
RAIDER
power tools
USER’S MANUAL
RD-PW02L
○ поялник за
полипропилен 6 глави
○ pipe welding set 6 socket
○ dispozitiv ptr. lipit tevi set
○ греалка за пластични
цевки
○ spajkalnik polipropilena
○ aparat za lepljenje cevi
○ паяльник для сварки
пропиленовых труб
www.raider.bg
Contents
2 BG схема
3 BG оригинална инструкция за употреба
9 EN original instructions’ manual
15 RO instructiuni originale
21 MK инструкции
27 SL preklad pôvodného návodu na použitie
32 SR originalno uputstvo za upotrebu
38 RU инструкции по применению

2www.raider.bg
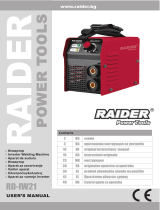
Изобразени елементи.
1. Дръжка.
2. Нагревателен елемент.
3. Зелена контролна лампа за температурата.
4. Червена контролна лампа за захранването.
5. Потенциометър за регулиране на температурата.
6. Поставка.
7. Глави с тефлоново покритие: Ø20mm, Ø25mm, Ø32mm, Ø40mm, Ø50mm, Ø63mm.
14
6
5
2
3
7

3
ОРИГИНАЛНА ИНСТРУКЦИЯ ЗА УПОТРЕБА
Уважаеми потребители,
Поздравления за покупката на машина от най-бързоразвиващата се марка
за електрически и пневматични инструменти - RAIDER. При правилно инсталиране и
експлоатация, RAIDER са сигурни и надеждни машини и работата с тях ще Ви достави
истинско удоволствие. За Вашето удобство е изградена и отлична сервизна мрежа с 32
сервиза в цялата страна.
Преди да използвате тази машина, моля, внимателно се запознайте с настоящата
“Инструкция за употреба”.
В интерес на Вашата безопасност и с цел осигуряване на правилната й
употреба, прочетете настоящите инструкции внимателно, включително препоръките и
предупрежденията в тях. За избягване на ненужни грешки и инциденти, важно е тези
инструкции да останат на разположение за бъдещи справки на всички, които ще ползват
машината. Ако я продадете на нов собственик то “Инструкцията за употреба” трябва да
се предаде заедно с нея, за да може новия ползвател да се запознае със съответните
мерки за безопасност и инструкциите за работа.
“Евромастер Импорт Експорт” ООД е упълномощен представител на
производителя и собственик на търговската марка RAIDER. Адресът на управление на
фирмата е гр. София 1231, бул. “Ломско шосе” 246, тел. 02 934 33 33, 934 10 10, www.raider.
bg; www.euromasterbg.com; e-mail: info@ euromasterbg.com.
От 2006 година във фирмата е въведена системата за управление на качеството
ISO 9001:2008 с обхват на сертификацията: Търговия, внос, износ и сервиз на
професионални и хоби електрически, пневматични и механични инструменти и обща
железария. Сертификатът е издаден от Moody International Certication Ltd, England.
Технически данни
параметър мерна
единица стойност
Модел -RD-PW02L
Номинално напрежение V 230
Номинална честота Hz 50
Консумирана мощност W 1000
Информация за шум dB(А) (по-малко от) 70
Ниво на вибрации m/s2(по-малко от) 2.5
Максимална температура °C 300
За тръби с диаметър mm 20 - 63
Брой накрайници pieces 6
Клас на защита - I
BG

4www.raider.bg
Общи указания за безопасност
ПРЕДУПРЕЖДЕНИЕ
Трябва да се прочетат всички указания.
Неспазването на посочените по-долу
указания може да доведе до токов удар,
пожар и/или да предизвика тежки
наранявания. Използваното в текста
понятие „електрически уред“, се отнася
до захранвани от мрежата електрически
инструменти (с кабел), електрически
инструменти с батерии (без кабел),
машини и електрически уреди.
Използвайте електрическия уред
само по предназначение и следвайки
общите указания за безопасност и
предотвратяване на злополуки.
ЗАПАЗЕТЕ ВСИЧКИ УКАЗАНИЯ ЗА
БЕЗОПАСНОСТ И ИНСТРУКЦИИ.
A) Работно място
a) Поддържайте работното си място чисто
и подредено. Безпорядъкът и
недостатъчното осветление на работното
място могат да доведат до злополуки.
b) Не работете с електрическия уред
във взривоопасна среда, т.е. в близост
до леснозапалими течности, газове
или прахове. Електрическите уреди
произвеждат искри, които могат да
запалят праха или изпаренията.
c) По време на работа с електрическия
уред дръжте децата и други лица
на безопасно разстояние. При разсейване
можете да загубите контрол върху уреда.
B) Електрическа безопасност
a) Щепселът на електрическия уред
трябва да пасва добре на контакта.
Щепселът не трябва да се изменя по
никакъв начин. Не използвайте адаптерни
щепсели със занулените електрически
уреди. Непроменените щепсели и
подходящите контакти ограничават риска
от токов удар. Ако електрическият уред
е снабден със защитен проводник, той
може да се включва само в контакти със
заземяваща контактна система (шуко). На
строителната площадка, във
влажна среда, на открито или при
подобни обстоятелства, включвайте
електрическия уред към мрежата само
чрез предпазен прекъсвач с утечен ток 30
mA (FI-прекъсвач).
b) Избягвайте телесния контакт със
заземени повърхности, като тръби,
радиатори, печки и хладилници.
Съществува повишен риск от токов удар,
когато тялото Ви е заземено.
c) Предпазвайте уреда от дъжд и влага.
Проникването на вода в електри-
ческия уред увеличава риска от токов
удар.
d) Не използвайте кабела за други цели,
напр. да пренасяте уреда, да го окачвате,
да издърпвате щепсела от контакта.
Дръжте кабела далеч от топлина, масла,
остри ръбове или подвижните детайли на
уреда. Наранените или заплетени кабели
увеличават риска от токов удар.
e) Когато работите с електрически уред на
открито, използвайте само удължаващи
кабели, които също са одобрени за
работа на открито.
Използването на одобрен за употреба на
открито удължаващ кабел, ограничава
риска от токов удар.
C) Безопасност на лицата
Тези уреди не са предназначени за
използване от лица (включително и
деца) с физически, органолептични или
духовни свойства или недостатъчен
опит и знания, освен ако те не са
инструктирани относно използването на
уреда или се контролират от лице, което е
отговорно за тяхната безопасност. Децата
трябва да се намират под контрол, за да
се гарантира, че те не играят с уреда.
a) Бъдете внимателни, следете това,
което правите, и подхождайте разумно
към работата с електрически уреди. Не
използвайте електрическия уред,
ако сте уморени или се намирате
под влияние на наркотици, алкохол
или медикаменти. Един момент на
невнимание по време на експлоатация
на електрическия уред може да доведе до
сериозни наранявания.
b) Носете защитно облекло и винаги
предпазни очила. Носенето на защитно
облекло, като маска за прах, обувки,
които не се хлъзгат, каска или слушалки,
според вида и приложението на
електрическия уред, ограничава риска от
токов удар.
c) Избягвайте неволното пускане в
експлоатация на уреда. Преди да
поставите щепсела в контакта, се уверете,
че прекъсвачът е в позиция „изключен“.
Когато при пренасяне на уреда, пръстът

5
Ви е на прекъсвача или свързвате
включения уред към мрежата, това
може да доведе до злополуки. Никога не
шунтирайте импулсния прекъсвач.
d) Преди да включите електрическия
уред, отстранете всички инструменти
за настройка или гаечни ключове. Един
инструмент или ключ, който се намира
във въртящ се детайл на уреда, може да
доведе до наранявания.
Никога не поставяйте пръстите си във
въртящи се (циркулиращи) детайли на
уреда.
e) Не надценявайте възможностите
си. Погрижете се да заемете стабилно
положение и да запазите равновесие
през цялото време. По този начин ще
можете да контролирате уреда по-добре в
неочаквани ситуации.
f) Носете подходящо за целта облекло. Не
носете широки дрехи или бижута. Дръжте
косата, облеклото и ръкавиците си далече
от подвижните детайли. Хлабавите дрехи,
бижутата или дългите коси могат да се
захванат от подвижните детайли.
g) Когато на уреда могат да се монтират
прахосмукачка или улавящо устройство,
уверете се, че те са свързани и се
използват правилно. Употребата на тези
съоръжения ограничава риска, породен
от праха.
h) Предоставяйте електрическия уред
само на обучени за целта лица.
Младежите могат да работят с
електрическия уред, само ако са
на възраст над 16 години, което
e необходимо за завършване на
образованието им, и само под контрола
на специалист.
D) Старателно боравене с
електрическия уред
a) Не претоварвайте уреда. Използвайте
уред, съответстващ на работата Ви.
С подходящия електрически уред ще
работите по-добре и по-безопасно при
посочената мощност.
b) Не използвайте електрически уред,
чийто прекъсвач е повреден. Един
електрически уред, който вече не може да
се включи или изключи, е опасен
и трябва да се ремонтира.
c) Преди да предприемете настройки по
уреда, да сменяте принадлежностите или
да оставите уреда настрана, извадете
щепсела от контакта.
Тази предохранителна мярка
предотвратява неволното стартиране на
уреда.
d) Съхранявайте електрическите уреди,
които не използвате, извън обсега на
деца. Не позволявайте уреда да се
използва от лица, които не са запознати
с него или не са прочели настоящите
указания. Електрическите уреди са
опасни, когато се използват от необучени
лица.
e) Грижете се добре за електрическия
уред. Контролирайте дали подвижните
детайли на уреда функционират
безупречно и не заяждат, дали детайлите
са счупени или повредени така, че
да затрудняват функционирането на
електрическия уред. Преди да използвате
уреда, оставете
повредените детайли да бъдат
ремонтирани от квалифициран персонал
или от оторизиран сервиз на RAIDER.
Много злополуки са причинени от лошо
поддържани електрически инструменти.
f) Поддържайте режещите инструменти
остри и чисти. Грижливо поддържаните
режещи инструменти с наточени остриета
заяждат по-рядко и се управляват лесно.
g) Обезопасете обработваемия детайл.
Използвайте затегателни устройства
или менгеме, за да закрепите детайла.
Този начин е по-безопасен, отколкото да
го държите с ръка, а освен това имате на
разположение и двете си ръце за работа
с уреда.
h) Използвайте електрическите уреди,
принадлежности, уреди за вграждане
и т.н. съгласно настоящите указания
и както е посочено в инструкциите на
съответните уреди. Освен това вземете
под внимание също условията на работа
и дейността, която трябва да се извърши.
Използването на електрически уреди не
по предназначение може да доведе до
опасни ситуации. Всяко собственоръчно
изменение на електрическите уреди е
забранено от съображения за сигурност.
E) Сервиз
a) Оставяйте Вашия уред за ремонт
само при квалифициран персонал и при
използване на оригинални резервни
части. По този начин се гарантира, че
безопасността на уреда ще се запази.
b) Следвайте указанията за поддръжка и
подмяна на уредите.
c) Контролирайте редовно проводниците
на електрическия уред и при

6www.raider.bg
повреда ги оставете за подмяна от
квалифициран персонал или оторизиран
сервиз на RAIDER. Контролирайте
редовно удължаващите кабели и ги
подменяйте, ако са наранени.
Специални указания за безопасност
ПРЕДУПРЕЖДЕНИЕ
● Нагревателния елемент достига
работна температура до 300°C. Ето защо
да не се докосват нито нагревателните
елементи, нито стоманените части между
нагревателния елемент и пластмасовата
дръжка докато уреда е захранен. Да не
се докосват също така и завареното
съединение и около него по време и
след заваряването. След изключване на
уреда минава известно време докато той
се охлади. Да не се ускорява процеса
на изстиване посредством потапяне в
течност. Така уреда щи се повреди.
● При поставяна на горещия уред да се
внимава нагревателния елемент да не
влиза в контакт с горливи материяли.
● Уреда да се поставя само върху
предназначените за това (Поставка,
Държач за работна маса) или върху
огнеупорна основа.
● Нагревателните щутцери и букси да се
подменят само в студено състояние.
Употреба по предназначение
ПРЕДУПРЕЖДЕНИЕ
Използвайте нагревателния елемент
на заваръчния апарат за муфи за
заваряване на пластмасови тръби и
фитинги от ПБ, ПЕ, ПП и ПВДФ.
Всяка останала употреба не отговаря на
предназначението и не е разрешена.
Обяснение на символите
Прочетете ръководството за
експлоатация преди да използвате
Електрическият инструмент отговаря на
клас на защита I
Екологично рециклиране
Декларация за съответствие CE
Указаната стойност на вибрациите е
измерена посредством метод според
нормите и може да се използва за
сравнение с друг инструмент. Зададената
стойност на вибрациите може да
се използва за основна оценка на
неравномерността.
ВНИМАНИЕ
Стойностите на вибрации на уреда могат
да се различават при фактическото
използване на уреда от зададените,
в зависимост от начина по който се
използва уреда: В зависимост от
действителните условия на използване
(прекъснат режим) може да се изискват
средства за защита на работещите.
1. Пуск в експлоатация
1.1. Включване в електрическата мрежа
ПРЕДУПРЕЖДЕНИЕ
Уреда за заваряване на муфи трябва да
се включва в електрическата мрежа към
контакт с защитно заземяване (защитен
проводник). Съблюдавайте напрежението
на мрежата! Преди включване на уреда
да се внимава за това дали изписаната
върху табелата стойност отговаря на
захранващото напрежение.
ВНИМАНИЕ
В горещо състояние уреда да се
хваща само за дръжката (1)! Никога не
докосвайте нагревателния елемент (2),
нагревателните инструменти
(7) или ламаринените части между
дръжката (1) и нагревателния
елемент (2)! Опасност от изгаряне!
1.2. Избор на нагревателни инструменти
Нагревателните елементи (7),
нагревателни щутцери и муфи се избират
според големината на тръбите. Те се
монтират, както е показано на фиг. 1
(7), на нагревателния елемент с помощта
на намиращия се в окомплектовката
шестограмен ключ. С намиращия се също
така в окомплектовката щифт, щутцера
може да се закрепи радиално. Според
необходимостта върху нагревателния
елемент могат да се монтират
едновременно повече нагревателни
инструменти.
Механично регулиране на температурата
(термостат) Работната температура от 260
± 10°C е твърдо зададена. Да се внимава
за информацията на търговеца на тръби
и елементи! Преди започване на
заваръчните дейности да се ровери
температурата на повърхността на
заваръчните елементи.

7
1.3. Предварително загряване на
нагревателния елемент на уреда за
заваряване на муфи.
Уреда започва за загрява щом бъде
включен в електрическата мрежа.
Светят червената контролна лампа за
захранване (4) и зелената контролна
лампа за температурата (3). Уреда се
нуждае от 10 мин. за загряване.
Щом бъде достигната нагласената
температура, вградения температурен
регулатор (термостат) изключва
захранването на нагревателния елемент.
Червената контролна лампа продължава
да свети. Зелената контролно лампа
за температурата мига и така показва
постоянното включване и изключване на
захранването. След още 10 мин време на
изчакване процеса на заваряване може да
започне.
1.4. Избор на температурата на
заваряване
Температурата на нагревателния елемент
на уреда е предварително зададена като
средна температура на заваряване на PP-
тръби (260°C).
Според материала на тръбата може да е
необходима корекция на температурата
на заваряване. Ето защо трябва да
се има в предвид информацията от
производителя на тръби и фитинги.
Затова трябва и температурата на
нагревателните инструменти (щутцери
и муфи) да се контролира например
с електрически уред за измерване на
повърхностна температура.
При необходимост температурата може
да се регулира посредством въртене на
потенциометъра за регулиране (5). Когато
температурата се промени, трябва да се
име в предвид, че нагревателния елемент
може да се използва чак 10 мин. след
достигане на необходимата температура.
2. Начин не работа
2.1. Описание на метода
При заваряване с уреда за заваряване
на муфи, тръбата и фитинга се
заваряват навлизайки едно в друго.
Края на тръбата и муфата на фитинга се
загряват до температура на заваряване
посредством подобни на букси и
щутцери нагревателни инструменти и
накрая се свързват. Края на тръбата
и нагревателнита букса съответно
фитинга и нагревателния щутцер са така
разчетени, че при присъединяването им
се създава налягане (фиг. 4):
Предписанието предвижда 2 метода за
заваряване, при които нагревателните
щутцери и букси се различават по
размерите. При метод А не се предвижда
механична обработка на тръбата,
при метод В и необходима такава
(остъргване). Щутцерите и буксите на
Raider са изработени според метод
А, тоест не е необходима механична
обработка на тръбата.
Заварките с уреда за заваряване на муфи
могат да стават до Ø 50 мм. на
ръка. При по-големи диаметри на тръбите
поради нарастващите усилия
на присъединяване трябва да се използва
подходящо устройство за заваряване.
2.2. Подготовка за заваряване
Да се спазва информацията на
производителя на тръби и фитинги! Края
на тръбата трябва да бъде
перпендикулярно и глатко отрязана.
Това става с тръбореза или с ножицата
за тръби. Освен това трябва да се вземе
фаска в края на тръбата, за да може по-
лесно да се присъединини към муфата.
За целта се използва уреда за вземане на
фаска. Непосредствено преди
заваряването, края на тръбата и
вътрешната страна на фитинга, а при
необходимост и нагревателните щутцери
и муфи да се почистят с плътна хартия
или кърпа със спирт или технически
алкохол. Особено важно е да не
остават части от пластмасата върху
нагревателните инструменти щутцери и
букси. При почистване на нагревателните
елементи да се внимава за това да не се
нарани антиадхезивната им повърхност.
Обработените повърхнини да не докосват
повече преди заваряване.
2.3. Етапи на метода на челно заваряване
посредством нагревателен елемент
2.3.1. Нагряване
За да бъдат нагряти тръбата и фитинга,
то те трябва точно и съосно съотв. до
маркировката да се поставят и задържат
върху нагревателните елементи.
Трябва да се спазват стойностите на
времето за загряване дадени на фиг.
5 графа 2. При нагряване топлината
навлиза в повърхнините на заваряемите
части и те достигат до температура за
заваряване.
2.3.2. Присъединяване и притискане
След загряването тръбата и фитинга

8www.raider.bg
се идърпват обратно и веднага без
завъртане се притискат до края. Времето
за притискане не трябва да превишава
зададените на фиг. 5 графа 3 стойности,
иначе повърхнините на притискане ще се
охладят.
2.3.3. Фиксиране
Частите които се притискат трябва да се
фиксират (задържат) според данните на
фиг. 5 графа 4.
2.3.4. Охлаждане
Съединението може да се ползва едва
след изтичането на времето за охлаждане
(фиг. 5, графа 5).
3. Привеждане в изправност
ПРЕДУПРЕЖДЕНИЕ
При ремонтиране и привеждане в
изправност да се издърпа щепсела!
Тези работи могат да се извършват само
от квалифициран персонал.
3.1. Поддържка
Уредите на RAIDER не се нуждаят от
поддържка.
3.2. Инспектиране/поддържане в
изправност
Антиадхезивното покритие на
нагревателния елемент трябва да се
почиства преди всяко заваряване с
хартия без нишки или кърпа и спирт
или технически алкохол. Остатъците от
пластмаса върху нагревателния елемент
трябва да се почистват веднага. Особено
трябва да се внимава за това, да не се
нарани от използваните инструменти за
почистване антиадхезивната повърхност
на нагревателния елемент.
4. Възможни причини при проблеми в
работата
4.1. Проблем: Нагревателния елемент на
уреда не нагрява.
Причина: ● Уреда не е включен в
захранването.
● Захранващия кабел е дафактен.
● Контакта е дефектен.
● Уреда е дефектен.
4.2. Проблем: Остатъци от пластмаса
остават залепнали върху нагревателните
инструменти.
Причина: ● Нагревателните инструменти
са замърсени (виж 4.2.).
● Антиадхезивното покритие е наранено.
5. Рециклиране
Нагревателният елемент на заваръчния
апарат за муфи не трябва да се изхвърлят
с битовите отпадъци в края на техния
срок за експлоатация.
Те трябва да се рециклират в
съответствие със законовите разпоредби.
6. Гаранционни условия
Не се дава гаранция за нарушеното PTFE
покритие на нагревателните елементи.
Гаранционният срок е 12 месеца след
предаване на новия продукт на
първоначалния потребител. Времето
запредаване трябва да се удостовери
чрез изпращане на оригиналните
документи за покупката, които съдържат
данни относно датата на покупката и
обозначението на продукта. Всички
настъпили по време на гаранционния
срок функционални дефекти, които
доказуемо се дължат на грешки в
изработването или материала, се
отстраняват безплатно. Гаранционният
срок на продукта не се удължава
или подновява поради отстраняване
на дефекта. Щетите, които се
дължат на естествено износване,
неправилно боравене или злоупотреба,
несъблюдаване на експлоатационните
инструкции, неподходящи
производствени материали, прекомерно
натоварване, неотговарящо на целта
използване, собствена или чужда намеса
или други причини, които не се вменяват
в отговорността на фирма RAIDER, са
изключени от гаранцията.
Гаранционните услуги могат да се
извършват само от оторизиран сервиз
на фирма RAIDER. Рекламациите се
признават само, когато продуктът се
предаде в неразглобено състояние без
предварителна намеса в оторизиран
сервиз на фирма RAIDER. Заменените
продукти и части стават собственост
на фирма RAIDER.
Разноските за пратката при постъпване и
изпращане са за сметка на потребителя.
Законните права на потребителя, особено
неговите права при недостатъци
спрямо продавача, не се ограничават с
тази гаранция. Тази гаранция на
производителя важи само за нови
продукти, които са закупени или се
използват в Европейския съюз.

9
EN
ORIGINAL INSTRUCTION MANUAL
Dear Customer,
Congratulations on the purchase of machinery from the fastest growing brand of electric
and pneumatic tools - RAIDER. When properly installed and operating, RAIDER are safe and
reliable machines and work with them will deliver a real pleasure. For your convenience has
been built and excellent service network of 32 service station across the country.
Before using this machine, please carefully acquainted with these “instructions for use.
In the interest of your safety and to ensure proper use and read these instructions
carefully, including the recommendations and warnings in them. To avoid unnecessary errors
and accidents, it is important that these instructions will remain available for future reference
to all who will use the machine. If you sell it to a new owner “Instructions for Use” must
be submitted along with it to enable new users to become familiar with relevant safety and
operating instructions.
Euromaster Import Export Ltd. is an authorized representative of the manufacturer and
owner of the trademark RAIDER.
Adress: Soa City 1231, Bulgaria “Lomsko shausse” Blvd. 246, tel 02 934 33 33, 934 10 10,
www.raider.bg; www.euromasterbg.com; e-mail: [email protected].
Since 2006 the company introduced the system of quality management ISO 9001:2008
with scope of certication: Trade, import, export and servicing of hobby and professional
electrical, mechanical and pneumatic tools and general hardware. The certicate was issued
by Moody International Certication Ltd, England.
TECHNICAL SPECIFICATIONS
Parameter Units of
measurement Value
Model -RD-PW02L
Input voltage V 230
Frequency Hz 50
Rated Power W 1000
Noise information dB(А) (less than) 70
Vibrations m/s2(less than) 2.5
Max. temperature °C 300
For Pipe with size mm 20 - 63
Adapters pieces 6
Protection class - I

10 www.raider.bg
Parts List:
1. Handle.
2. Heating element
3. Green temperat. indicator lamp
4. Red power-on indicator lamp.
5. Temperature adjusting screw.
6. Supporting stand.
7. Welding tools (heating spigot + socket):
Ø20mm, Ø25mm, Ø32mm, Ø40mm.
General Power Tool Safety Warnings
WARNING
To reduce the risk of injury, the user must
read and understand the instruction
manual.
Read all instructions. Failure to follow all
instructions listed below may result in
electric shock, re and/or serious injury. The
term ”power tool“ in all of the warnings
listed below refers to your mains operated
(corded) power tool or battery operated
(cordless) power tool, also machines and
electric units. Only use the power tool for
the purpose for which it was intended, with
the due attention to the general safety
and accident prevention ulations.
KEEP ALL SAFETY NOTES AND
INSTRUCTIONS FOR THE FUTURE.
A) Work area
a) Keep work area clean and well lit.
Cluttered and dark areas invite accidents.
b) Do not operate power tools in explosive
atmospheres, such as in the presence of
ammable liquids, gases or dust. Power
tools create sparks which may ignite the
dust or fumes.
c) Keep children and bystanders away while
operating a power tool. Distractions can
cause you to lose control.
B) Electrical safety
a) Power tool plugs must match the outlet.
Never modify the plug in any way.
Do not use any adapter plugs with earthed
(grounded) power tools. Unmodied
plugs and matching outlets will reduce risk
of electric shock. If the power tool comes
with an earthed wire, the plug may only be
connected to an earthed receptacle. At work
sites, in damp surroundings, in the open or
in the case of comparable types of use, only
operate the power tool o the mains using
a 30 mA fault current protected switch (FI
breaker).
b) Avoid body contact with earthed or
grounded surfaces such as pipes, radiators,
ranges and refrigerators. There is an
increased risk of electric shock if your body
is earthed or grounded.
c) Do not expose power tools to rain or wet
conditions. Water entering a power tool will
increase the risk of electric shock.
d) Do not abuse the cord. Never use the
cord for carrying, pulling or unplugging the
power tool. Keep cord away from heat, oil,
sharp edges or moving parts. Damaged or
entangled cords increase the risk of electric
shock.
e) When operating a power tool outdoors,
use an extension cord suitable for
outdoor use. Use of a cord suitable for
outdoor use reduces the risk of electric
shock.
C) Personal safety
This appliance is not intended for use by
persons (including children) with
reduced physical, sensory or mental
capabilities, or lack of experience and
knowledge, unless they have been given
supervision or instruction concerning use
of the appliance by a person responsible for
their safety.
Children should be supervised to ensure
that they do not play with the appliance.
a) Stay alert, watch what you are doing and
use common sense when operating
a power tool. Do not use a power tool while
you are tired or under the inuence of
drugs, alcohol or medication. A moment of
inattention while operating power tools may
result in serious personal injury.
b) Use safety equipment. Always wear eye
protection. Safety equipment such as dust
mask, non skid safety shoes, hard hat, or
hearing protection used for appropriate
conditions will reduce personal injuries.
c) Avoid accidental starting. Ensure the
switch is in the o position before plugging
in. Carrying power tools with your nger on
the switch or plugging in power tools that
have the switch on invites accidents.
d) Remove any adjusting key or wrench
before turning the power tool on. A wrench
or a key left attached to a rotating part of the
power tool may result in personal injury.
e) Do not overreach. Keep proper footing
and balance at all times. This enables
better control of the power tool in
unexpected situations.
f) Dress properly. Do not wear loose clothing
or jewellery. Keep your hair, clothing and
gloves away from moving parts. Loose

11
clothes, jewellery or long hair can be caught
in moving parts.
g) If devices are provided for the connection
of dust extraction and collection facilities,
ensure these are connected and properly
used. Use of these devices can reduce dust
related hazards.
h) Only allow trained personnel to use the
power tool. Apprentices may only operate
the power tool when they are over 16, when
this is necessary for their training and when
they are supervised by a trained operative.
D) Power tool use and care
a) Do not force the power tool. Use the
correct power tool for your application.
The correct power tool will do the job
better and safer at the rate for which it was
designed.
b) Do not use the power tool if the switch
does not turn it on and o. Any power
tool that cannot be controlled with the
switch is dangerous and must be repaired.
c) Disconnect the plug from the power
source before making any adjustments,
changing accessories, or storing power
tools. Such preventive safety measures
reduce the risk of starting the power tool
accidentally.
d) Store idle power tools out of the reach of
children and do not allow persons unfamiliar
with the power tool or these instructions
to operate the power tool. Power tools are
dangerous in the hands of untrained users.
e) Maintain power tools. Check for
misalignment or binding of moving parts,
breakage of parts and any other condition
that may aect the power tools operation. If
damaged, have the power tool repaired by a
qualied expert or by an authorised RAIDER
after-sales service facility before use. Many
accidents are caused by poorly maintained
power tools.
f) Keep cutting tools sharp and clean.
Properly maintained cutting tools with
sharp cutting edges are less likely to bind
and are easier to control.
g) Secure the workpiece. Use clamps or a
vice to hold the workpiece. This is safer
than holding it with your hand, and also it
frees both hands to operate the equipment.
h) Use the power tool, accessories and tool
bits etc., in accordance with these
instructions and in the manner intended
for the particular type of power tool, taking
into account the working conditions and the
work to be performed.
Use of the power tool for operations
dierent from those intended could result in
a hazardous situation. All unauthorised
modications to the power tool are
prohibited for safety reasons.
E) Service
a) Have your power tool serviced by a
qualied repair person using only identical
replacement parts. This will ensure that the
safety of the power tool is maintained.
b) Comply with maintenance instructions
and instructions on tool replacements.
c) Check mains lead of power tool ularly
and have it replaced by a qualied expert or
an authorised RAIDER after-sales service
facility in case of damage.
Check extension cable ularly and replace it
when damaged.
Specic Safety Warnings
WARNING
● Since the heating element reaches
working temperatures of up to 300°C, do not
touch the heating element or steel
components between the heating element
and the plastic handle, once the unit has
been plugged in. Also, do not touch the
welded seam on the plastic pipe or any part
of the pipe near welded seam on the plastic
pipe or any part of the pipe near the seam
during and after welding.
After the unit has been unplugged, it will
take a certain time to cool down. Do not
accelerate the cooling process by
immersing the unit in liquid, otherwise it will
be damaged.
● When setting the unit aside when hot, take
care to ensure that the heating element
does not come into contact with
combustible material.
● Place the unit down only on its supporting
stand, in the bench support or on a re-
retardant base.
● Heating spigots and heating sockets shall
only be changed when cold.
Use for the intended purpose
WARNING
Use RAIDER heating element mu welding
equipment for welding plastic pipes
and mouldings of PB, PE, PP and PVDF.
All other uses are not for the intended
purpose and are prohibited.

12 www.raider.bg
Read the operating instructions before use
The indicated weighted eective value of
acceleration has been measured
against standard test procedures and can
be used by way of comparison with
another device. The indicated weighted
eective value of acceleration can also
be used as a preliminary evaluation of the
exposure.
CAUTION
The indicated weighted eective value of
acceleration can dier during operation
from the indicated value, dependent on the
manner in which the device is
used. Dependent upon the actual conditions
of use (periodic duty) it may be
necessary to establish safety precautions
for the protection of the operator.
1. Preparations for Use
1.1. Electrical connection
WARNING
The sleeve welding unit must be connected
to a socket with protective earthing
(earth conductor). Note the mains voltage!
Before connecting the unit, check
to ensure that the voltage given on the
rating plate corresponds to the mains
voltage.
1.2. Supporting the sleeve welding unit
The unit is supplied complete with a
supporting stand (1) as shown in Fig. 1.
This serves as a steady during welding or as
a support when the unit is set
aside. As an accessory, a clamp can be
supplied for the workbench,
which can be used to secure the unit in a
horizontal or vertical position.
Supporting the sleeve welding unit
The unit should rest on the support stand
(1) or be xed on a workbench by
using the bench support (2).
CAUTION
When the unit is hot, hold it only by the
handle (1). Do not touch the
heating element (2), the welding tools (7) or
the metal parts between the
handle (1) and heating element (2),
otherwise a burn injury may result.
1.3. Selection of welding tools
The choice of welding tools, i.e. heating
spigot and heating socket, depends on
the size of pipe to be processed. The tools
themselves are mounted
to the heating element with the allen key
supplied, as shown in. The
plug can be prevented from secured twisting
with the pin, which is also supplied.
Depending on the model specication and
intended application, two or more welding
tools can be mounted to the heating element
at the same time.
Selection of welding tools
Select welding tools (7), heating spigot
and heating socket, according to the pipe
size. The tools are mounted on the heating
element (2) with the allen key supplied.
Two welding tools can be mounted on the
heating element at the same time.
1.4. Electronic temperature control
According to DVS 2208, Part 1, the
temperature of the heating element should
be capable of being adjusted in ne stages.
In order to ensure
that the heating element operates at the
required constant temperature, these
machines are equipped with a thermostat.
DVS standard 2208, Part 1 species
a maximum dierential of 3°C between
the preset and actual temperatures. In
practice, this degree of accuracy cannot
be achieved mechanically, but only by an
electronic thermostat. For this reason,
therefore, welding machines operating at
a xed, preset temperature or employing
a mechanical thermostat may not be used
for welding operations as described in DVS
2207.
The temperature can be adjusted on all
RAIDER sleeve welders. They are supplied
with an electronic thermostat. The type of
thermostat tted is identied on the rating
plate by code letters, examples of which are
given below:
Mechanical temperature control (thermostat)
The required operating temperature is
set at 260 ±10°C. Pay attention to the
manufacturer’s information pipe and
ttings! Before starting any welding work,
the temperature on the surface of the
welding tools should be monitored.
1.5. Preheating of the sleeve welding unit
As soon as the connecting lead is
connected to the mains, the welder will
begin to heat up. The red power-on indicator
lamp (4) and green temperature indicator
lamp (3) light up. The machine requires

13
about 10 minutes to heat up. Once the
required preset temperature is reached,
the built-in thermostat cuts out the power
supply to the heating element. The red
indicator lamp continues to glow.
The green temperature indicator lamp lights
up intermittently, indicating the repeated
switching on and o of the power supply.
After a further 10 minutes waiting time, (DVS
2207, Part 1), welding operations can begin.
Preheating of the sleeve welding unit
As soon as the connecting lead is
connected to the mains, the welding unit
begins to heat up. The green power-on
indicator lamp (3) and the red temperature
indicator lamp (4) light up. The unit requires
about 10 min. to heat up.
Once the required temperature is reached,
the built-in thermostat cuts o the power
supply to the heating element. The red
temperature control lamp turns o.
Whenever the red temperature control lamp
is lit, the no welding should be carried out.
1.6. Selecting the correct welding
temperature
The welder heating element is preadjusted
to the avee welding temperature for PP
pipes (260°C). Depending on the pipe
material and gauge of the pipe walls, it may
be necessary to adjust this temperature.
In this case, observe the manufacturer’s
information on the pipes or mouldings
without fail. In addition, the temperature
of the welding tools (spigot and socket)
should be checked with an electric surface
thermometer.
If necessary, the temperature can be
adjusted by turning the temperature
adjusting screw (6). In this case, it should
be remembered that the heating element
must not be used until 10 minutes after the
preset temperature has been reached.
2. Operation
2.1. Description of process
In welding with the sleeve welder, the pipe
and sleeve are welded together
overlapping. The end of the pipe and
moulded sleeve are heated to welding
temperature by means of the welding
tool (spigot and socket), then welded
together. The end of the pipe and tting are
matched to the welding spigot and socket
respectively in such a way that a build-up of
pressure takes place in the joint when the
two components are mated.
Guideline DVS 2208 species two methods
of sleeve welding in cases where the heated
spigot and socket are of dierent sizes.
In the case of method A, no provision is
made for any mechanical pre-processing
of the pipe, while in the case of method
B, the pipe is mechanically stripped. The
RAIDER spigot and socket are congured
solely for method A, i.e. no mechanical pipe
processing is required.
Sleeve weldings can be made manually on
pipes up to and including diameters
of 50 mm. With larger pipes, a suitable
welding machine must be used because
of the increasing forces required to achieve
the joint.
2.2. Preparations for welding
Take care to observe the information
issued by the manufacturer of the pipes
or mouldings. The end of the pipe must
be cut o square and at, either with a
pipe cutter or pipe shears. In addition,
the end of the pipe should be chamfered
to facilitate insertion into the socket. This
process should be performed with the
pipe chamfering unit. Immediately before
welding, the end of the pipe and interior of
the sleeve and, if necessary, the heating
spigot and socket should be cleaned with
non-adherent paper or a non-fraying cloth
and spirit or industrial alcohol.
In particular, no remnants of plastic must be
left adhering to the coating on the heating
spigot or socket. When cleaning the welding
tools, take care to ensure without fail that
their anti-adhesive coating is not damaged
by tools. The welding surfaces must not be
touched again before welding takes place.
2.3. Welding process stages
2.3.1. Heating-up
For the heating-up process, the pipe and
moulding are pushed axially onto the
welding tools in a continuous movement
until they reach the stop or the marking
on the tools. The heating-up time specied,
colunn 2 must be observed.
During the heating process, heat penetrates
into the joint faces and brings them
up to welding temperature.
2.3.2. Changeover and joining
After the heating process, the pipe and
moulding are pulled away from the welding
tools in a series of jerks and pushed
together, without twisting, as far as they will
go. The changeover time specied, column
3 must not be exceeded, otherwise the joint
faces will cool to an impermissible extent.

14 www.raider.bg
2.3.3. Setting
The joint must be allowed to set (i.e. held) in
accordance with the data given
in Fig. 5, column 4.
2.3.4. Cooling
The joint must not be subjected to the
stresses imposed by further pipe-laying
operations until the cooling-o period has
expired.
3. Maintenance
WARNING
Before any repair work, pull the mains plug!
This work may only be performed
by qualied personnel.
3.1. Maintenance
RAIDER units are entirely maintenance-free.
3.2. lnspection/repairs
The anti-adhesive coating on the heating
element must be cleaned with nonadherent
paper or a non-fraying cloth and spirit or
industrial alcohol before each
welding process. Any remnants of plastic
adhering to the heating element must
be cleaned o in the same way. In this
process, take care to ensure that the
anti-adhesive coating on the heating
element is not damaged by tools.
4. Action in Case of Trouble
4.1. Trouble: Sleeve welding unit does not
heat.
Cause: ● Sleeve welding unit is not plugged
in.
● Mains lead is defective.
● Mains socket is defective.
● Unit is defective.
4.2. Trouble: Plastic remnants stick onto the
heating tools.
Cause: ● Heating tools are dirty (see 4.2.).
● Anti-adhesive coating is damaged.
5. Disposal
The heating element mu welding
equipment may not be thrown into the
domestic waste after use. It must be
disposed of according to the legal ulations.
6. Manufacturer’s Warranty
For improper used and subsequently
damaged PTFE-coatings of the heated
tool no guarantee will be granted.
The warranty period shall be 12 months
from delivery of the new product to the
rst user. The date of delivery shall be
documented by the submission of the
original purchase documents, which must
include the date of purchase and the
designation of the product. All functional
defects occurring within the warranty
period, which are clearly the consequence
of defects in production or materials,
will be remedied free of charge. The remedy
of defects shall not extend or
renew the warranty period for the product.
Damage attributable to natural wear
and tear, incorrect treatment or misuse,
failure to observe the operational
instructions, unsuitable operating materials,
excessive demand, use for unauthorized
purposes, interventions by the customer or
a third party or other
reasons, for which RAIDER is not
responsible, shall be excluded from the
warranty
Services under the warranty may only be
provided by customer service stations
authorized for this purpose by RAIDER.
Complaints will only be accepted if the
product is returned to a customer service
station authorized by RAIDER without
prior interference in an unassembled
condition. Replaced products and parts
shall become the property of RAIDER.
The user shall be responsible for the cost of
shipping and returning the product.
The legal rights of the user, in particular the
right to make claims against the
seller under the warranty terms, shall not be
aected. This manufacturer’s
warranty only applies for new products
which are purchased in the European
Union.

15
INSTRUCTIUNI DE SIGURANTA
Stimate client,
Felicitări pentru achiziţionarea de maşini de la cea mai rapidă creştere de brand de
scule electrice si pneumatice - Raider. Atunci când sunt instalate şi de operare, Raider sunt
masini sigure şi abile şi să lucreze cu ei va furniza o adevarata placere. Pentru confortul dvs. a
fost construit şi o reţea de servicii excelente de staţie de benzină 32 în întreaga ţară.
Înainte de a utiliza acest aparat, vă rugăm să familiarizat cu atenţie aceste instrucţiuni “pentru
utilizare.
În interesul siguranţei şi pentru a asigura utilizarea corectă şi citiţi cu atenţie aceste
instrucţiuni, inclusiv recomandări şi avertismente în ele. Pentru a evita erorile inutile şi
accidentele, este important ca aceste instrucţiuni vor disponibile pentru consultare în viitor
tuturor celor care vor utiliza aparatul. Dacă-l vinzi la un nou proprietar “Instrucţiunile de utilizare”
trebuie să e prezentate împreună cu el pentru a permite noilor utilizatori să se familiarizeze cu
siguranţă relevante şi instrucţiuni de utilizare.
Euromaster Import Export Ltd. este un reprezentant autorizat al producătorului şi
proprietar al marcii Raider.
Adresa: Soa 1231, Bulgaria “Lomsko shausse” B-dul. 246, tel 02 934 33 33, 934 10 10, www.
raider.bg; www.euromasterbg.com, e-mail: [email protected].
Începând cu anul 2006 compania a introdus sistemul de management al calităţii ISO
9001:2008 cu domeniul de aplicare al certicării: Comert, import, export şi de service de hobby şi
instrumente profesionale electrice, mecanice şi pneumatice şi hardware-ul general. Certicatul a
fost emis de către Moody International de Certicare Ltd, Anglia.
INFORMAŢII TEHNICE
Parametrii Unitate Valoare
Model - RD-PW02L
Volta V AC 230
Frecventa Hz 50
Putere W 1000
Zgomot informaţii dB(А) (less than) 70
Vibraţii m/s2(less than) 2.5
Temperatura max °C 300
Pentru ţevi cu o dimensiune a mm 20 - 63
Adaptoare pieces 6
Clasa protectie - I
RO

16 www.raider.bg
Piese de schimb Lista:
1. Mâner.
2. Element de încălzire
3. Lampă de control temperatură verde
4. Lampă de control reţea roşie.
5. Buton de reglare a temperaturii.
6. Suport de sol.
7. Scule de încălzire (ştuţ de încălzire, bucşă
de încălzire): Ø20mm, Ø25mm, Ø32mm,
Ø40mm.
Instrucţiuni generale de siguranţă
AVERTIZARE
Citiţi toate instrucţiunile. Nerespectarea
acestora poate duce la şocuri electrice,
incendii şi/sau accidente grave. Termenul
„maşini electrice“ folosit în continuare se
referă la sculele electrice portabile
alimentate de la reţea sau acumulatori, ca
şi la maşinile staţionare. Folosiţi maşinile
electrice numai în scopul pentru care au fost
proiectate, cunoscând regulile generale şi
cele specice de prevenire a accidentelor.
PĂSTRAŢI INSTRUCŢIUNILE DE
UTILIZARE ŞI DE SIGURANŢĂ.
A) Zona de lucru
a) Menţineţi zona de lucru curată şi bine
luminată. Dezordinea şi slaba iluminare
generează accidente.
b) Nu folosiţi maşini electrice în medii cu
potenţial exploziv, cum ar în prezenţa
lichidelor inamabile, a gazelor sau a
prafurilor explozive. Maşinile electrice
generează scântei ce pot detona aceste
medii.
c) Îndepărtaţi curioşii şi copii din zona
de lucru. Disterea atenţiei poate provoca
pierderea controlului maşinii în lucru.
B) Prevenirea electrocutării
a) Ştecherele maşinilor trebuie să se
potrivească la priza folosită. Nu modicaţi
niciodată ştecherul. Nu folosiţi adaptoare
de ştecher pentru maşinile cu împământare.
Ştecherele originale şi prizele potrivite reduc
riscul electrocutării.
Dacă maşina are cablu de alimentare cu
conductor de protecţie, ştecherul trebuie
conectat numai la o priză cu împământare.
Pe şantiere, în medii umede, sub cerul
liber, etc., alimentaţi maşina numai prin
intermediul unei prize cu protecţie de 30 mA
(disjunctor FI).
b) Evitaţi să atingeţi obiecte legate la
pământ, precum ţevi, radiatoare, cuptoare,
frigidere. Riscul de electrocutare creşte în
contact cu corpuri legate la pământ.
c) Nu expuneţi maşinile electrice la
ploaie sau umezeală. Apa ce pătrunde
într-o maşină electrică creşte riscul de
electrocutare.
d) Îngrijiţi cablul electric. Nu folosiţi
niciodată cablul pentru a transporta
maşina. Nu teţi de cablu pentru a scoate din
priză. Feriţi cablul de căldură, ulei, muchii
ascuţite sau elemente în mişcare. Cablurile
deteriorate cresc riscul de electrocutare.
e) Când folosiţi o maşină electrică în aer
liber, alegeţi un cablu prelungitor special
pentru exterior. Astfel, reduceţi riscul de
electrocutare. clothes, jewellery or long hair
can be caught
C) Siguranţa personală
Este interzisă folosirea acestor utilaje
de către persoane (incl. copii) neaaţi în
totalitatea capacităţilor zice, senzoriale
sau psihice sau care nu au experienţa şi
cunoştinţele necesare, cu excepţia cazurilor
în care aceştia au fost instruiţi şi vericaţi
de o persoană responsabilă cu securitatea
muncii. Copiii vor trebui supravegheaţi
permanent pentru a-i împiedica să se
joace cu acest utilaj.
a) Când lucraţi cu o maşină electrică,
rămâneţi permanent atent la ceea ce
faceţi. Nu lucraţi atunci când sunteţi
obosit sau sub inuenţa alcoolului sau a
medicamentelor. Un singur moment de
neatenţie poate cauza grave accidente.
b) Folosiţi echipamentul de protecţie.
Protejaţi-vă întotdeauna ochii. Echipamentul
de protecţie adecvat situaţiei, precum masca
de praf, încălţămintea antiderapantă, casca
de protecţie, căştile antifon, vor reduce
riscul de vătămare corporală.
c) Evitaţi pornirea accidentală. Înainte de a
introduce ştecherul în priză, asiguraţi-vă că
întrerupătorul de pornire nu este acţionat.
Transportarea
maşinii cu degetul pe întrerupător şi
alimentarea maşinii cu întrerupătorul de
alimentare pornit vor genera accidente.
d) Îndepărtaţi cheile de xare sau reglaj
înainte de a porni maşina. O sculă
lăsată pe un element în mişcare poate
genera vătămare corporală.
e) Păstraţi întotdeauna un bun echilibru
al corpului. Astfel puteţi avea un mai bun
control al maşinii în situaţii neprevăzute.
f) Îmbrăcaţi-vă adecvat. Nu purtaţi haine
largi sau bijuterii. Feriţi-vă hainele, mânuşile
şi părul de părţile în mişcare ale maşinii.

17
Hainele largi, părul şi bijuteriile pot prinse
în mişcarea părţilor mobile.
g) Dacă maşina este livrată cu accesorii
specice pentru îndepărtarea prafului,
asiguraţi-vă că acestea sunt folosite şi
corect conectate. Folosirea lor reduce
riscurile legate de praf.
h) Permiteţi numai personalului calicat să
folosească maşini electrice. Cei ce învaţă
pot utiliza o maşină electrică numai dacă le
este necesar pentru calicarea lor, dacă au
peste 16 ani şi numai supravegheaţi de o
persoană calicată.
D) Folosirea şi îngrijirea maşinilor electrice
a) Nu suprasolicitaţi maşina. Folosiţi maşina
potrivită cu sarcina de lucru.
Maşina va lucra mai bine şi mai sigur atât
timp cât este folosită în limitele pentru
care a fost proiectată.
b) Nu folosiţi maşina electrică dacă
întrerupătorul nu funcţionează corect.
Orice maşină electrică ce nu poate
controlată prin întrerupător este periculoasă
şi trebuie reparată.
c) Deconectaţi maşina de la priza de
alimentare înainte de orice conectare a
unui accesoriu, reglare sau depozitare.
Aceste măsuri reduc riscul pornirii
accidentale.
d) Depozitaţi maşinile astfel încât să e
inaccesibile copiilor. Nu permiteţi niciunei
persoane nefamiliarizate cu maşinile
electrice şi cu aceste instrucţiuni să
folosească o maşină electrică. Maşinile
electrice sunt periculoase atunci când ajung
pe mâna unor neavizaţi.
e) Maşinile electrice trebuie întreţinute.
Vericaţi montura părţilor mobile şi a
oricărui element ce poate afecta buna
funcţionare a maşinii. Dacă sunt nereguli,
daţi maşina la reparat unui service autorizat
RAIDER, înainte de a o folosi din nou. Multe
accidente sunt determinate de starea de
proastă întreţinere a maşinilor.
f) Menţineţi cuţitele ascuţite şi curate.
Sculele aşchietoare/tăietoare în bună
stare nu se blochează şi sunt mai uşor de
controlat.
g) Fixaţi ferm piesa prelucrată. Folosiţi o
menghină sau dispozitive de prindere
pentru a xa piesa prelucrată. Este mult mai
sigur decât să încercaţi să o ţineţi cu mâna
şi vă permite să aveţi ambele mâini libere
pentru controlul maşinii.
h) Folosiţi maşinile, accesoriile, sculele
de lucru, etc., în acord cu prezentele
instrucţiuni şi în modul specic de operare a
maşinii respective, luând în considerare
condiţiile concrete de lucru. Folosirea
maşinilor în alt scop decât cel proiectat
poate duce la situaţii periculoase. Orice
modicare neautorizată a unei maşini
electrice este interzisă din motive de
siguranţă a exploatării.
E) Service
a) Maşina trebuie reparată numai de către
personal special calicat şi numai cu piese
de schimb originale. Astfel veţi avea în
continuare siguranţă în utilizarea ei.
b) Respectaţi instrucţiunile privind
înlocuirea consumabilelor şi intrucţiunile
privitoare la întreţinerea maşinii.
c) Vericaţi periodic starea cordonului de
alimentare şi a eventualelor prelungitoare
pe care le folosiţi. Cordonul deteriorat
trebuie înlocuit la un centru de service
autorizat RAIDER. Prelungitoarele defecte
trebuie reparate sau înlocuite.
Instrucţiuni speciale de siguranţă
AVERTIZARE
● Elementul de încălzire atinge temperaturi
de lucru de până la 300°C. Din acest
motiv, din momentul în care aparatul s-a
cuplat, nu se va atinge nici elementul
de încălzire (uneltele de încălzire) nici
piesele din tablă de oţel dintre elementul
de încălzire şi mânerul din material plastic.
Nu se va atinge deasemenea nici îmbinarea
sudată la ţeava din material plastic şi zona
învecinată acesteia atât pe timpul sudării cât
şi după sudare! După decuplare, aparatul
are nevoie de un anumit timp până când
se răceşte. Procesul de răcire nu se va
accelera prin introducerea acestuia într-un
lichid deoarece în acest mod aparatul se
deteriorează.
● La aşezarea aparatului erbinte jos se va
ţine cont ca elementul de încălzire să
nu intre în contact cu materiale inamabile.
● Aparatul se va aşeza numai pe suporturile
special prevăzute în acest sens (suportul de
sol, suportul pentru bancul de lucru) sau pe
suporturi neinamabile.
● Ştuţurile de încălzire şi bucşele de
încălzire se vor schimba numai în stare
caldă.
Utilizarea corespunzătoare
AVERTIZARE
Aparatul de sudură ţevi prin electrofuziune
RAIDER se foloseşte la sudarea
ţevilor de plastic şi a tingurilor din PB, PE,

18 www.raider.bg
PP şi PVDF.
Folosirea sculelor în orice alt scop este
necorespunzătoare, ind deci interzisă.
Valoarea indicată a oscilaţiilor a fost
măsurată după o metodă testată
standardizată şi poate folosită pentru
comparaţia cu un alt echipament. Valoarea
indicată a oscilaţiilor poate folosită de
asemenea pentru estimarea vibraţiilor.
ATENŢIE
Valoarea oscilaţiilor poate diferi in condiţiile
folosirii echipamentului faţă de valoarea
actuală, depinzând de modul cum este
folosit echipamentul. Funcţionarea în
conditiile actuale de operare(operarea
cu intermitenţă) este necesară pentru a
specica măsurile de siguranţă pentru
protecţia operatorului.
1. Punerea în funcţiune
1.1. Racordul electric
AVERTIZARE
Aparatul de sudat cu mufă cu element
de încălzire trebuie racordat la o priză
cu pământare de protecţie (conductor
de protecţie). Atenţie la tensiunea din
reţea! Înainte de racordarea aparatul se va
verica dacă tensiunea indicată pe plăcuţa
aparatului corespunde cu tensiunea de
reţea.
1.2. Aşezarea aparatului de sudare cu mufă
cu element de încălzire
Aparatul este livrat cu suportul de sol, aşa
cum este indicat în.
Suportul de sol serveşte la xare pe
timpul sudării respectiv se foloseşte drept
dispozitiv de aşezare a aparatului după
sudare. Drept auxiliar se livrează un suport
pentru bancul de lucru în care aparatul
poate xat în poziţie orizontală sau
verticală.
Aşezarea aparatului de sudare cu mufă cu
element de încălzire
Aparatul este aşezat pe suportul de sol sau
este xat cu suportul de
banca de lucru.
ATENŢIE
În stare erbinte aparatul se va prinde
numai de mânerul (1). Nu atingeţi niciodată
elementul de încălzire (2), uneltele de
încălzire (7) sau tablele dintre mânerul (3) şi
elementul de încălzire (4)! Pericol de arsuri!
1.3. Selecţia sculelor de încălzire
Sculele de încălzire (Fig.3), ştuţurile de
încălzire sau bucşele de încălzire se vor
alege în funcţie de grosimea ţevii. Acestea
se vor monta pe elementul de încălzire aşa
cum este indicat în Fig. 1 (5) cu ajutorul
cheii hexagonale livrate odată cu aparatul.
În funcţie de necesitate, pe elementul de
încălzire pot montate şi mai multe scule
simultan.
Selecţia sculelor de încălzire
Sculele de încălzire (5), ştuţurile de încălzire
sau bucşele de încălzire se vor alege în
funcţie de grosimea ţevii. Acestea se vor
monta pe elementul de încălzire (4) cu
ajutorul cheii ştift hexagonale livrate odată
cu aparatul. Pe elementul de încălzire pot
montate şi două scule simultan.
1.4. Reglarea electronică a temperaturii
Atât DIN 15960 cât şi DVS 2208 partea 1
prescriu că temperatura unui element
de încălzire trebuie să e reglabilă în trepte
foarte ne. Pentru a garanta şi constanţa
necesară a temperaturii la elementul de
încălzire, aparatele sunt echipate cu un
reglaj de temperatură (termostat). DVS
2208 partea 1 prescrie că diferenţele de
temperatură raportate la comportamentul
de reglare trebuie să e de maximal 3°C.
Această precizie de reglare se poate
realiza numai prin reglarea electronică a
temperaturii. Aparatele de sudare cu mufă
cu element de încălzire cu temperatură
presetată xă respectiv cu regulator de
temperatură mecanic nu se vor folosi din
acest motiv pentru sudări conform DVS
2207.
La toate aparatele de sudare cu mufă cu
element de încălzire RAIDER temperatura
este reglabilă. Ele sunt livrate cu reglaj
electronic al temperaturii.
Aparatele de sudare cu mufă cu element de
încălzire sunt marcate pe plăcuţa cu date
astfel:
Reglarea mecanică a temperaturii
(Termostat) FM
Temperatura de lucru de 260 ± 10°C este
presetată. Se va ţine cont de informaţiile
producătorului referitoare la ţevi respectiv
piesele de racordare! Înaintea
începerii lucrărilor de sudură se va verica
temperatura de la suprafeţele
funcţionale ale uneltelor de încălzire.
1.5. Preîncălzirea aparatului de sudare cu
mufă cu element de încălzire EE
Dacă conducta de racord a aparatului de
sudare cu mufe cu element de încălzire
se racordează la reţea, acesta începe să se
încălzească. Se vor aprinde
lampa roşie de control reţea (6) şi lampa
verde de control temperatură (7).

19
Aparatul are nevoie de cca. 10 minute pentru
a se încălzi. Dacă s-a atins
temperature prevăzută reglată, regulatorul
de temperatură integrat (termostatul)
va întrerupe alimentarea cu curent a
elementului de încălzire. Lampa de control
reţea va lumina mai departe. Lampa de
control temperatură va lumina intermitent
şi va semnaliza astfel pornirea şi oprirea
permanentă a alimentării cu
curent. După alte 10 minute de aşteptare
suplimentare (DVS 2207 partea 1),
procesul de sudare poate începe.
Preîncălzirea aparatului de sudare cu mufă
cu element de încălzire Dacă conducta de
racord a aparatului de sudare cu mufă cu
element de încălzire se racordează la reţea,
acesta începe să se încălzească. Se vor
aprinde lampa verde de control reţea (6) şi
lampa roşie de control temperatură (7).
Aparatul are nevoie de cca. 10 minute
pentru a se încălzi. Dacă s-a atins
temperature prevăzută reglată, regulatorul
de temperatură integrat (termostatul)
va întrerupe alimentarea cu curent a
elementului de încălzire. Lampa de control
temperatură roşie se va stinge. Atâta timp
cât lampa de control temperatură roşie
luminează nu se va suda.
1.6. Alegerea temperaturii de sudare
Temperatura aparatului de sudare
cu mufe cu element de încălzire este
presetată pe temperatura de sudare medie
pentru ţevi din PP (260°C). Dependent
de materialul ţevii poate necesară
corectarea acestei temperaturi de sudare
presetate. În acest sens se va ţine cont de
informaţiile producătorului referitoare la
ţevi respectiv piesele de record! Din acest
motiv temperatura uneltelor de încălzire
(ştuţuri de încălzire şi bucşe de încălzire)
trebuie controlată cu unaparat de măsură
a temperaturii de suprafaţă electronic.
Eventual temperatura
poate corectată prin rotirea butonului de
reglare a temperaturii (8). Dacă s-a
modicat temperatura, se va ţine cont că
aparatul are voie să e utilizat abia
după 10 minute după atingerea temperaturii
prescrise.
2. Funcţionarea
2.1. Descrierea procedeului
La sudarea cu mufă cu element de încălzire,
ţeava şi piesa de racord se sudează
suprapus. Capătul ţevii şi mufa piesei de
record se aduc cu ajutorul sculei de
încălzire sub formă de ştuţ sau bucşă la
temperatura de sudare după care se
sudează împreună. Capătul ţevii şi bucşa
de încălzire respectiv mufa piesei de racord
şi ştuţul de încălzire sunt corelate între
ele astfel încât la îmbinare se produce o
presiune de îmbinare (Fig. 4):
Linia directoare DVS 2208 prevede pentru
sudarea cu mufă cu element de
încălzire 2 procedee la care ştuţurile de
încălzire şi bucşele de încălzire se
deosebesc dimensional între ele. La
procedeul A nu este prevăzută nici o
prelucrare mecanică a ţevii, la procedeul B
este prevăzută o prelucrare mecanică
a ţevii (sanfrenare). Ştuţurile de încălzire şi
bucşele de încălzire RAIDER
sunt fabricate numai după procedeul A, deci
nu este necesară prelucrarea
mecanică a ţevii.
Sudurile cu mufe cu element de încălzire pot
efectuate de mână până la
inclusiv un Ø de 50 mm. La diametre ale
ţevilor mai mari, datorită forţelor de
îmbinare crescânde, este necesară folosirea
unui dispozitiv de sudare corespunzător.
2.2. Pregătirea de sudare
Se vor respecta informaţiile producătorului
referitoare la ţevi şi piese de racord!
Capătul ţevii trebuie tăiat în unghi drept şi
plan. Acest lucru se efectuează cu
aparatul de tăiat ţevi sau cu foarfecele de
tăiat ţevi. Pe lângă aceasta, capătul ţevii se
va sanfrena pentru
a putea îmbinat mai uşor cu mufa. Pentru
sanfrenare se va folosi aparatul
de sanfrenare a ţevilor. Scurt timp înainte
de sudare, capetele ţevii care urmează a
sudate şi partea interioară a mufei piesei de
racord, dacă este necesar ştuţurile de
încălzire şi bucşele de încălzire, se vor
curăţa cu hârtie sau stofă care nu produc
scame şi cu spirt ori alcool tehnic.
Se va ţine cont în special ca pe stratul
acoperitor al ştuţului de încălzire şi
bucşei de încălzire să nu rămână urme de
material plastic. La curăţirea uneltelor
se va ţine neapărat cont de faptul ca stratul
antiadeziv al acestora să nu se
deterioreze. Suprafeţele de sudat nu se vor
mai atinge înainte de sudare.
2.3. Etapele sudării cu mufă cu element de
încălzire
2.3.1. Încălzirea
Pentru încălzire ţeava şi piesa de racord se
introduc repede şi axial până la

20 www.raider.bg
capăt respectiv până la marcaj pe sculele de
încălzit şi se ţin x în această
poziţie. Se va respecta timpul de încălzire
conform datelor din gura 5, coloana
2. La încălzire, căldura intră în suprafeţele
îmbinate care urmează a sudate
şi le aduce la temperatura de sudare.
2.3.2. Schimbarea şi îmbinarea
După încălzire ţevile şi piesele de racord se
vor scoate brusc de pe sculele de încălzire
şi se vor înnge imediat fără rotire una în
alta până la capăt. Timpul de schimbare nu
are voie să depăşească valorile indicate în
gura 5, coloana 3 deoarece în caz contrar
suprafeţele îmbinate se răcesc inadmisibil
de mult.
2.3.3. Fixarea
Piesele îmbinate trebuiesc xate (ţinute x)
conform datelor din, coloana 4.
2.3.4. Răcirea
Îmbinarea poate solicitată abia după
expirarea timpului de răcire pentru
efectuarea celorlalte lucrări de pozare la
ţeavă.
3. Punerea în funcţiune
AVERTIZARE
Înainte de lucrări de întreţinere şi reparaţii
scoateţi ştecherul! Aceste lucrări
sunt permise exclusiv specialiştilor care au
calicarea necesară.
3.1. Întreţinerea
Aparatele RAIDER nu necesită întreţinere
curentă.
3.2. Inspecţia/Punerea în funcţiune
Stratul antiadeziv al elementului de încălzire
se va curăţa înaintea oricărei sudări cu
hârtie sau stofă care nu produc scame şi cu
spirt ori alcool tehnic.
Se vor îndepărta imediat în special resturile
de material plastic de pe elementul
de încălzire. Se va ţine neapărat cont de
faptul ca stratul antiadeziv al elementului
de încălzire să nu se deterioreze.
4. Comportamentul în caz de deranjamente
4.1. Simptom: Aparatul de sudat cu mufă cu
element de încălzire nu se încălzeşte.
Cauza: ● Aparatul de sudat cu mufă cu
element de încălzire nu este introdus în
priză.
● Cablul de racord defect.
● Priza defectă.
● Aparatul defect.
4.2. Simptom: Pe sculele de încălzit rămân
lipite resturi de material plastic.
Cauza: ● Sculele de încălzit sunt murdare
(vezi 4.2.).
● Stratul antiadeziv deteriorat.
5. Reciclarea ecologică
Aparatele de sudat prin electrofuziune nu
se vor arunca în deşeurile
menajere la expirarea duratei de viaţă.
Acestea se vor recicla ecologic conform
normelor în vigoare.
6. Garanţia producătorului
Pentru straturile de PTFE ale elementelor
de încălzire deteriorate datorită utilizării
necorespunzătoare nu se preia nici o
garanţie.
Perioada de garanţie este de 12 luni de la
predarea produsului nou primului utilizator.
Momentul predării se va documenta prin
trimiterea actelor originale de cumpărare,
în care trebuie să e menţionate data
cumpărării şi denumirea produsului.
Defecţiunile apărute în perioada de garanţie
şi care s-au dovedit a o consecinţă a unor
erori de fabricaţie sau lipsuri de material, se
vor remedia gratuit. Perioada de garanţie nu
se prelungeşte şi nu se actualizează din
momentul remedierii defecţiunilor. Nu
beneciază de serviciile de garanţie
defecţiunile apărute ca urmare a
fenomenului normal de uzură, utilizării
abuzive a produsului, nerespectării
instrucţiunilor de utilizare, folosirii unor
agenţi tehnologici necorespunzători,
suprasolicitării produsului, utilizării
necorespunzătoare a produsului sau unor
intervenţii proprii sau din orice alte motive
de care nu răspunde RAIDER.
Reparaţiile necesare în perioada de garanţie
se vor efectua exclusiv în atelierele
autorizate de rma RAIDER. Reclamaţiile vor
acceptate numai dacă produsul
este trimis fără niciun fel de modicări, în
stare asamblată, la unul din atelierele
de reparaţii autorizate de RAIDER.
Produsele şi piesele înlocuite intră în
proprietatea RAIDER.
Cheltuielile de expediere dus-întors vor
suportate de utilizator.
Drepturile legale ale utilizatorului, în special
drepturile de garanţie faţă de
distribuitor sau vânzător în cazul constatării
unor lipsuri, nu sunt afectate de
prezenta garanţie. Prezenta garanţie de
producător este valabilă numai pentru
produsele noi, cumpărate şi utilizate în
Uniunea Europeană.
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
































































Raider Power Tools RD-PW02L Manual de utilizare
- Tip
- Manual de utilizare
- Acest manual este potrivit și pentru
Lucrări înrudite
-
 Raider Power Tools RD-IW15 Manual de utilizare
Raider Power Tools RD-IW15 Manual de utilizare
-
 Raider Power Tools RD-IW21 Manual de utilizare
Raider Power Tools RD-IW21 Manual de utilizare
-
 Raider Power Tools RD-IW19 Manual de utilizare
Raider Power Tools RD-IW19 Manual de utilizare
-
 Raider Power Tools RD-IW160 Manual de utilizare
Raider Power Tools RD-IW160 Manual de utilizare
-
 Raider Power Tools RD-IW28 Manual de utilizare
Raider Power Tools RD-IW28 Manual de utilizare
-
 Raider Power Tools RD-IW24 Manual de utilizare
Raider Power Tools RD-IW24 Manual de utilizare
-
 Raider Power Tools RD-EFH08 Manual de utilizare
Raider Power Tools RD-EFH08 Manual de utilizare







