не трябва да се изменя по
никакъв начин. Не използвайте адаптерни
щепсели със занулените електрически
уреди. Непроменените щепсели и
подходящите контакти ограничават риска
от токов удар. Ако електрическият уред
е снабден със защитен проводник, той
може да се включва само в контакти със
заземяваща контактна система (шуко). На
строителната площадка, във
влажна среда, на открито или при
подобни обстоятелства, включвайте
електрическия уред към мрежата само
чрез предпазен прекъсвач с утечен ток 30
mA (FI-прекъсвач).
b) Избягвайте телесния контакт със
заземени повърхности, като тръби,
радиатори, печки и хладилници.
Съществува повишен риск от токов удар,
когато тялото Ви е заземено.
c) Предпазвайте уреда от дъжд и влага.
Проникването на вода в електри-
ческия уред увеличава риска от токов
удар.
d) Не използвайте кабела за други цели,
напр. да пренасяте уреда, да го окачвате,
да издърпвате щепсела от контакта.
Дръжте кабела далеч от топлина, масла,
остри ръбове или подвижните детайли на
уреда. Наранените или заплетени кабели
увеличават риска от токов удар.
e) Когато работите с електрически уред на
открито, използвайте само удължаващи
кабели, които също са одобрени за
работа на открито.
Използването на одобрен за употреба на
открито удължаващ кабел, ограничава
риска от токов удар.
C) Безопасност на лицата
Тези уреди не са предназначени за
използване от лица (включително и
деца) с физически, органолептични или
духовни свойства или недостатъчен
опит и знания, освен ако те не са
инструктирани относно използването на
уреда или се контролират от лице, което е
отговорно за тяхната безопасност. Децата
трябва да се намират под контрол, за да
се гарантира, че те не играят с уреда.
a) Бъдете внимателни, следете това,
което правите, и подхождайте разумно
към работата с електрически уреди. Не
използвайте електрическия уред,
ако сте уморени или се намирате
под влияние на наркотици, алкохол
или медикаменти. Един момент на
невнимание по време на експлоатация
на електрическия уред може да доведе до
сериозни наранявания.
b) Носете защитно облекло и винаги
предпазни очила. Носенето на защитно
облекло, като маска за прах, обувки,
които не се хлъзгат, каска или слушалки,
според вида и приложението на
електрическия уред, ограничава риска от
токов удар.
c) Избягвайте неволното пускане в
експлоатация на уреда. Преди да
поставите щепсела в контакта, се уверете,
че прекъсвачът е в позиция „изключен“.
Когато при пренасяне на уреда, пръстът

5
Ви е на прекъсвача или свързвате
включения уред към мрежата, това
може да доведе до злополуки. Никога не
шунтирайте импулсния прекъсвач.
d) Преди да включите електрическия
уред, отстранете всички инструменти
за настройка или гаечни ключове. Един
инструмент или ключ, който се намира
във въртящ се детайл на уреда, може да
доведе до наранявания.
Никога не поставяйте пръстите си във
въртящи се (циркулиращи) детайли на
уреда.
e) Не надценявайте възможностите
си. Погрижете се да заемете стабилно
положение и да запазите равновесие
през цялото време. По този начин ще
можете да контролирате уреда по-добре в
неочаквани ситуации.
f) Носете подходящо за целта облекло. Не
носете широки дрехи или бижута. Дръжте
косата, облеклото и ръкавиците си далече
от подвижните детайли. Хлабавите дрехи,
бижутата или дългите коси могат да се
захванат от подвижните детайли.
g) Когато на уреда могат да се монтират
прахосмукачка или улавящо устройство,
уверете се, че те са свързани и се
използват правилно. Употребата на тези
съоръжения ограничава риска, породен
от праха.
h) Предоставяйте електрическия уред
само на обучени за целта лица.
Младежите могат да работят с
електрическия уред, само ако са
на възраст над 16 години, което
e необходимо за завършване на
образованието им, и само под контрола
на специалист.
D) Старателно боравене с
електрическия уред
a) Не претоварвайте уреда. Използвайте
уред, съответстващ на работата Ви.
С подходящия електрически уред ще
работите по-добре и по-безопасно при
посочената мощност.
b) Не използвайте електрически уред,
чийто прекъсвач е повреден. Един
електрически уред, който вече не може да
се включи или изключи, е опасен
и трябва да се ремонтира.
c) Преди да предприемете настройки по
уреда, да сменяте принадлежностите или
да оставите уреда настрана, извадете
щепсела от контакта.
Тази предохранителна мярка
предотвратява неволното стартиране на
уреда.
d) Съхранявайте електрическите уреди,
които не използвате, извън обсега на
деца. Не позволявайте уреда да се
използва от лица, които не са запознати
с него или не са прочели настоящите
указания. Електрическите уреди са
опасни, когато се използват от необучени
лица.
e) Грижете се добре за електрическия
уред. Контролирайте дали подвижните
детайли на уреда функционират
безупречно и не заяждат, дали детайлите
са счупени или повредени така, че
да затрудняват функционирането на
електрическия уред. Преди да използвате
уреда, оставете
повредените детайли да бъдат
ремонтирани от квалифициран персонал
или от оторизиран сервиз на MAKALON.
Много злополуки са причинени от лошо
поддържани електрически инструменти.
f) Поддържайте режещите инструменти
остри и чисти. Грижливо поддържаните
режещи инструменти с наточени остриета
заяждат по-рядко и се управляват лесно.
g) Обезопасете обработваемия детайл.
Използвайте затегателни устройства
или менгеме, за да закрепите детайла.
Този начин е по-безопасен, отколкото да
го държите с ръка, а освен това имате на
разположение и двете си ръце за работа
с уреда.
h) Използвайте електрическите уреди,
принадлежности, уреди за вграждане
и т.н. съгласно настоящите указания
и както е посочено в инструкциите на
съответните уреди. Освен това вземете
под внимание също условията на работа
и дейността, която трябва да се извърши.
Използването на електрически уреди не
по предназначение може да доведе до
опасни ситуации. Всяко собственоръчно
изменение на електрическите уреди е
забранено от съображения за сигурност.
E) Сервиз
a) Оставяйте Вашия уред за ремонт
само при квалифициран персонал и при
използване на оригинални резервни
части. По този начин се гарантира, че
безопасността на уреда ще се запази.
b) Следвайте указанията за поддръжка и
подмяна на уредите.
c) Контролирайте редовно проводниците
на електрическия уред и при

6www.euromasterbg.com
повреда ги оставете за подмяна от
квалифициран персонал или оторизиран
сервиз на MAKALON. Контролирайте
редовно удължаващите кабели и ги
подменяйте, ако са наранени.
Специални указания за безопасност
ПРЕДУПРЕЖДЕНИЕ
● Нагревателния елемент достига
работна температура до 300°C. Ето защо
да не се докосват нито нагревателните
елементи, нито стоманените части между
нагревателния елемент и пластмасовата
дръжка докато уреда е захранен. Да не
се докосват също така и завареното
съединение и около него по време и
след заваряването. След изключване на
уреда минава известно време докато той
се охлади. Да не се ускорява процеса
на изстиване посредством потапяне в
течност. Така уреда щи се повреди.
● При поставяна на горещия уред да се
внимава нагревателния елемент да не
влиза в контакт с горливи материяли.
● Уреда да се поставя само върху
предназначените за това (Поставка,
Държач за работна маса) или върху
огнеупорна основа.
● Нагревателните щутцери и букси да се
подменят само в студено състояние.
Употреба по предназначение
ПРЕДУПРЕЖДЕНИЕ
Използвайте нагревателния елемент
на заваръчния апарат за муфи за
заваряване на пластмасови тръби и
фитинги от ПБ, ПЕ, ПП и ПВДФ.
Всяка останала употреба не отговаря на
предназначението и не е разрешена.
Обяснение на символите
Прочетете ръководството за
експлоатация преди да използвате
Електрическият инструмент отговаря на
клас на защита I
Екологично рециклиране
Декларация за съответствие CE
Указаната стойност на вибрациите е
измерена посредством метод според
нормите и може да се използва за
сравнение с друг инструмент. Зададената
стойност на вибрациите може да
се използва за основна оценка на
неравномерността.
ВНИМАНИЕ
Стойностите на вибрации на уреда могат
да се различават при фактическото
използване на уреда от зададените,
в зависимост от начина по който се
използва уреда: В зависимост от
действителните условия на използване
(прекъснат режим) може да се изискват
средства за защита на работещите.
1. Пуск в експлоатация
1.1. Включване в електрическата мрежа
ПРЕДУПРЕЖДЕНИЕ
Уреда за заваряване на муфи трябва да
се включва в електрическата мрежа към
контакт с защитно заземяване (защитен
проводник). Съблюдавайте напрежението
на мрежата! Преди включване на уреда
да се внимава за това дали изписаната
върху табелата стойност отговаря на
захранващото напрежение.
ВНИМАНИЕ
В горещо състояние уреда да се
хваща само за дръжката (1)! Никога не
докосвайте нагревателния елемент (2),
нагревателните инструменти
(7) или ламаринените части между
дръжката (1) и нагревателния
елемент (2)! Опасност от изгаряне!
1.2. Избор на нагревателни инструменти
Нагревателните елементи (7),
нагревателни щутцери и муфи се избират
според големината на тръбите. Те се
монтират, както е показано на фиг. 1
(7), на нагревателния елемент с помощта
на намиращия се в окомплектовката
шестограмен ключ. С намиращия се също
така в окомплектовката щифт, щутцера
може да се закрепи радиално. Според
необходимостта върху нагревателния
елемент могат да се монтират
едновременно повече нагревателни
инструменти.
Механично регулиране на температурата
(термостат) Работната температура от 260
± 10°C е твърдо зададена. Да се внимава
за информацията на търговеца на тръби
и елементи! Преди започване на
заваръчните дейности да се ровери
температурата на повърхността на
заваръчните елементи.

7
1.3. Предварително загряване на
нагревателния елемент на уреда за
заваряване на муфи.
Уреда започва за загрява щом бъде
включен в електрическата мрежа.
Светят червената контролна лампа за
захранване (4) и зелената контролна
лампа за температурата (3). Уреда се
нуждае от 10 мин. за загряване.
Щом бъде достигната нагласената
температура, вградения температурен
регулатор (термостат) изключва
захранването на нагревателния елемент.
Червената контролна лампа продължава
да свети. Зелената контролно лампа
за температурата мига и така показва
постоянното включване и изключване на
захранването. След още 10 мин време на
изчакване процеса на заваряване може да
започне.
1.4. Избор на температурата на
заваряване
Температурата на нагревателния елемент
на уреда е предварително зададена като
средна температура на заваряване на PP-
тръби (260°C).
Според материала на тръбата може да е
необходима корекция на температурата
на заваряване. Ето защо трябва да
се има в предвид информацията от
производителя на тръби и фитинги.
Затова трябва и температурата на
нагревателните инструменти (щутцери
и муфи) да се контролира например
с електрически уред за измерване на
повърхностна температура.
При необходимост температурата може
да се регулира посредством въртене на
потенциометъра за регулиране (5). Когато
температурата се промени, трябва да се
име в предвид, че нагревателния елемент
може да се използва чак 10 мин. след
достигане на необходимата температура.
2. Начин не работа
2.1. Описание на метода
При заваряване с уреда за заваряване
на муфи, тръбата и фитинга се
заваряват навлизайки едно в друго.
Края на тръбата и муфата на фитинга се
загряват до температура на заваряване
посредством подобни на букси и
щутцери нагревателни инструменти и
накрая се свързват. Края на тръбата
и нагревателнита букса съответно
фитинга и нагревателния щутцер са така
разчетени, че при присъединяването им
се създава налягане (фиг. 4):
Предписанието предвижда 2 метода за
заваряване, при които нагревателните
щутцери и букси се различават по
размерите. При метод А не се предвижда
механична обработка на тръбата,
при метод В и необходима такава
(остъргване). Щутцерите и буксите на
MAKALON са изработени според метод
А, тоест не е необходима механична
обработка на тръбата.
Заварките с уреда за заваряване на муфи
могат да стават до Ø 50 мм. на
ръка. При по-големи диаметри на тръбите
поради нарастващите усилия
на присъединяване трябва да се използва
подходящо устройство за заваряване.
2.2. Подготовка за заваряване
Да се спазва информацията на
производителя на тръби и фитинги! Края
на тръбата трябва да бъде
перпендикулярно и глатко отрязана.
Това става с тръбореза или с ножицата
за тръби. Освен това трябва да се вземе
фаска в края на тръбата, за да може по-
лесно да се присъединини към муфата.
За целта се използва уреда за вземане на
фаска. Непосредствено преди
заваряването, края на тръбата и
вътрешната страна на фитинга, а при
необходимост и нагревателните щутцери
и муфи да се почистят с плътна хартия
или кърпа със спирт или технически
алкохол. Особено важно е да не
остават части от пластмасата върху
нагревателните инструменти щутцери и
букси. При почистване на нагревателните
елементи да се внимава за това да не се
нарани антиадхезивната им повърхност.
Обработените повърхнини да не докосват
повече преди заваряване.
2.3. Етапи на метода на челно заваряване
посредством нагревателен елемент
2.3.1. Нагряване
За да бъдат нагряти тръбата и фитинга,
то те трябва точно и съосно съотв. до
маркировката да се поставят и задържат
върху нагревателните елементи.
Трябва да се спазват стойностите на
времето за загряване дадени на фиг.
5 графа 2. При нагряване топлината
навлиза в повърхнините на заваряемите
части и те достигат до температура за
заваряване.
2.3.2. Присъединяване и притискане
След загряването тръбата и фитинга

8www.euromasterbg.com
се идърпват обратно и веднага без
завъртане се притискат до края. Времето
за притискане не трябва да превишава
зададените на фиг. 5 графа 3 стойности,
иначе повърхнините на притискане ще се
охладят.
2.3.3. Фиксиране
Частите които се притискат трябва да се
фиксират (задържат) според данните на
фиг. 5 графа 4.
2.3.4. Охлаждане
Съединението може да се ползва едва
след изтичането на времето за охлаждане
(фиг. 5, графа 5).
3. Привеждане в изправност
ПРЕДУПРЕЖДЕНИЕ
При ремонтиране и привеждане в
изправност да се издърпа щепсела!
Тези работи могат да се извършват само
от квалифициран персонал.
3.1. Поддържка
Уредите на MAKALON не се нуждаят от
поддържка.
3.2. Инспектиране/поддържане в
изправност
Антиадхезивното покритие на
нагревателния елемент трябва да се
почиства преди всяко заваряване с
хартия без нишки или кърпа и спирт
или технически алкохол. Остатъците от
пластмаса върху нагревателния елемент
трябва да се почистват веднага. Особено
трябва да се внимава за това, да не се
нарани от използваните инструменти за
почистване антиадхезивната повърхност
на нагревателния елемент.
4. Възможни причини при проблеми в
работата
4.1. Проблем: Нагревателния елемент на
уреда не нагрява.
Причина: ● Уреда не е включен в
захранването.
● Захранващия кабел е дафактен.
● Контакта е дефектен.
● Уреда е дефектен.
4.2. Проблем: Остатъци от пластмаса
остават залепнали върху нагревателните
инструменти.
Причина: ● Нагревателните инструменти
са замърсени (виж 4.2.).
● Антиадхезивното покритие е наранено.
5. Рециклиране
Нагревателният елемент на заваръчния
апарат за муфи не трябва да се изхвърлят
с битовите отпадъци в края на техния
срок за експлоатация.
Те трябва да се рециклират в
съответствие със законовите разпоредби.
6. Гаранционни условия
Не се дава гаранция за нарушеното PTFE
покритие на нагревателните елементи.

9
EN
ORIGINAL INSTRUCTION MANUAL
Dear Customer,
Congratulations on the purchase of machinery from the brand MAKALON. When properly
installed and operating, MAKALON are safe and reliable machines and work with them will
deliver a real pleasure. For your convenience has been built and excellent service network of
32 service station across the country.
Before using this machine, please carefully acquainted with these “instructions for use.
In the interest of your safety and to ensure proper use and read these instructions
carefully, including the recommendations and warnings in them. To avoid unnecessary errors
and accidents, it is important that these instructions will remain available for future reference
to all who will use the machine. If you sell it to a new owner “Instructions for Use” must
be submitted along with it to enable new users to become familiar with relevant safety and
operating instructions.
Euromaster Import Export Ltd. is an authorized representative of the manufacturer and
owner of the trademark MAKALON.
Adress: Soa City 1231, Bulgaria “Lomsko shausse” Blvd. 246, tel 02 934 33 33, 934 10 10,
www.euromasterbg.com; e-mail: [email protected].
Since 2006 the company introduced the system of quality management ISO 9001:2008
with scope of certication: Trade, import, export and servicing of hobby and professional
electrical, mechanical and pneumatic tools and general hardware. The certicate was issued
by Moody International Certication Ltd, England.
TECHNICAL SPECIFICATIONS
Parameter Units of
measurement Value
Model -MK-PW03
Input voltage V 230
Frequency Hz 50
Rated Power W 800
Noise information dB(А) (less than) 70
Vibrations m/s2(less than) 2.5
Max. temperature °C 300
For Pipe with size mm 20 - 32
Adapters pieces 3
Protection class - I

10 www.euromasterbg.com
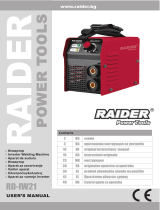
Parts List:
1. Handle.
2. Heating element
3. Green temperat. indicator lamp
4. Red power-on indicator lamp.
5. Temperature adjusting screw.
6. Supporting stand.
7. Welding tools (heating spigot + socket):
Ø20mm, Ø25mm, Ø32mm
General Power Tool Safety Warnings
WARNING
To reduce the risk of injury, the user must
read and understand the instruction
manual.
Read all instructions. Failure to follow all
instructions listed below may result in
electric shock, re and/or serious injury. The
term ”power tool“ in all of the warnings
listed below refers to your mains operated
(corded) power tool or battery operated
(cordless) power tool, also machines and
electric units. Only use the power tool for
the purpose for which it was intended, with
the due attention to the general safety
and accident prevention ulations.
KEEP ALL SAFETY NOTES AND
INSTRUCTIONS FOR THE FUTURE.
A) Work area
a) Keep work area clean and well lit.
Cluttered and dark areas invite accidents.
b) Do not operate power tools in explosive
atmospheres, such as in the presence of
ammable liquids, gases or dust. Power
tools create sparks which may ignite the
dust or fumes.
c) Keep children and bystanders away while
operating a power tool. Distractions can
cause you to lose control.
B) Electrical safety
a) Power tool plugs must match the outlet.
Never modify the plug in any way.
Do not use any adapter plugs with earthed
(grounded) power tools. Unmodied
plugs and matching outlets will reduce risk
of electric shock. If the power tool comes
with an earthed wire, the plug may only be
connected to an earthed receptacle. At work
sites, in damp surroundings, in the open or
in the case of comparable types of use, only
operate the power tool o the mains using
a 30 mA fault current protected switch (FI
breaker).
b) Avoid body contact with earthed or
grounded surfaces such as pipes, radiators,
ranges and refrigerators. There is an
increased risk of electric shock if your body
is earthed or grounded.
c) Do not expose power tools to rain or wet
conditions. Water entering a power tool will
increase the risk of electric shock.
d) Do not abuse the cord. Never use the
cord for carrying, pulling or unplugging the
power tool. Keep cord away from heat, oil,
sharp edges or moving parts. Damaged or
entangled cords increase the risk of electric
shock.
e) When operating a power tool outdoors,
use an extension cord suitable for
outdoor use. Use of a cord suitable for
outdoor use reduces the risk of electric
shock.
C) Personal safety
This appliance is not intended for use by
persons (including children) with
reduced physical, sensory or mental
capabilities, or lack of experience and
knowledge, unless they have been given
supervision or instruction concerning use
of the appliance by a person responsible for
their safety.
Children should be supervised to ensure
that they do not play with the appliance.
a) Stay alert, watch what you are doing and
use common sense when operating
a power tool. Do not use a power tool while
you are tired or under the inuence of
drugs, alcohol or medication. A moment of
inattention while operating power tools may
result in serious personal injury.
b) Use safety equipment. Always wear eye
protection. Safety equipment such as dust
mask, non skid safety shoes, hard hat, or
hearing protection used for appropriate
conditions will reduce personal injuries.
c) Avoid accidental starting. Ensure the
switch is in the o position before plugging
in. Carrying power tools with your nger on
the switch or plugging in power tools that
have the switch on invites accidents.
d) Remove any adjusting key or wrench
before turning the power tool on. A wrench
or a key left attached to a rotating part of the
power tool may result in personal injury.
e) Do not overreach. Keep proper footing
and balance at all times. This enables
better control of the power tool in
unexpected situations.
f) Dress properly. Do not wear loose clothing
or jewellery. Keep your hair, clothing and
gloves away from moving parts. Loose

11
clothes, jewellery or long hair can be caught
in moving parts.
g) If devices are provided for the connection
of dust extraction and collection facilities,
ensure these are connected and properly
used. Use of these devices can reduce dust
related hazards.
h) Only allow trained personnel to use the
power tool. Apprentices may only operate
the power tool when they are over 16, when
this is necessary for their training and when
they are supervised by a trained operative.
D) Power tool use and care
a) Do not force the power tool. Use the
correct power tool for your application.
The correct power tool will do the job
better and safer at the rate for which it was
designed.
b) Do not use the power tool if the switch
does not turn it on and o. Any power
tool that cannot be controlled with the
switch is dangerous and must be repaired.
c) Disconnect the plug from the power
source before making any adjustments,
changing accessories, or storing power
tools. Such preventive safety measures
reduce the risk of starting the power tool
accidentally.
d) Store idle power tools out of the reach of
children and do not allow persons unfamiliar
with the power tool or these instructions
to operate the power tool. Power tools are
dangerous in the hands of untrained users.
e) Maintain power tools. Check for
misalignment or binding of moving parts,
breakage of parts and any other condition
that may aect the power tools operation.
If damaged, have the power tool repaired
by a qualied expert or by an authorised
MAKALON after-sales service facility before
use. Many
accidents are caused by poorly maintained
power tools.
f) Keep cutting tools sharp and clean.
Properly maintained cutting tools with
sharp cutting edges are less likely to bind
and are easier to control.
g) Secure the workpiece. Use clamps or a
vice to hold the workpiece. This is safer
than holding it with your hand, and also it
frees both hands to operate the equipment.
h) Use the power tool, accessories and tool
bits etc., in accordance with these
instructions and in the manner intended
for the particular type of power tool, taking
into account the working conditions and the
work to be performed.
Use of the power tool for operations
dierent from those intended could result in
a hazardous situation. All unauthorised
modications to the power tool are
prohibited for safety reasons.
E) Service
a) Have your power tool serviced by a
qualied repair person using only identical
replacement parts. This will ensure that the
safety of the power tool is maintained.
b) Comply with maintenance instructions
and instructions on tool replacements.
c) Check mains lead of power tool ularly and
have it replaced by a qualied expert or an
authorised MAKALON after-sales service
facility in case of damage.
Check extension cable ularly and replace it
when damaged.
Specic Safety Warnings
WARNING
● Since the heating element reaches
working temperatures of up to 300°C, do not
touch the heating element or steel
components between the heating element
and the plastic handle, once the unit has
been plugged in. Also, do not touch the
welded seam on the plastic pipe or any part
of the pipe near welded seam on the plastic
pipe or any part of the pipe near the seam
during and after welding.
After the unit has been unplugged, it will
take a certain time to cool down. Do not
accelerate the cooling process by
immersing the unit in liquid, otherwise it will
be damaged.
● When setting the unit aside when hot, take
care to ensure that the heating element
does not come into contact with
combustible material.
● Place the unit down only on its supporting
stand, in the bench support or on a re-
retardant base.
● Heating spigots and heating sockets shall
only be changed when cold.
Use for the intended purpose
WARNING
Use MAKALON heating element mu
welding equipment for welding plastic pipes
and mouldings of PB, PE, PP and PVDF.
All other uses are not for the intended

12 www.euromasterbg.com
purpose and are prohibited.
Read the operating instructions before use
The indicated weighted eective value of
acceleration has been measured
against standard test procedures and can
be used by way of comparison with
another device. The indicated weighted
eective value of acceleration can also
be used as a preliminary evaluation of the
exposure.
CAUTION
The indicated weighted eective value of
acceleration can dier during operation
from the indicated value, dependent on the
manner in which the device is
used. Dependent upon the actual conditions
of use (periodic duty) it may be
necessary to establish safety precautions
for the protection of the operator.
1. Preparations for Use
1.1. Electrical connection
WARNING
The sleeve welding unit must be connected
to a socket with protective earthing
(earth conductor). Note the mains voltage!
Before connecting the unit, check
to ensure that the voltage given on the
rating plate corresponds to the mains
voltage.
1.2. Supporting the sleeve welding unit
The unit is supplied complete with a
supporting stand (1) as shown in Fig. 1.
This serves as a steady during welding or as
a support when the unit is set
aside. As an accessory, a clamp can be
supplied for the workbench,
which can be used to secure the unit in a
horizontal or vertical position.
Supporting the sleeve welding unit
The unit should rest on the support stand
(1) or be xed on a workbench by
using the bench support (2).
CAUTION
When the unit is hot, hold it only by the
handle (1). Do not touch the
heating element (2), the welding tools (7) or
the metal parts between the
handle (1) and heating element (2),
otherwise a burn injury may result.
1.3. Selection of welding tools
The choice of welding tools, i.e. heating
spigot and heating socket, depends on
the size of pipe to be processed. The tools
themselves are mounted
to the heating element with the allen key
supplied, as shown in. The
plug can be prevented from secured twisting
with the pin, which is also supplied.
Depending on the model specication and
intended application, two or more welding
tools can be mounted to the heating element
at the same time.
Selection of welding tools
Select welding tools (7), heating spigot
and heating socket, according to the pipe
size. The tools are mounted on the heating
element (2) with the allen key supplied.
Two welding tools can be mounted on the
heating element at the same time.
1.4. Electronic temperature control
According to DVS 2208, Part 1, the
temperature of the heating element should
be capable of being adjusted in ne stages.
In order to ensure
that the heating element operates at the
required constant temperature, these
machines are equipped with a thermostat.
DVS standard 2208, Part 1 species
a maximum dierential of 3°C between
the preset and actual temperatures. In
practice, this degree of accuracy cannot
be achieved mechanically, but only by an
electronic thermostat. For this reason,
therefore, welding machines operating at
a xed, preset temperature or employing
a mechanical thermostat may not be used
for welding operations as described in DVS
2207.
The temperature can be adjusted on
all MAKALON sleeve welders. They are
supplied with an electronic thermostat. The
type of thermostat tted is identied on the
rating plate by code letters, examples of
which are given below:
Mechanical temperature control (thermostat)
The required operating temperature is
set at 260 ±10°C. Pay attention to the
manufacturer’s information pipe and
ttings! Before starting any welding work,
the temperature on the surface of the
welding tools should be monitored.
1.5. Preheating of the sleeve welding unit
As soon as the connecting lead is
connected to the mains, the welder will
begin to heat up. The red power-on indicator
lamp (4) and green temperature indicator

13
lamp (3) light up. The machine requires
about 10 minutes to heat up. Once the
required preset temperature is reached,
the built-in thermostat cuts out the power
supply to the heating element. The red
indicator lamp continues to glow.
The green temperature indicator lamp lights
up intermittently, indicating the repeated
switching on and o of the power supply.
After a further 10 minutes waiting time, (DVS
2207, Part 1), welding operations can begin.
Preheating of the sleeve welding unit
As soon as the connecting lead is
connected to the mains, the welding unit
begins to heat up. The green power-on
indicator lamp (3) and the red temperature
indicator lamp (4) light up. The unit requires
about 10 min. to heat up.
Once the required temperature is reached,
the built-in thermostat cuts o the power
supply to the heating element. The red
temperature control lamp turns o.
Whenever the red temperature control lamp
is lit, the no welding should be carried out.
1.6. Selecting the correct welding
temperature
The welder heating element is preadjusted
to the avee welding temperature for PP
pipes (260°C). Depending on the pipe
material and gauge of the pipe walls, it may
be necessary to adjust this temperature.
In this case, observe the manufacturer’s
information on the pipes or mouldings
without fail. In addition, the temperature
of the welding tools (spigot and socket)
should be checked with an electric surface
thermometer.
If necessary, the temperature can be
adjusted by turning the temperature
adjusting screw (6). In this case, it should
be remembered that the heating element
must not be used until 10 minutes after the
preset temperature has been reached.
2. Operation
2.1. Description of process
In welding with the sleeve welder, the pipe
and sleeve are welded together
overlapping. The end of the pipe and
moulded sleeve are heated to welding
temperature by means of the welding
tool (spigot and socket), then welded
together. The end of the pipe and tting are
matched to the welding spigot and socket
respectively in such a way that a build-up of
pressure takes place in the joint when the
two components are mated.
Guideline DVS 2208 species two methods
of sleeve welding in cases where the heated
spigot and socket are of dierent sizes.
In the case of method A, no provision is
made for any mechanical pre-processing
of the pipe, while in the case of method
B, the pipe is mechanically stripped. The
MAKALON spigot and socket are congured
solely for method A, i.e. no mechanical pipe
processing is required.
Sleeve weldings can be made manually on
pipes up to and including diameters
of 50 mm. With larger pipes, a suitable
welding machine must be used because
of the increasing forces required to achieve
the joint.
2.2. Preparations for welding
Take care to observe the information
issued by the manufacturer of the pipes
or mouldings. The end of the pipe must
be cut o square and at, either with a
pipe cutter or pipe shears. In addition,
the end of the pipe should be chamfered
to facilitate insertion into the socket. This
process should be performed with the
pipe chamfering unit. Immediately before
welding, the end of the pipe and interior of
the sleeve and, if necessary, the heating
spigot and socket should be cleaned with
non-adherent paper or a non-fraying cloth
and spirit or industrial alcohol.
In particular, no remnants of plastic must be
left adhering to the coating on the heating
spigot or socket. When cleaning the welding
tools, take care to ensure without fail that
their anti-adhesive coating is not damaged
by tools. The welding surfaces must not be
touched again before welding takes place.
2.3. Welding process stages
2.3.1. Heating-up
For the heating-up process, the pipe and
moulding are pushed axially onto the
welding tools in a continuous movement
until they reach the stop or the marking
on the tools. The heating-up time specied,
colunn 2 must be observed.
During the heating process, heat penetrates
into the joint faces and brings them
up to welding temperature.
2.3.2. Changeover and joining
After the heating process, the pipe and
moulding are pulled away from the welding
tools in a series of jerks and pushed
together, without twisting, as far as they will
go. The changeover time specied, column
3 must not be exceeded, otherwise the joint

14 www.euromasterbg.com
faces will cool to an impermissible extent.
2.3.3. Setting
The joint must be allowed to set (i.e. held) in
accordance with the data given
in Fig. 5, column 4.
2.3.4. Cooling
The joint must not be subjected to the
stresses imposed by further pipe-laying
operations until the cooling-o period has
expired.
3. Maintenance
WARNING
Before any repair work, pull the mains plug!
This work may only be performed
by qualied personnel.
3.1. Maintenance
MAKALON units are entirely maintenance-
free.
3.2. lnspection/repairs
The anti-adhesive coating on the heating
element must be cleaned with nonadherent
paper or a non-fraying cloth and spirit or
industrial alcohol before each
welding process. Any remnants of plastic
adhering to the heating element must
be cleaned o in the same way. In this
process, take care to ensure that the
anti-adhesive coating on the heating
element is not damaged by tools.
4. Action in Case of Trouble
4.1. Trouble: Sleeve welding unit does not
heat.
Cause: ● Sleeve welding unit is not plugged
in.
● Mains lead is defective.
● Mains socket is defective.
● Unit is defective.
4.2. Trouble: Plastic remnants stick onto the
heating tools.
Cause: ● Heating tools are dirty (see 4.2.).
● Anti-adhesive coating is damaged.
5. Disposal
The heating element mu welding
equipment may not be thrown into the
domestic waste after use. It must be
disposed of according to the legal ulations.
6. Manufacturer’s Warranty
For improper used and subsequently
damaged PTFE-coatings of the heated
tool no guarantee will be granted.

15
INSTRUCTIUNI DE SIGURANTA
Stimate client,
Felicităripentruachiziţionareademaşinidelaceamairapidăcreşteredebranddesculeelectricesipneumatice
-MAKALON.Atuncicândsuntinstalateşideoperare,MAKALONsuntmasinisigureşiabileşisălucrezecueivafurnizao
adevarataplacere.Pentruconfortuldvs.afostconstruitşioreţeadeserviciiexcelentedestaţiedebenzină32înîntreagaţară.
Înaintedeautilizaacestaparat,vărugămsăfamiliarizatcuatenţieacesteinstrucţiuni“pentruutilizare.
În interesul siguranţei şi pentru a asigura utilizarea corectă şi citiţi cu atenţie aceste instrucţiuni, inclusiv
recomandărişiavertismenteînele.Pentruaevitaerorileinutileşiaccidentele,esteimportantcaacesteinstrucţiunivor
disponibilepentruconsultareînviitortuturorcelorcarevorutilizaaparatul.Dacă-lvinzilaunnouproprietar“Instrucţiunilede
utilizare”trebuiesăeprezentateîmpreunăcuelpentruapermitenoilorutilizatorisăsefamiliarizezecusiguranţărelevante
şiinstrucţiunideutilizare.
EuromasterImportExportLtd.esteunreprezentantautorizatalproducătoruluişiproprietaralmarciiMAKALON.
Adresa:Soa1231,Bulgaria“Lomskoshausse”B-dul.246,tel029343333,9341010,
www.euromasterbg.com,e-mail:[email protected].
Începândcuanul2006companiaaintrodussistemuldemanagementalcalităţiiISO9001:2008cudomeniul
deaplicarealcerticării:Comert,import,exportşideservicedehobbyşiinstrumenteprofesionaleelectrice,mecaniceşi
pneumaticeşihardware-ulgeneral.CerticatulafostemisdecătreMoodyInternationaldeCerticareLtd,Anglia.
INFORMAŢII TEHNICE
Parametrii Unitate Valoare
Model - MK-PW03
Volta V AC 230
Frecventa Hz 50
Putere W 800
Zgomot informaţii dB(А) (less than) 70
Vibraţii m/s2(less than) 2.5
Temperatura max °C 300
Pentru ţevi cu o dimensiune a mm 20 - 32
Adaptoare pieces 3
Clasa protectie - I
RO

16 www.euromasterbg.com
PiesedeschimbLista:
1.Mâner.
2.Elementdeîncălzire
3.Lampădecontroltemperaturăverde
4.Lampădecontrolreţearoşie.
5.Butondereglareatemperaturii.
6.Suportdesol.
7.Sculedeîncălzire(ştuţdeîncălzire,bucşădeîncălzire):
Ø20mm,Ø25mm,Ø32mm,
Instrucţiunigeneraledesiguranţă
AVERTIZARE
Citiţitoateinstrucţiunile.Nerespectareaacestorapoate
ducelaşocurielectrice,
incendiişi/sauaccidentegrave.Termenul„maşini
electrice“folositîncontinuarese
referălasculeleelectriceportabilealimentatedelareţea
sauacumulatori,caşilamaşinilestaţionare.Folosiţi
maşinileelectricenumaiînscopulpentrucareaufost
proiectate,cunoscândregulilegeneraleşicelespecice
deprevenireaaccidentelor.
PĂSTRAŢIINSTRUCŢIUNILEDEUTILIZAREŞI
DESIGURANŢĂ.
A)Zonadelucru
a)Menţineţizonadelucrucuratăşibineluminată.
Dezordineaşislabailuminare
genereazăaccidente.
b)Nufolosiţimaşinielectriceînmediicupotenţial
exploziv,cumarînprezenţalichidelorinamabile,a
gazelorsauaprafurilorexplozive.Maşinileelectrice
genereazăscânteicepotdetonaacestemedii.
c)Îndepărtaţicurioşiişicopiidinzonadelucru.Disterea
atenţieipoateprovocapierdereacontroluluimaşiniiîn
lucru.
B)Prevenireaelectrocutării
a)Ştecherelemaşinilortrebuiesăsepotriveascălapriza
folosită.Numodicaţi
niciodatăştecherul.Nufolosiţiadaptoaredeştecher
pentrumaşinilecuîmpământare.Ştechereleoriginaleşi
prizelepotrivitereducrisculelectrocutării.
Dacămaşinaarecabludealimentarecuconductorde
protecţie,ştecherultrebuieconectatnumailaoprizăcu
împământare.Peşantiere,înmediiumede,subcerulliber,
etc.,alimentaţimaşinanumaiprinintermediuluneiprize
cuprotecţiede30mA(disjunctorFI).
b)Evitaţisăatingeţiobiectelegatelapământ,precumţevi,
radiatoare,cuptoare,
frigidere.Risculdeelectrocutarecreşteîncontactcu
corpurilegatelapământ.
c)Nuexpuneţimaşinileelectricelaploaiesauumezeală.
Apacepătrundeîntr-omaşinăelectricăcreşterisculde
electrocutare.
d)Îngrijiţicablulelectric.Nufolosiţiniciodatăcablulpentru
atransportamaşina.Nuteţidecablupentruascoatedin
priză.Feriţicabluldecăldură,ulei,muchiiascuţitesau
elementeînmişcare.Cabluriledeterioratecrescrisculde
electrocutare.
e)Cândfolosiţiomaşinăelectricăînaerliber,alegeţiun
cabluprelungitorspecialpentruexterior.Astfel,reduceţi
risculdeelectrocutare.clothes,jewelleryorlonghaircan
becaught
C)Siguranţapersonală
Esteinterzisăfolosireaacestorutilajedecătrepersoane
(incl.copii)neaaţiîntotalitateacapacităţilorzice,
senzorialesaupsihicesaucarenuauexperienţaşi
cunoştinţelenecesare,cuexcepţiacazurilorîncare
aceştiaaufostinstruiţişivericaţideopersoană
responsabilăcusecuritatea
muncii.Copiiivortrebuisupravegheaţipermanentpentru
a-iîmpiedicasăse
joacecuacestutilaj.
a)Cândlucraţicuomaşinăelectrică,rămâneţipermanent
atent la ceea ce
faceţi.Nulucraţiatuncicândsunteţiobositsausub
inuenţaalcooluluisauamedicamentelor.Unsingur
momentdeneatenţiepoatecauzagraveaccidente.
b)Folosiţiechipamentuldeprotecţie.Protejaţi-vă
întotdeaunaochii.Echipamentul
deprotecţieadecvatsituaţiei,precummascadepraf,
încălţăminteaantiderapantă,cascadeprotecţie,căştile
antifon,vorreducerisculdevătămarecorporală.
c)Evitaţipornireaaccidentală.Înaintedeaintroduce
ştecherulînpriză,asiguraţi-văcăîntrerupătoruldepornire
nuesteacţionat.Transportarea
maşiniicudegetulpeîntrerupătorşialimentareamaşinii
cuîntrerupătorulde
alimentarepornitvorgeneraaccidente.
d)Îndepărtaţicheiledexaresaureglajînaintedeaporni
maşina.Osculă
lăsatăpeunelementînmişcarepoategeneravătămare
corporală.
e)Păstraţiîntotdeaunaunbunechilibrualcorpului.
Astfelputeţiaveaunmaibuncontrolalmaşiniiînsituaţii
neprevăzute.
f)Îmbrăcaţi-văadecvat.Nupurtaţihainelargisaubijuterii.
Feriţi-văhainele,mânuşileşipăruldepărţileînmişcare
alemaşinii.Hainelelargi,părulşibijuteriilepotprinseîn
mişcareapărţilormobile.
g)Dacămaşinaestelivratăcuaccesoriispecicepentru
îndepărtareaprafului,
asiguraţi-văcăacesteasuntfolositeşicorectconectate.
Folosirealorreduce
riscurilelegatedepraf.
h)Permiteţinumaipersonaluluicalicatsăfolosească
maşinielectrice.Ceiceînvaţăpotutilizaomaşină
electricănumaidacăleestenecesarpentrucalicarea
lor,dacăaupeste16anişinumaisupravegheaţideo
persoanăcalicată.
D)Folosireaşiîngrijireamaşinilorelectrice
a)Nusuprasolicitaţimaşina.Folosiţimaşinapotrivităcu

17
sarcinadelucru.
Maşinavalucramaibineşimaisiguratâttimpcâteste
folosităînlimitelepentru
careafostproiectată.
b)Nufolosiţimaşinaelectricădacăîntrerupătorulnu
funcţioneazăcorect.
Oricemaşinăelectricăcenupoatecontrolatăprin
întrerupătorestepericuloasă
şitrebuiereparată.
c)Deconectaţimaşinadelaprizadealimentareînaintede
oriceconectarea
unuiaccesoriu,reglaresaudepozitare.Acestemăsuri
reducrisculpornirii
accidentale.
d)Depozitaţimaşinileastfelîncâtsăeinaccesibile
copiilor.Nupermiteţiniciuneipersoanenefamiliarizatecu
maşinileelectriceşicuacesteinstrucţiunisăfolosească
omaşinăelectrică.Maşinileelectricesuntpericuloase
atuncicândajungpemânaunorneavizaţi.
e)Maşinileelectricetrebuieîntreţinute.Vericaţimontura
părţilormobileşiaoricăruielementcepoateafectabuna
funcţionareamaşinii.Dacăsuntnereguli,daţimaşinala
reparatunuiserviceautorizatMAKALON,înaintedeao
folosidinnou.Multeaccidentesuntdeterminatedestarea
deproastăîntreţinereamaşinilor.
f)Menţineţicuţiteleascuţiteşicurate.Sculeleaşchietoare/
tăietoareînbună
starenuseblocheazăşisuntmaiuşordecontrolat.
g)Fixaţifermpiesaprelucrată.Folosiţiomenghinăsau
dispozitivedeprindere
pentruaxapiesaprelucrată.Estemultmaisigurdecât
săîncercaţisăoţineţicumânaşivăpermitesăaveţi
ambelemâiniliberepentrucontrolulmaşinii.
h)Folosiţimaşinile,accesoriile,sculeledelucru,etc.,în
acordcuprezenteleinstrucţiunişiînmodulspecicde
operareamaşiniirespective,luândînconsiderare
condiţiileconcretedelucru.Folosireamaşinilorînalt
scopdecâtcelproiectatpoateducelasituaţiipericuloase.
Oricemodicareneautorizatăauneimaşinielectriceeste
interzisădinmotivedesiguranţăaexploatării.
E)Service
a)Maşinatrebuiereparatănumaidecătrepersonal
specialcalicatşinumaicupiesedeschimboriginale.
Astfelveţiaveaîncontinuaresiguranţăînutilizareaei.
b)Respectaţiinstrucţiunileprivindînlocuirea
consumabilelorşiintrucţiunile
privitoarelaîntreţinereamaşinii.
c)Vericaţiperiodicstareacordonuluidealimentareşia
eventualelorprelungitoare
pecarelefolosiţi.Cordonuldeteriorattrebuieînlocuitla
uncentrudeserviceautorizatMAKALON.Prelungitoarele
defectetrebuiereparatesauînlocuite.
Instrucţiunispecialedesiguranţă
AVERTIZARE
●Elementuldeîncălzireatingetemperaturidelucrude
pânăla300°C.Dinacest
motiv,dinmomentulîncareaparatuls-acuplat,nuseva
atingenicielementul
deîncălzire(unelteledeîncălzire)nicipieseledintablăde
oţeldintreelementul
deîncălzireşimâneruldinmaterialplastic.Nuseva
atingedeasemeneaniciîmbinareasudatălaţeavadin
materialplasticşizonaînvecinatăacesteiaatâtpetimpul
sudăriicâtşidupăsudare!Dupădecuplare,aparatulare
nevoiedeunanumittimppânăcândserăceşte.Procesul
derăcirenusevaacceleraprinintroducereaacestuiaîntr-
unlichiddeoareceînacestmodaparatulsedeteriorează.
●Laaşezareaaparatuluierbintejossevaţinecontca
elementuldeîncălziresă
nuintreîncontactcumaterialeinamabile.
●Aparatulsevaaşezanumaipesuporturilespecial
prevăzuteînacestsens(suportuldesol,suportulpentru
banculdelucru)saupesuporturineinamabile.
●Ştuţuriledeîncălzireşibucşeledeîncălziresevor
schimbanumaiînstarecaldă.
Utilizareacorespunzătoare
AVERTIZARE
AparatuldesudurăţeviprinelectrofuziuneMAKALONse
foloseştelasudarea
ţevilordeplasticşiatingurilordinPB,PE,PPşiPVDF.
Folosireasculelorînoricealtscopeste
necorespunzătoare,inddeciinterzisă.
Valoareaindicatăaoscilaţiilorafostmăsuratădupăo
metodătestatăstandardizatăşipoatefolosităpentru
comparaţiacuunaltechipament.Valoarea
indicatăaoscilaţiilorpoatefolositădeasemeneapentru
estimareavibraţiilor.
ATENŢIE
Valoareaoscilaţiilorpoatediferiincondiţiilefolosirii
echipamentuluifaţădevaloareaactuală,depinzândde
modulcumestefolositechipamentul.Funcţionareaîn
conditiileactualedeoperare(operareacuintermitenţă)
estenecesarăpentruaspecicamăsuriledesiguranţă
pentruprotecţiaoperatorului.
1.Punereaînfuncţiune
1.1.Racordulelectric
AVERTIZARE
Aparatuldesudatcumufăcuelementdeîncălziretrebuie
racordatlaoprizăcupământaredeprotecţie(conductor
deprotecţie).Atenţielatensiuneadinreţea!Înaintede
racordareaaparatulsevavericadacătensiuneaindicată
peplăcuţaaparatuluicorespundecutensiuneadereţea.
1.2.Aşezareaaparatuluidesudarecumufăcuelement
deîncălzire
Aparatulestelivratcusuportuldesol,aşacumeste
indicatîn.
Suportuldesolserveştelaxarepetimpulsudării
respectivsefoloseştedreptdispozitivdeaşezarea
aparatuluidupăsudare.Dreptauxiliarselivreazăun

18 www.euromasterbg.com
suportpentrubanculdelucruîncareaparatulpoatexat
înpoziţieorizontalăsauverticală.
Aşezareaaparatuluidesudarecumufăcuelementde
încălzire
Aparatulesteaşezatpesuportuldesolsauestexatcu
suportulde
bancadelucru.
ATENŢIE
Înstareerbinteaparatulsevaprindenumaidemânerul
(1).Nuatingeţiniciodatăelementuldeîncălzire(2),
unelteledeîncălzire(7)sautableledintremânerul(3)şi
elementuldeîncălzire(4)!Pericoldearsuri!
1.3.Selecţiasculelordeîncălzire
Sculeledeîncălzire(Fig.3),ştuţuriledeîncălziresau
bucşeledeîncălziresevoralegeînfuncţiedegrosimea
ţevii.Acesteasevormontapeelementuldeîncălzireaşa
cumesteindicatînFig.1(5)cuajutorulcheiihexagonale
livrateodatăcuaparatul.Înfuncţiedenecesitate,pe
elementuldeîncălzirepotmontateşimaimultescule
simultan.
Selecţiasculelordeîncălzire
Sculeledeîncălzire(5),ştuţuriledeîncălziresaubucşele
deîncălziresevoralegeînfuncţiedegrosimeaţevii.
Acesteasevormontapeelementuldeîncălzire(4)cu
ajutorulcheiiştifthexagonalelivrateodatăcuaparatul.
Peelementuldeîncălzirepotmontateşidouăscule
simultan.
1.4.Reglareaelectronicăatemperaturii
AtâtDIN15960câtşiDVS2208partea1prescriucă
temperaturaunuielement
deîncălziretrebuiesăereglabilăîntreptefoartene.
Pentruagarantaşiconstanţanecesarăatemperaturii
laelementuldeîncălzire,aparatelesuntechipatecu
unreglajdetemperatură(termostat).DVS2208partea
1prescriecădiferenţeledetemperaturăraportatela
comportamentuldereglaretrebuiesăedemaximal3°C.
Aceastăpreciziedereglaresepoaterealizanumaiprin
reglareaelectronicăatemperaturii.Aparateledesudare
cumufăcuelementdeîncălzirecutemperaturăpresetată
xărespectivcuregulatordetemperaturămecanicnu
sevorfolosidinacestmotivpentrusudăriconformDVS
2207.
Latoateaparateledesudarecumufăcuelementde
încălzireMAKALONtemperaturaestereglabilă.Elesunt
livratecureglajelectronicaltemperaturii.
Aparateledesudarecumufăcuelementdeîncălziresunt
marcatepeplăcuţacudateastfel:
Reglareamecanicăatemperaturii(Termostat)FM
Temperaturadelucrude260±10°Cestepresetată.Se
vaţinecontdeinformaţiile
producătoruluireferitoarelaţevirespectivpieselede
racordare!Înaintea
începeriilucrărilordesudurăsevavericatemperaturade
lasuprafeţele
funcţionalealeuneltelordeîncălzire.
1.5.Preîncălzireaaparatuluidesudarecumufăcu
elementdeîncălzireEE
Dacăconductaderacordaaparatuluidesudarecumufe
cuelementdeîncălzire
seracordeazălareţea,acestaîncepesăseîncălzească.
Sevoraprinde
lamparoşiedecontrolreţea(6)şilampaverdedecontrol
temperatură(7).
Aparatularenevoiedecca.10minutepentruaseîncălzi.
Dacăs-aatins
temperatureprevăzutăreglată,regulatoruldetemperatură
integrat(termostatul)
vaîntrerupealimentareacucurentaelementuluide
încălzire.Lampadecontrol
reţeavaluminamaideparte.Lampadecontrol
temperaturăvaluminaintermitent
şivasemnalizaastfelpornireaşioprireapermanentăa
alimentăriicu
curent.Dupăalte10minutedeaşteptaresuplimentare
(DVS2207partea1),
procesuldesudarepoateîncepe.
Preîncălzireaaparatuluidesudarecumufăcuelement
deîncălzireDacăconductaderacordaaparatuluide
sudarecumufăcuelementdeîncălzireseracordeazăla
reţea,acestaîncepesăseîncălzească.Sevoraprinde
lampaverdedecontrolreţea(6)şilamparoşiedecontrol
temperatură(7).
Aparatularenevoiedecca.10minutepentruaseîncălzi.
Dacăs-aatinstemperatureprevăzutăreglată,regulatorul
detemperaturăintegrat(termostatul)
vaîntrerupealimentareacucurentaelementuluide
încălzire.Lampadecontrol
temperaturăroşiesevastinge.Atâtatimpcâtlampade
controltemperaturăroşielumineazănusevasuda.
1.6.AlegereatemperaturiidesudareTemperatura
aparatuluidesudarecumufecuelementdeîncălzire
estepresetatăpetemperaturadesudaremediepentru
ţevidinPP(260°C).Dependentdematerialulţeviipoate
necesarăcorectareaacesteitemperaturidesudare
presetate.Înacestsenssevaţinecontdeinformaţiile
producătoruluireferitoarelaţevirespectivpiesele
derecord!Dinacestmotivtemperaturauneltelorde
încălzire(ştuţurideîncălzireşibucşedeîncălzire)trebuie
controlatăcuunaparatdemăsurăatemperaturiide
suprafaţăelectronic.Eventualtemperatura
poatecorectatăprinrotireabutonuluidereglarea
temperaturii(8).Dacăs-a
modicattemperatura,sevaţinecontcăaparatularevoie
săeutilizatabia
după10minutedupăatingereatemperaturiiprescrise.
2.Funcţionarea
2.1.Descriereaprocedeului
Lasudareacumufăcuelementdeîncălzire,ţeavaşi
piesaderacordsesudează
suprapus.Capătulţeviişimufapieseiderecordseaduc
cuajutorulsculeide
încălziresubformădeştuţsaubucşăla

19
temperaturadesudaredupăcarese
sudeazăîmpreună.Capătulţeviişibucşadeîncălzire
respectivmufapieseideracordşiştuţuldeîncălziresunt
corelateîntreeleastfelîncâtlaîmbinareseproduceo
presiunedeîmbinare(Fig.4):
LiniadirectoareDVS2208prevedepentrusudareacu
mufăcuelementde
încălzire2procedeelacareştuţuriledeîncălzireşi
bucşeledeîncălzirese
deosebescdimensionalîntreele.LaprocedeulAnueste
prevăzutănicio
prelucraremecanicăaţevii,laprocedeulBesteprevăzută
oprelucraremecanică
aţevii(sanfrenare).Ştuţuriledeîncălzireşibucşelede
încălzireMAKALON
suntfabricatenumaidupăprocedeulA,decinueste
necesarăprelucrarea
mecanicăaţevii.
Sudurilecumufecuelementdeîncălzirepotefectuate
demânăpânăla
inclusivunØde50mm.Ladiametrealeţevilormaimari,
datorităforţelorde
îmbinarecrescânde,estenecesarăfolosireaunui
dispozitivdesudarecorespunzător.
2.2.Pregătireadesudare
Sevorrespectainformaţiileproducătoruluireferitoarela
ţevişipiesederacord!
Capătulţeviitrebuietăiatînunghidreptşiplan.Acest
lucruseefectueazăcu
aparatuldetăiatţevisaucufoarfeceledetăiatţevi.Pe
lângăaceasta,capătulţeviisevasanfrenapentru
aputeaîmbinatmaiuşorcumufa.Pentrusanfrenarese
vafolosiaparatul
desanfrenareaţevilor.Scurttimpînaintedesudare,
capeteleţeviicareurmeazăasudateşiparteainterioară
amufeipieseide
racord,dacăestenecesarştuţuriledeîncălzireşibucşele
deîncălzire,sevor
curăţacuhârtiesaustofăcarenuproducscameşicuspirt
orialcooltehnic.
Sevaţinecontînspecialcapestratulacoperitoral
ştuţuluideîncălzireşi
bucşeideîncălziresănurămânăurmedematerialplastic.
Lacurăţireauneltelor
sevaţineneapăratcontdefaptulcastratulantiadezival
acestorasănuse
deterioreze.Suprafeţeledesudatnusevormaiatinge
înaintedesudare.
2.3.Etapelesudăriicumufăcuelementdeîncălzire
2.3.1.Încălzirea
Pentruîncălzireţeavaşipiesaderacordseintroduc
repedeşiaxialpânăla
capătrespectivpânălamarcajpesculeledeîncălzitşise
ţinxînaceastă
poziţie.Sevarespectatimpuldeîncălzireconformdatelor
dingura5,coloana
2.Laîncălzire,călduraintrăînsuprafeţeleîmbinatecare
urmeazăasudate
şileaducelatemperaturadesudare.
2.3.2.Schimbareaşiîmbinarea
Dupăîncălzireţevileşipieselederacordsevorscoate
bruscdepesculeledeîncălzireşisevorînngeimediat
fărărotireunaînaltapânălacapăt.Timpuldeschimbare
nuarevoiesădepăşeascăvalorileindicateîngura5,
coloana3deoareceîncazcontrarsuprafeţeleîmbinatese
răcescinadmisibildemult.
2.3.3.Fixarea
Pieseleîmbinatetrebuiescxate(ţinutex)conform
datelordin,coloana4.
2.3.4.Răcirea
Îmbinareapoatesolicitatăabiadupăexpirareatimpului
derăcirepentruefectuareacelorlaltelucrăridepozarela
ţeavă.
3.Punereaînfuncţiune
AVERTIZARE
Înaintedelucrărideîntreţinereşireparaţiiscoateţi
ştecherul!Acestelucrări
suntpermiseexclusivspecialiştilorcareaucalicarea
necesară.
3.1.Întreţinerea
AparateleMAKALONnunecesităîntreţinerecurentă.
3.2.Inspecţia/Punereaînfuncţiune
Stratulantiadezivalelementuluideîncălziresevacurăţa
înainteaoricăreisudăricuhârtiesaustofăcarenuproduc
scameşicuspirtorialcooltehnic.
Sevorîndepărtaimediatînspecialresturiledematerial
plasticdepeelementul
deîncălzire.Sevaţineneapăratcontdefaptulcastratul
antiadezivalelementului
deîncălziresănusedeterioreze.
4.Comportamentulîncazdederanjamente
4.1.Simptom:Aparatuldesudatcumufăcuelementde
încălzirenuseîncălzeşte.
Cauza:●Aparatuldesudatcumufăcuelementde
încălzirenuesteintrodusînpriză.
●Cablulderacorddefect.
●Prizadefectă.
●Aparatuldefect.
4.2.Simptom:Pesculeledeîncălzitrămânlipiteresturide
materialplastic.
Cauza:●Sculeledeîncălzitsuntmurdare(vezi4.2.).
●Stratulantiadezivdeteriorat.
5.Reciclareaecologică
Aparateledesudatprinelectrofuziunenusevorarunca
îndeşeurile
menajerelaexpirareadurateideviaţă.Acesteasevor
reciclaecologicconform
normelorînvigoare.
6.Garanţiaproducătorului
PentrustraturiledePTFEaleelementelordeîncălzire
deterioratedatorităutilizăriinecorespunzătoarenuse

20 www.euromasterbg.com
ЕО ДЕКЛАРАЦИЯ ЗА СЪОТВЕТСТВИЕ
Евромастер Импорт Експорт ООД
Адрес: София 1231, България, “Ломско шосе“ 246.
Продукт: Поялник за полипропилен
Запазена марка: MAKALON
Модел: MK-PW03
е проектиран и произведен в съответствие със следните директиви:
2006/42/EC на Европейския парламент и на Съвета от 17 май 2006 година относно
машините
2014/30/ЕС на европейския парламент и на съвета от 26 февруари 2014 година
за хармонизиране на законодателствата на държавите членки относно електромагнитната
съвместимост.
2014/35/ЕС на Европейския Парламент и на Съвета от 26 февруари 2014 година
за хармонизиране на законодателствата на държавите членки за предоставяне на пазара
на електрически съоръжения, предназначени за използване в определени граници на
напрежението.
и отговаря на изискванията на следните стандарти:
EN 12100:2003; EN 55014-2:1997/A1:2002, EN 60204-1:2003;
EN 60745-1:2004, EN 60745-2-9:2009; EN 60745-2-11:2003/A1:2009;
EN 61000-3-2:2006, EN 61000-3-3:1995/A1:2001; EN 61029-1, EN 61029-2-9
Място и дата на издаване:
София, България Бранд мениджър:
15-ти Ноември 2016 г Красимир Петков
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
Pagina se încarcă ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36




































Alte documente
-
 Raider Power Tools RD-PW02L Manual de utilizare
Raider Power Tools RD-PW02L Manual de utilizare
-
Defort DWP-2000 Manualul proprietarului
-
 Raider Power Tools RD-IW25 Manual de utilizare
Raider Power Tools RD-IW25 Manual de utilizare
-
 Raider Power Tools RD-IW21 Manual de utilizare
Raider Power Tools RD-IW21 Manual de utilizare
-
 Raider Power Tools RD-IW15 Manual de utilizare
Raider Power Tools RD-IW15 Manual de utilizare
-
 Raider Power Tools RD-IW19 Manual de utilizare
Raider Power Tools RD-IW19 Manual de utilizare
-
 Raider Power Tools RD-IW27 Manual de utilizare
Raider Power Tools RD-IW27 Manual de utilizare
-
 Raider Power Tools RD-IW28 Manual de utilizare
Raider Power Tools RD-IW28 Manual de utilizare
-
 Raider Power Tools RD-IW160 Manual de utilizare
Raider Power Tools RD-IW160 Manual de utilizare
-
 Raider Power Tools RD-IW24 Manual de utilizare
Raider Power Tools RD-IW24 Manual de utilizare








