REMS Tornado 2" Automatic Threading Machine Manual de utilizare
- Tip
- Manual de utilizare

05/07 386005R
Maschinen und Werkzeuge für die Rohrbearbeitung
2000 / 2010 / 202011
2000 / 2010 / 202022
4000 / 4010 / 402033
deu Gewindeschneidmaschine
für Rohr- und Bolzengewinde
Betriebsanleitung
Vor Inbetriebnahme lesen!
eng Pipe and bolt
threading machine
Operating Instructions
Please read before commissioning!
fra Machine à fileter
pour tubes et barres
Instructions de service
A lire avant la mise en service!
ita Filettatrice
per tubi e bulloni
Istruzione d’uso
Leggere prima della messa in servizio!
spa Roscadora de tubos y barras
Instrucciones de uso
¡Se ruega leer estas instrucciones,
antes de la puesta en servicio!
nld Draadsnijmachine
voor pijp- en boutendraden
Gebruiksaanwijzing
Voor ingebruikname lezen!
swe Gängskärningsmaskin
för rör och bultar
Bruksanvisning
Läs noga före igångsättningen!
nor Gjengeskjæremaskin
for rør- og skruegjenger
Bruksanvisning
Må leses før idriftsettelse!
dan Gevindskæremaskine
til rør og bolte
Betjeningsvejledning
Skal læses igennem før opstart!
fin Kierteityskone
putki- ja pulttikierteille
Käyttöohje
Luettava ennen käyttöönottoa!
por Máquina roscadora
para roscas em tubos e varões
Manual de instruções
Leia antes da colocação em serviço!
pol Gwinciarka do gwintów
rurowych i walcowych
Instrukcja obsługi
Przed użyciem przeczytać!
ces Závitořezný stroj
pro trubkové a šroubové závity
Návod k provozu
Čtěte před uvedením do provozu!
slk Závitorezný stroj
pre rúrkové a skrutkové závity
Návod na použitie
Prečítajte pred uvedením do prevádzky!
hun Menetvágó gép csőmenet
és csavarmenet vágására
Üzemeltetési útmutató
Üzembehelyezés előtt olvassa el!
hrv/ Stroj za narezivanje navoja
scg na cijevima i svornjacima
Pogonske upute
Pročitati prije početka rada!
slv Stroj za rezanje navojev
na ceveh in sornikih
Navodila za uporabo
Preberite pred uporabo!
ron Maşină de tăiat filete pentru
filete de ţeavă şi bolţuri
Instrucţiuni de folosire
Se vor citi înainte de punerea în funcţiune!
rus Резьбонарезной станок для
трубной и болтовой резьбы
Руководство по эксплуатации
Ознакомиться перед вводом в эксплуатацию!
grc Μηχανή σπειροτόμησης για
σπείρωμα σωλήνων και πείρων
Οδηγίες λειτουργίας
Διαβάστε πριν τη χρήση!
tur Boru ve pim paftalarý için
dis açma makinesi
Kullanma talimatý
Çalýþtýrmadan önce mutlaka okuyunuz!
bul Винторезна машина
за тръбни и болтови резби
Инструкция за работа
Прочетете преди пускане в действие!
lit Vamzdþiø ir varþtø
sriegimo staklës
Naudojimo instrukcija
Prieð darbo pradþià bûtina perskaityti!
lav Vîtòu grieðanas maðîna
cauruïvîtnçm un tapvîtnçm
Lietošanas instrukcija
Pirms ekspluatâcijas uzsâkðanas jâizlasa!
est Keermelõikemasin toru- ja
poldikeermete lõikamiseks
Kasutusjuhend
Enne kasutusele võtmist läbi lugeda!
REMS-WERK
Maschinen- und Werkzeugfabrik
Postfach 1631 · D-71306 Waiblingen
Tel. +49 7151 1707-0
Fax +49 7151 1707-110
www.rems.de
Made in Germany
1
2
3

REMS Tornado 2000 / 2010 / 2020
Fig. 1: Rohrfüße einstecken
Fig. 1: Inserting the tubular legs
Fig. 1: Engager les pieds tubulaires
Fig. 1: Infilare le gambe di supporto
Fig. 1: Introducir las patas tubulares
Fig. 1: Steunpoten insteken
Fig. 1: Isättning av benen
Fig. 1: Montering av rørben
Fig. 1: Indstikning af rørben
Kuva 1: Putkijalkojen asennus
Fig. 1: Introduzir os pés tubolares
Rys. 1: Montaż nóżek rurkowych
Obr. 1: Trubkové nohy nastrčit
Obr. 1: Rúrkové nohy nastrčit’
1. ábra: Feltolni a csőlábakat
Sl. 1: Utaknuti noge od cijevi
Slika 1: Vstavite cevno podnožje
Fig. 1: Introducerea picioarelor tubulare
Фиг. 1: Вставить трубные ножки
Εικ. 1: Τοποθέτηση των σωληνωτών ποδιών
Resim 1: Boru tipi ayaklarýn takýlmalarý
Фиг. 1: Поставяне на тръбните стойки
1 pav.: Vamzdiniø kojø ástatymas
Att. 1: Ievietot caurules galus
Joonis 1: Torujalgade sissepanek
Fig. 4: Vorderes Spannfutter (19)
Fig. 4: Front chuck (19)
Fig. 4: Mandrin avant (19)
Fig. 4: Mandrino anteriore (19)
Fig. 4: Mandril de sujeción aterior (19)
Fig. 4: Voorste spanklauw (19)
Fig. 4: Främre spännchuck (19)
Fig. 4: Fremre spennchuck (19)
Fig. 4: Forreste patron (19)
Kuva 4: Etuistukka (19)
Fig. 4: Mordentes de aperto anteriores (19)
Rys. 4 Przedni uchwyt zaciskowy (19)
Obr. 4: Přední sklíčidlo (19)
Obr. 4: Predné skľúčovadlo (19)
4.ábra: Első tokmány (19)
Sl. 4: Prednji stezni uložak (19)
Slika 4: Sprednja vpenjalna glava (19)
Fig. 4: Mandrina anterioară (19)
Фиг. 4: Передний зажимный патрон (19)
Εικ. 4: Μπροστινός σφιγκτήρας (19)
Resim 4: Ön sýkýþtýrma mandreni (19)
Фиг. 4: Преден универсал (19)
4 pav.: Priekinis kumštelinis griebtuvas (19)
Att. 4: Priekðçjâ spîles ietvere (19)
Joonis 4: Eesmine pingutuspadrun (19)
Fig. 2: Aufstellen der Maschine
Fig. 2: Putting up the machine
Fig. 2: Pose de la machine
Fig. 2: Raddrizzamento della macchina
Fig. 2: Instalación de la máquina
Fig. 2: Plaatsen van de machine
Fig. 2: Uppställning av maskinen
Fig. 2: Oppstilling av maskinen
Fig. 2: Opstilling af maskinen
Kuva 2: Koneen pystytys
Fig. 2: Instalaçáo da máquina
Rys. 2: Ustawianie maszyny
Obr. 2: Stroj postavit
Obr. 2: Stroj postavit’
2.ábra: Felállítani a gépet
Sl. 2: Postavljanje stroja
Slika 2: Postavitev stroja
Fig. 2: Amplasarea maşinii
Фиг. 2: Установка станка
Εικ. 2: Τοποθέτηση της μηχανής
Resim 2: Makinenin kurulumu
Фиг. 2: Монтаж на машината
2 pav.: Stakliø pastatymas
Att. 2: Maðînas uzstâdîðana
Joonis 2: Masina ülespanek
Fig. 3: Transport der Maschine
Fig. 3: Transporting the machine
Fig. 3: Transport de la machine
Fig. 3: Trasporto della macchina
Fig. 3: Transporte de la máquina
Fig. 3: Transport van de machine
Fig. 3: Transport av maskinen
Fig. 3: Transport av maskinen
Fig. 3: Transport af maskinen
Kuva 3: Koneen kuljetus
Fig. 3: Transporte da máquina
Rys. 3: Transport maszyny
Obr. 3: Doprava stroje
Obr. 3: Doprava stroja
3.ábra: A gép szállítása
Sl. 3: Prijenos stroja
Slika 3: Transport stroja
Fig. 3: Transportul maşinii
Фиг. 3: Транспортировка станка
Εικ. 3: Μεταφορά της μηχανής
Resim 3: Makinenin taþýnmasý
Фиг. 3: Транспортиране на машината
3 pav.: Stakliø transportavimas
Att. 3: Maðînas transportçðana
Joonis 3: Masina transportimine
Fig. 5: Hinteres Spannfutter (20)
Fig. 5: Rear chuck (20)
Fig. 5: Mandrin arriére (20)
Fig. 5: Mandrino posteriore (20)
Fig. 5: Mandril de sujeción posterior (20)
Fig. 5: Achterste spanklauw (20)
Fig. 5: Bakre spännchuck (20)
Fig. 5: Bakre spennchuck (20)
Fig. 5: Bageste patron (20)
Kuva 5: Takaistukka (20)
Fig. 5: Mordentes de aperto posteriores (20)
Rys. 5 Tylny uchwyt zaciskowy (20)
Obr. 5: Zadní sklíčidlo (20)
Obr. 5: Zadné skľúčovadlo (20)
5.ábra: Hátsó tokmány (20)
Sl. 5: Stražnji stezni uložak (20)
Slika 5: Zadnja vpenjalna glava (20)
Fig. 5: Mandrina posterioară (20)
Фиг. 5: Задний зажимный патрон (20)
Εικ. 5: Πίσω σφιγκτήρας (20)
Resim 5: Arka sýkýþtýrma mandreni (20)
Фиг. 5: Заден универсал (20)
5 pav.: Galinis kumštelinis griebtuvas (20)
Att. 5: Aizmugurçjâ spîles ietvere (20)
Joonis 5: Tagumine pingutuspadrun (20)

REMS Tornado 2000 / 2010 / 2020
Fig. 7: REMSTornado mit Wanne u. Untergestell
Fig. 7: REMS Tornado with trough and base
Fig. 7: REMS Tornado avec bac et support
Fig. 7: REMS Tornado con vasca e piedestallo
Fig. 7: REMS Tornado con cubeta y pedestal
Fig. 7: REMS Tornado met schaal en onderstel
Fig. 7: REMS Tornado med tråg och stativ
Fig. 7: REMS Tornado med kar og understell
Fig. 7: REMS Tornado med oliekar og understel
Kuva 7: REMS Tornado, allas ja konealusta
Fig. 7: REMS Tornado com cuba e base
Rys. 7 REMS Tornado z wanną i podstawą
Obr. 7: REMS Tornado s vanou a podstavcem
Obr. 7: REMS Tornado s vaňou a podstavcom
7.ábra: REMS Tornado káddal és állvánnyal
Sl. 7: REMS Tornado s kadom i postoljem
Slika 7: REMS Tornado s koritom in podnožjem
Fig. 7: REMS Tornado cu cadă şi şasiu
Фиг. 7: REMS Торнадо с ванной и станиной
Εικ. 7: REMS Tornado με λεκάνη και βάση
Resim 7:
REMS
Tornado karter ve alt tezgahý ile birlikte
Фиг. 7: REMS Tornado с вана и подставка
7 pav.:
REMS
Tornado su didele tepalo vonele ir stovu
Att. 7:
REMS
Tornado ar vannu un apakðçjo râmi
Joonis 7: REMS Tornado vanni ja alusega
Fig. 6: REMS 4”Automatik-Schneidkopf auf REMS Tornado
Fig. 6: REMS 4” automatic die head on REMS Tornado
Fig. 6: REMS Tête de filetage automatique 4” montée sur REMS Tornado
Fig. 6: Filiera automatica REMS 4” sulla REMS Tornado
Fig. 6: REMS 4” cabezal de roscar automático sobre REMS Tornado
Fig. 6: REMS 4” automatische snijkop op REMS Tornado
Fig. 6: REMS 4” automatiskt skärhuvud på REMS Tornado
Fig. 6: REMS 4” automatisk skjærehode på REMS Tornado
Fig. 6: REMS 4” automatisk gevindskærehoved på REMS Tornado
Kuva 6: Automaattinen REMS 4”-kierrepää REMS Tornadossa
Fig. 6: Cabeça automática REMS” montada sobre a REMS Tornado
Rys. 6: Automatyczna głowica gwinciarska REMS 4” dla REMS Tornado
Obr. 6: Automatická závitořezná hlava REMS 4” na REMS Tornado
Obr. 6: Automatická závitorezná hlava REMS 4” na REMS Tornado
6.ábra: REMS 4” automatikus menetvágó fej a REMS Tornado-ra
Sl. 6: REMS 4” Automatik narezna glava za REMS Tornado
Slika 6: REMS 4” avtomatska rezalna glava na REMS Tornado
Fig. 6: REMS 4” cap de filatat automat pe REMS Tornado
Фиг. 6: Автоматическая резьбонарезная головка REMS 4” на REMS Торнадо
Εικ. 6: Αυτόματη κεφαλή κοπής REMS 4” στη μηχανή REMS Tornado
Resim 6:
REMS
4” otomatik pafta açma kafasý, REMS Tornado üzerinde
Фиг. 6: REMS 4” автоматична винторезна глава върху REMS Tornado
6 pav.: Automatinë sriegimo galvutë REMS 4” naudojama su REMS Tornado
Att. 6:
REMS
4” Automâtiskâ grieþòa galva uz REMS Tornado
Joonis 6: REMS 4” automaat-lõikepea REMS Tornadol
20 19 12 10 11
24
16
9
14
15
18
23
22
21 17271
83 6 45
13

REMS Magnum 2000 / 2010 / 2020 / 4000 / 4010 / 4020
4 3 24 7 9 11 8 20 21 25 10 19
6 5 2 22 1 23 14 13 16 15 12 18 17

Fig. 8: Aufstellanleitung
Fig. 8: Set-up instructions
Fig. 8: Instructions de montage
Fig. 8: Istruzioni d’installazione
Fig. 8: Instrucciones de colocación
Fig. 8: Opstellingsaanwijzing
Fig. 8: Uppställningsanvisning
Fig. 8: Oppstillingsveiledning
Fig. 8: Opstillingsvejledning
Kuva 8: Asennusohje
Fig. 8: Instruções de colocação
Rys. 8 Instrukcja ustawiania
Obr. 8: Návod k sestavení
Obr. 8: Návod na zostavenie
8.ábra: Illesztési útmutató
Sl. 8: Upute za montažu stroja
Slika 8: Navodilo za postavitev
Fig. 8: Instrucţiuni de montaj
Фиг. 8: Инструкция по монтажу
Εικ. 8: Οδηγίες τοποθέτησης
Resim 8: Oluþturma þemasý
Фиг. 8: Указание за поставяне
8 pav.: Išstatymo instrukcija
Att. 8: Uzstâdîðanas instrukcija
Joonis 8: Paigaldusjuhis
Fig. 9: Umschaltventil für Linksgewinde
Fig. 9: Switch valve for left-handed threads
Fig. 9: Soupape d’inversion pour filetages à gauche
Fig. 9: Valvola d’inversione per filettatura sinistra
Fig. 9: Válvula de inversión para rosca a la izquierda
Fig. 9: Omschakelventiel voor linkse draden
Fig. 9: Omkopplingsventil för vänstergängor
Fig. 9: Omkoplingsventil for venstregjenger
Fig. 9: Omskifterventil til venstregevind
Kuva 9: Suunnanvaihtoventtiili vasenkätistä kierrettä varten
Fig. 9: Válvula de comutação para roscas à esquerda
Rys. 9 Zawór przełączający dla gwintów lewych
Obr. 9: Přepínací ventil na levé závity
Obr. 9: Prepínací ventil na ľavé závity
9.ábra: Szelepátkapcsoló balmenetű csavarra
Sl. 9: Ventil za preklapanje na lijevi navoj
Slika 9: Preklopni ventil za levi navoj
Fig. 9: Ventil inversor pentru filete de stânga
Фиг. 9: Клапан двойного действия для левой резьбы
Εικ. 9: Βαλβίδα μεταγωγής για αριστερό σπείρωμα
Resim 9: Sol diþ için deðiþtirme valfi
Фиг. 9: Превключващ вентил за лява резба
9 pav.: Perjungimo voþtuvas kairiniam sriegiui
Att. 9: Pârsïçgðanas vârsts kreisajâm vîtnçm
Joonis 9: Ümberlülitusventiil vasakkeermetele

Allgemeine Sicherheitshinweise
ACHTUNG! Sämtliche Anweisungen sind zu lesen. Fehler bei der Einhal-
tung der nachstehend aufgeführten Anweisungen können elektrischen Schlag,
Brand und/oder schwere Verletzungen verursachen. Der nachfolgend ver-
wendete Begriff „elektrisches Gerät“ bezieht sich auf netzbetriebene Elektro-
werkzeuge (mit Netzkabel), auf akkubetriebene Elektrowerkzeuge (ohne
Netzkabel), auf Maschinen und auf elektrische Geräte. Verwenden Sie das
elektrische Gerät nur bestimmungsgemäß und unter Beachtung der allge-
meinen Sicherheits- und Unfallverhütungsvorschriften.
BEWAHREN SIE DIESE ANWEISUNGEN GUT AUF.
A) Arbeitsplatz
a) Halten Sie Ihren Arbeitsbereich sauber und aufgeräumt. Unordnung
und unbeleuchtete Arbeitsbereiche können zu Unfällen führen.
b) Arbeiten Sie mit dem elektrischen Gerät nicht in explosionsgefähr-
deter Umgebung, in der sich brennbare Flüssigkeiten, Gase oder
Stäube befinden. Elektrische Geräte erzeugen Funken, die den Staub
oder die Dämpfe entzünden können.
c) Halten Sie Kinder und andere Personen während der Benutzung des
elektrischen Gerätes fern. Bei Ablenkung können Sie die Kontrolle über
das Gerät verlieren.
B) Elektrische Sicherheit
a) Der Anschlussstecker des elektrischen Gerätes muss in die Stek-
kdose passen. Der Stecker darf in keiner Weise verändert werden.
Verwenden Sie keine Adapterstecker gemeinsam mit schutzgeer-
deten elektrischen Geräten. Unveränderte Stecker und passende Stek-
kdosen verringern das Risiko eines elektrischen Schlages. Ist das elek-
trische Gerät mit Schutzleiter ausgerüstet, darf es nur an Steckdosen mit
Schutzkontakt angeschlossen werden. Betreiben Sie das elektrische Ge-
rät auf Baustellen, in feuchter Umgebung, im Freien oder bei vergleich-
baren Aufstellarten nur über einen 30mA-Fehlerstrom-Schutzschalter (FI-
Schalter) am Netz.
b) Vermeiden Sie Körperkontakt mit geerdeten Oberflächen, wie von
Rohren, Heizungen, Herden und Kühlschränken. Es besteht ein er-
höhtes Risiko durch elektrischen Schlag, wenn Ihr Körper geerdet ist.
c) Halten Sie das Gerät von Regen oder Nässe fern. Das Eindringen von
Wasser in ein Elektrogerät erhöht das Risiko eines elektrischen Schlages.
d) Zweckentfremden Sie das Kabel nicht, um das Gerät zu tragen, auf-
zuhängen oder um den Stecker aus der Steckdose zu ziehen. Hal-
ten Sie das Kabel fern von Hitze, Öl, scharfen Kanten oder sich be-
wegenden Geräteteilen. Beschädigte oder verwickelte Kabel erhöhen
das Risiko eines elektrischen Schlages.
e) Wenn Sie mit einem elektrischen Gerät im Freien arbeiten, verwen-
den Sie nur Verlängerungskabel, die auch für den Außenbereich zu-
gelassen sind. Die Anwendung eines für den Außenbereich geeigneten
Verlängerungskabels verringert das Risiko eines elektrischen Schlages.
C) Sicherheit von Personen
a) Seien Sie aufmerksam, achten Sie darauf, was Sie tun, und gehen
Sie mit Vernunft an die Arbeit mit einem elektrischen Gerät. Benut-
zen Sie das elektrische Gerät nicht, wenn Sie müde sind oder unter
dem Einfluss von Drogen, Alkohol oder Medikamenten stehen. Ein
Moment der Unachtsamkeit beim Gebrauch des Gerätes kann zu ernst-
haften Verletzungen führen.
b) Tragen Sie persönliche Schutzausrüstung und immer eine Schutz-
brille. Das Tragen persönlicher Schutzausrüstung, wie Staubmaske,
rutschfeste Sicherheitsschuhe, Schutzhelm oder Gehörschutz, je nach
Art und Einsatz des elektrischen Gerätes, verringert das Risiko von Ver-
letzungen.
c) Vermeiden Sie eine unbeabsichtigte Inbetriebnahme. Vergewissern
Sie sich, dass der Schalter in der Position „AUS“ ist, bevor Sie den
Stecker in die Steckdose stecken. Wenn Sie beim Tragen des elektri-
schen Gerätes den Finger am Schalter haben oder das Gerät einge-
schaltet an die Stromversorgung anschließen, kann dies zu Unfällen füh-
ren. Überbrücken Sie niemals den Tippschalter.
d) Entfernen Sie Einstellwerkzeuge oder Schraubenschlüssel, bevor
Sie das elektrische Gerät einschalten. Ein Werkzeug oder Schlüssel,
der sich in einem drehenden Geräteteil befindet, kann zu Verletzungen
führen. Greifen Sie niemals in sich bewegende (umlaufende) Teile.
e) Überschätzen Sie sich nicht. Sorgen Sie für einen sicheren Stand
und halten Sie jederzeit das Gleichgewicht. Dadurch können Sie das
Gerät in unerwarteten Situationen besser kontrollieren.
f) Tragen Sie geeignete Kleidung. Tragen Sie keine weite Kleidung oder
Schmuck. Halten Sie Haare, Kleidung und Handschuhe fern von sich
bewegenden Teilen. Lockere Kleidung, Schmuck oder lange Haare kön-
nen von sich bewegenden Teilen erfasst werden.
g) Wenn Staubabsaug- und -auffangeinrichtungen montiert werden
können, vergewissern Sie sich, dass diese angeschlossen sind und
richtig verwendet werden. Das Verwenden dieser Einrichtungen ver-
ringert Gefährdungen durch Staub.
h) Überlassen Sie das elektrische Gerät nur unterwiesenen Personen.
Jugendliche dürfen das elektrische Gerät nur betreiben, wenn sie über
16 Jahre alt sind, dies zur Erreichung ihres Ausbildungszieles erforder-
lich ist und sie unter Aufsicht eines Fachkundigen gestellt sind.
D) Sorgfältiger Umgang und Gebrauch von elektrischen Geräten
a) Überlasten Sie das elektrische Gerät nicht. Verwenden Sie für Ihre
Arbeit das dafür bestimmte elektrische Gerät. Mit dem passenden
elektrischen Gerät arbeiten Sie besser und sicherer im angegebenen Lei-
stungsbereich.
b) Benutzen Sie kein elektrisches Gerät, dessen Schalter defekt ist. Ein
elektrisches Gerät, das sich nicht mehr ein- oder ausschalten lässt, ist
gefährlich und muss repariert werden.
c) Ziehen Sie den Stecker aus der Steckdose, bevor Sie Geräte-
einstellungen vornehmen, Zubehörteile wechseln oder das Gerät
weglegen. Diese Vorsichtsmaßnahme verhindert den unbeabsichtigten
Start des Geräts.
d) Bewahren Sie unbenutzte elektrische Geräte außerhalb der Reich-
weite von Kindern auf. Lassen Sie Personen das elektrische Gerät
nicht benutzen, die mit diesem nicht vertraut sind oder diese An-
weisungen nicht gelesen haben. Elektrische Geräte sind gefährlich,
wenn Sie von unerfahrenen Personen benutzt werden.
e) Pflegen Sie das elektrische Gerät mit Sorgfalt. Kontrollieren Sie, ob
bewegliche Geräteteile einwandfrei funktionieren und nicht klem-
men, ob Teile gebrochen oder so beschädigt sind, dass die Funk-
tion des elektrischen Gerätes beeinträchtigt ist. Lassen Sie be-
schädigte Teile vor dem Einsatz des elektrischen Gerätes von qua-
lifiziertem Fachpersonal oder von einer autorisierten REMS
Vertrags-Kundendienstwerkstatt reparieren. Viele Unfälle haben ihre
Ursache in schlecht gewarteten Elektrowerkzeugen.
f) Halten Sie Schneidwerkzeuge scharf und sauber. Sorgfältig gepfleg-
te Schneidwerkzeuge mit scharfen Schneidkanten verklemmen sich we-
niger und sind leichter zu führen.
deu deu
1 Flügelschraube
2 Werkzeugträger
3 Führungsholm vorn
4 Führungsholm hinten
5 Andrückhebel
6 Klemmring
7 Handgriff
8 Schneidkopf
9 Längenanschlag
10 Schließ- und
Öffnungshebel
11 Klemmhebel
12 Verstellscheibe
13 Kugelknopf/Griffmulde
14 Schneidbackenhalter
15 Rohrabschneider
16 Rohrinnenentgrater
17 Ausgießer
18 Schalter
19 Spannfutter
20 Spannfutterschlüssel
21 Fußschalter
22 Not-Aus-Taster
23 Schutzschalter
24 Führungsbolzen
REMS Tornado 2000 / 2010 / 2020
1 Schnellspann-Schlagfutter
2 Führungsfutter
3 Schalter rechts-links
4 Fußschalter
5 Not-Aus-Taster
6 Schutzschalter
7 Werkzeugträger
8 Andrückhebel
9 Handgriff
10 Klemmring mit Flügelschraube
11 Flügelschraube
12 Schneidkopf
13 Längenanschlag
14 Schließ- und Öffnungshebel
15 Klemmhebel
16 Verstellscheibe
17 Schneidbackenhalter
18 Rohrabschneider
19 Rohrinnenentgrater
20 Kühlmittelwanne
21 Spänewanne
22 Spannring
23 Spannbackenträger
24 Spannbacken
25 Verschlußstopfen
REMS Magnum 2000 / 2010 / 2020 / 4000 / 4010 / 4020

g) Sichern Sie das Werkstück. Benutzen Sie Spannvorrichtungen oder ei-
nen Schraubstock, um das Werkstück festzuhalten. Es ist damit sicherer
gehalten als mit Ihrer Hand, und Sie haben außerdem beide Hände zur
Bedienung des elektrischen Gerätes frei.
h) Verwenden Sie elektrische Geräte, Zubehör, Einsatzwerkzeuge usw.
entsprechend diesen Anweisungen und so, wie es für diesen spe-
ziellen Gerätetyp vorgeschrieben ist. Berücksichtigen Sie dabei die
Arbeitsbedingungen und die auszuführende Tätigkeit. Der Gebrauch
von elektrischen Geräten für andere als die vorgesehenen Anwendungen
kann zu gefährlichen Situationen führen. Jegliche eingenmächtige Verän-
derung am elektrischen Gerät ist aus Sicherheitsgründen nicht gestattet.
E) Sorgfältiger Umgang und Gebrauch von Akkugeräten
a) Stellen Sie sicher, dass das elektrische Gerät ausgeschaltet ist, be-
vor Sie den Akku einsetzen. Das Einsetzen eines Akkus in ein elektri-
sches Gerät, das eingeschaltet ist, kann zu Unfällen führen.
b) Laden Sie die Akkus nur in Ladegeräten auf, die vom Hersteller emp-
fohlen werden. Für ein Ladegerät, das für eine bestimmte Art von Akkus
geeignet ist, besteht Brandgefahr, wenn es mit anderen Akkus verwen-
det wird.
c) Verwenden Sie nur die dafür vorgesehenen Akkus in den elektri-
schen Geräten. Der Gebrauch von anderen Akkus kann zu Verletzun-
gen und Brandgefahr führen.
d) Halten Sie den nicht benutzten Akku fern von Büroklammern, Mün-
zen, Schlüsseln, Nägeln, Schrauben oder anderen kleinen Metall-
gegenständen, die eine Überbrückung der Kontakte verursachen
könnten. Ein Kurzschluss zwischen den Akkukontakten kann Verbren-
nungen oder Feuer zur Folge haben.
e) Bei falscher Anwendung kann Flüssigkeit aus dem Akku austreten.
Vermeiden Sie den Kontakt damit. Bei zufälligem Kontakt mit Was-
ser abspülen. Wenn die Flüssigkeit in die Augen kommt, nehmen
Sie zusätzlich ärztliche Hilfe in Anspruch. Austretende Akkuflüssigkeit
kann zu Hautreizungen oder Verbrennungen führen.
f) Bei Temperaturen des Akku/Ladegerätes oder Umgebungs-
temperaturen 5°C/40°F oder b40°C/105°F darf der Akku/das La-
degerät nicht benutzt werden.
g) Entsorgen Sie schadhafte Akkus nicht im normalen Hausmüll, son-
dern übergeben Sie sie einer autorisierten REMS Vertrags-Kunden-
dienstwerkstatt oder einem anerkannten Entsorgungsunternehmen.
F) Service
a) Lassen Sie Ihr Gerät nur von qualifiziertem Fachpersonal und nur
mit Original Ersatzteilen reparieren. Damit wird sichergestellt, dass die
Sicherheit des Geräts erhalten bleibt.
b) Befolgen Sie Wartungsvorschriften und die Hinweise über den Werk-
zeugwechsel.
c) Kontrollieren Sie regelmäßig die Anschlussleitung des elektrischen
Gerätes und lassen Sie sie bei Beschädigung von qualifiziertem
Fachpersonal oder von einer autorisierten REMS Vertrags-Kunden-
dienstwerkstatt erneuern. Kontrollieren Sie Verlängerungskabel re-
gelmäßig und ersetzen Sie sie, wenn sie beschädigt sind.
Spezielle Sicherheitshinweise
•
Die Maschine wird mit einem Sicherheitsfußschalter mit Not-Aus in Tipp-
schaltung betrieben. Kann der durch das umlaufende Werkstück gebil-
dete Gefahrenbereich vom Bedienerstandort aus nicht eingesehen wer-
den, sind Sicherungsmaßnahmen, z.B. Absperrungen vorzusehen.
•
Arbeiten, wie z.B. Aufhanfen, Montieren und Demontieren, Gewinde-
schneiden mit Handkluppen, Arbeiten mit Handrohrabschneidern sowie
das Halten der Werkstücke von Hand (anstelle der Benutzung von Ma-
terialabstützungen), sind bei laufender Maschine verboten.
•
Ist mit der Gefahr des Abknickens und Herumschlagens der Werkstük-
ke zu rechnen (abhängig von Länge und Querschnitt des Materials und
der Drehzahl), oder bei mangelhafter Standfestigkeit der Maschine (z.B.
bei Verwendung des 4”-Automatik-Schneidkopfes) sind höhenverstell-
bare Stützen (REMS Herkules) in ausreichender Zahl zu verwenden.
•
Niemals in die Spannfutter hineingreifen.
•
Kurze Rohrstücke nur mit REMS Nippelspanner oder REMS Nippelfix
spannen.
•
REMS Gewindeschneidstoffen in Spraydosen (REMS Spezial, REMS
Sanitol) ist umweltfreundliches, jedoch feuergefährliches Treibgas (Bu-
tan) zugesetzt. Spraydosen stehen unter Druck, nicht gewaltsam öff-
nen. Vor Sonnenbestrahlung und Erwärmung über 50°C schützen.
•
Wegen entfettender Wirkung der Kühlschmierstoffe ist ein intensiver
Hautkontakt zu vermeiden. Es sind geeignete Hautschutzmittel zu ver-
wenden.
•
Aus hygienischen Gründen ist die Wanne regelmäßig von Schmutz und
Spänen zu reinigen, mindestens jedoch einmal jährlich.
•
Eine Überprüfung der Kühlschmierstoffe ist nicht erforderlich, da durch
Verbrauch immer wieder neuer Kühlschmierstoff nachgefüllt werden
muß.
•
Kühlschmierstoffe dürfen konzentriert nicht in Kanalisation, Gewässer
oder Erdreich gelangen. Nicht verbrauchter Kühlschmierstoff ist bei zu-
ständigen Entsorgungsunternehmen abzuliefern. Abfallschlüssel für mi-
neralölhaltige Kühlschmierstoffe 54401, für synthetische 54109.
deu deu
1. Technische Daten Tornado 2000 Magnum 2000 Tornado 2000 Magnum 4000
Tornado 2010 Magnum 2010 Tornado 2010 Magnum 4010
Tornado 2020 Magnum 2020 Tornado 2020 Magnum 4020
mit REMS 4”
Automatik-Schneidkopf
1.1. Arbeitsbereich
1.1.1. Gewindedurchmesser
Rohre (auch kunststoffummantelt)
1
/
16
– 2”
1
/
16
– 2”
1
/
16
– 4”
1
/
4
– 4”
Bolzen 6 – 60 mm 6 – 60 mm 6 – 60 mm 14 – 60 mm
1
/
4
– 2”
1
/
2
– 2”
1
/
4
– 2”
1
/
2
– 2”
1.1.2. Gewindearten
Rohrgewinde, kegelig rechts R (ISO 7-1, DIN 2999, BSPT), NPT
Rohrgewinde, zylindrisch rechts G (ISO 228-1, DIN 259, BSPP), NPSM
Stahlpanzerrohr-Gewinde Pg (DIN 40430), IEC
Bolzengewinde M (ISO 261, DIN 13), UNC, BSW
1.1.3. Gewindelänge
Rohrgewinde, kegelig Normlänge Normlänge Normlänge Normlänge
165 mm, mit 150 mm, mit 165 mm, mit 150 mm, mit
Rohrgewinde, zylindrisch Nachspannen Nachspannen Nachspannen Nachspannen
Bolzengewinde
}
unbegrenzt unbegrenzt unbegrenzt unbegrenzt
1.1.4. Abschneiden
Rohre
1
/
8
– 2”
1
/
8
– 2”
1
/
8
– 2”
1
/
4
– 4”
1.1.5. Innenentgraten
Rohre
1
/
4
– 2”
1
/
4
– 2”
1
/
4
– 2”
1
/
4
– 4”

Tornado 2000 Magnum 2000 Tornado 2000 Magnum 4000
Tornado 2010 Magnum 2010 Tornado 2010 Magnum 4010
Tornado 2020 Magnum 2020 Tornado 2020 Magnum 4020
mit REMS 4”
Automatik-Schneidkopf
1.1.6. Nippel- und Doppelnippel mit
REMS Nippelspanner
(innenspannend)
3
/
8
– 2”
3
/
8
– 2”
3
/
8
– 2”
3
/
8
– 2”
mit REMS Nippelfix
(automatisch innenspannend)
1
/
2
– 4”
1
/
2
– 4”
1
/
2
– 4”
1
/
2
– 4”
1.1.7. REMS 4” Automatik-Schneidkopf
für alle Tornado-Typen (siehe Fig. 6) 2
1
/
2
– 4”
1.2. Drehzahlen der Arbeitsspindel
Tornado 2000
1
/
16
– 2” 53 – 40
1
/min
Magnum 2000
1
/
4
– 2” 53 – 40
1
/min
Magnum 4000
1
/
4
– 4” 23 – 20
1
/min
automatische, stufenlose Drehzahlregulierung
Tornado 2010 / 2020
1
/
16
– 2” 52
1
/min
Magnum 2010 / 2020
1
/
4
– 2” 52 – 26
1
/min
Magnum 4010 / 4020
1
/
4
– 4” 20 – 10
1
/min
auch unter Vollast. Für hohe Belastung und schlechte Stromverhältnisse bei den größeren Gewinden Tornado 26
1
/min. bzw. Magnum 10
1
/min.
1.3. Elektrische Daten
Tornado 2000, Magnum 2000 / 4000 230 V, 1~; 50-60 Hz; 1700 W Aufnahme, 1200 W Abgabe; 8,3 A;
Absicherung (Netz) 16 A (B). Aussetzbetrieb S 3 20%
110 V; 1~; 50-60 Hz; 1700 W Aufnahme, 1200 W Abgabe; 16,5 A;
Absicherung (Netz) 30 A (B). Aussetzbetrieb S 3 20%
Tornado 2010, Magnum 2010 / 4010 230 V, 1~; 50 Hz; 2100 W Aufnahme, 1400 W Abgabe; 10 A;
Absicherung (Netz) 10 A (B). Aussetzbetrieb S 3 40%
Tornado 2020, Magnum 2020 / 4020 400 V; 3~; 50 Hz; 2000 W Aufnahme, 1500 W Abgabe; 5 A;
Absicherung (Netz) 10 A (B). Aussetzbetrieb S 3 40%
1.4. Abmessungen (L x B x H)
Tornado 2000 730 x 435 x 280 mm
Tornado 2010 / 2020 730 x 435 x 280 mm
Magnum 2000 870 x 580 x 495 mm
Magnum 2010 / 2020 825 x 580 x 495 mm
Magnum 4000 915 x 580 x 495 mm
Magnum 4010 / 4020 870 x 580 x 495 mm
1.5. Gewicht in kg
Maschine Werkzeuge Standardzubehör
Tornado 2000 31 12 7
Tornado 2010 43 12 7
Tornado 2020 43 12 7
Maschine Maschine Werkzeuge Werkzeuge Fahrbares
1
/
4
– 2” 2
1
/
2
– 4”
1
/
4
– 2” 2
1
/
2
– 4” Untergestell
Magnum 2000 75 12 16
Magnum 2010 87 12 16
Magnum 2020 87 12 16
Magnum 4000 96 12 24 16
Magnum 4010 108 12 24 16
Magnum 4020 108 12 24 16
1.6. Lärminformation
Arbeitsplatzbezogener Emissionswert
Tornado 2000, Magnum 2000 / 4000 83 dB (A)
Tornado 2010, Magnum 2010 / 4010 75 dB (A)
Tornado 2020 72 dB (A)
Magnum 2020 / 4020 74 dB (A)
1.7. Vibrationen (alle Typen)
Gewichteter Effektivwert der Beschleunigung 2,5 m/s
2
deu deu
2. Inbetriebnahme
Hinweis: Transportgewichte über 35 kg sind von 2 Personen zu tra-
gen, Werkzeugsatz separat tragen. Beim Transport und beim Auf-
stellen der Maschine beachten, dass die Maschine mit und ohne Unter-
gestell einen hohen Schwerpunkt hat, d. h. kopflastig ist.
2.1. Aufstellen Tornado 2000, 2010, 2020 (Fig.1–3)
Flügelschraube (1) lösen. Werkzeugträger (2) abnehmen. Maschine
senkrecht auf beide Führungsholme (3 + 4) stellen und die 3 Rohr-
füsse in das Getriebegehäuse einstecken, bis sie einrasten (Fig. 1).
Die Maschine am Getriebegehäuse (nicht an den Rohrfüßen) anfas-
sen und auf die Rohrfüße stellen (Fig. 2).
Die Maschine kann auch auf jede Werkbank gestellt und angeschraubt
werden. Hierzu befinden sich an der Unterseite der Maschine 3 Gewinde-
bohrungen. Mittels der mitgelieferten Schablone sind an der Werk-
bank 3 Bohrungen (Bohrer-Ø 12 mm) anzubringen. Die Maschine wird
dann von unten mit 3 Schrauben M 10 angeschraubt.

Werkzeugträger auf Führungsholme schieben. Andrückhebel (5) von
hinten durch die Lasche am Werkzeugträger hindurchschieben und
den Klemmring (6) so auf den hinteren Führungsholm schieben, daß
die Flügelschraube nach hinten schaut und die Ringnut frei bleibt.
Handgriff (7) auf Andrückhebel stecken.
Wanne in die beiden unten am Getriebegehäuse angebrachten Schrau-
ben einhängen und nach rechts seitlich in die Schlitze schieben. Wanne
in die Ringnut am hinteren Führungsholm (4) einhängen. Klemmring
des Andrückhebels bis zur Anlage an die Aufhängung der Wanne schie-
ben und festklemmen. Schlauch mit Ansaugfilter in Wanne hängen
und das andere Schlauchende auf den Nippel an der Rückseite des
Werkzeugträgers schieben. 2 Liter Gewindeschneidstoff einfüllen. Spä-
neschale von hinten einsetzen. Maschine nie ohne Gewindeschneid-
stoff laufen lassen.
Führungsbolzen des Schneidkopfes (8) in Bohrung des Werkzeug-
trägers einsetzen und Schneidkopf mit axialem Druck auf Führungs-
bolzen und schwenkenden Bewegungen bis zum Anschlag einschieben.
Zum besseren Transport Fußschalter in die Schraube auf der Rück-
seite des Getriebegehäuses einhängen (Fig. 3).
Aufstellen Magnum 2000 T, 2010 T, 2020 T, 4000 T, 4010 T, 4020 T
(Fig. 8)
Maschine auf Werkbank oder fahrbares Untergestell (Zubehör) mit
den 3 mitgelieferten Schrauben befestigen. Zum Transport kann die
Maschine jeweils vorn an den Führungsholmen und hinten an einem
in Spann- und Führungsfutter eingespannten Rohr angehoben wer-
den. Zum Transport auf dem Untergestell werden in die Ösen am
Untergestell Rohrstücke Ø
3
/
4
” mit einer Länge von ca. 60 cm einge-
schoben und mit den Flügelschrauben befestigt. Soll die Maschine
nicht transportiert werden, so können die beiden Räder abgenommen
werden.
5 Liter Gewindeschneidstoff einfüllen. Maschine nie ohne Gewinde-
schneidstoff laufen lassen.
2.2. Aufstellen Tornado 2000T, 2010T, 2020T (Fig. 7 + 8)
Maschine auf Werkbank oder fahrbares Untergestell (Zubehör) mit
den 3 mitgelieferten Schrauben befestigen. Zum Transport kann die
Maschine jeweils vorn in den Grifftaschen im Untergestell und hinten
am Motor bzw. am Träger der Materialauflage angehoben werden.
Zum Transport auf dem Untergestell werden in die Ösen am Unter-
gestell Rohrstücke Ø
3
/
4
” mit einer Länge von ca. 60 cm eingescho-
ben und mit den Flügelschrauben befestigt. Soll die Maschine nicht
transportiert werden, so können die beiden Räder abgenommen wer-
den. 5 Liter Gewindeschneidstoff einfüllen. Maschine nie ohne Ge-
windeschneidstoff laufen lassen.
Aufstellen Magnum 2000 T-L, 2010 T-L, 2020 T-L (Fig. 8)
Maschine auf Werkbank oder Untergestell (Zubehör) mit den 4 mit-
gelieferten Schrauben befestigen. Zum Transport kann die Maschine
vorn an den Führungsholmen und hinten an einem in Spann- und Füh-
rungsfutter eingespannten Rohr angehoben werden. Klemmring (10)
mit Flügelschraube so auf den hinteren Führungsholm schieben, daß
die Ringnut frei bleibt. Wanne hinten in die beiden unten am Getrie-
begehäuse angebrachten Schrauben und vorn in die Ringnut am hin-
teren Führungsholm einhängen. Klemmring (10) bis zur Anlage an die
Aufhängung der Wanne schieben und festklemmen. Schlauch mit
Ansaugfilter in Wanne hängen. Späneschale von hinten einsetzen.
2 Liter Gewindeschneidstoff einfüllen.
Maschine nie ohne Gewindeschneidstoff laufen lassen.
2.3. Elektrischer Anschluß
Vor Anschluß der Maschine prüfen, ob die auf dem Typenschild an-
gegebene Spannung der Netzspannung entspricht. Nur Verlänge-
rungskabel mit Schutzerdung verwenden. Die Maschine wird mit Fuß-
schalter (21, Tornado / 4, Magnum) ein- und ausgeschaltet. Der Schal-
ter (18, Tornado / 3, Magnum) dient zur Vorwahl der Drehrichtung bzw.
der Geschwindigkeit. Die Maschine kann nur eingeschaltet werden,
wenn der Not-Aus-Taster (22, Tornado / 5, Magnum) entriegelt ist und
der Schutzschalter (23, Tornado / 6, Magnum) auf dem Fußschalter
gedrückt ist. Wird die Maschine direkt an das Netz angeschlossen (oh-
ne Steckvorrichtung), so ist ein Leistungsschalter 16 A zu installieren.
2.4. Gewindeschneidstoffe
Verwenden Sie nur REMS Gewindeschneidstoffe. Sie erzielen ein-
wandfreie Schneidergebnisse, hohe Standzeit der Schneidbacken so-
wie erhebliche Schonung der Maschine.
REMS Spezial Gewindeschneidstoff ist hochlegiert und verwendbar
für Rohr- und Bolzengewinde aller Art. Er ist mit Wasser auswasch-
bar (gutachterlich geprüft). Gewindeschneidstoffe auf Mineralölbasis
sind für Trinkwasserleitungen in verschiedenen Ländern, z.B. Deutsch-
land, Österreich und in der Schweiz nicht zugelassen. In diesem Fall
mineralölfreies REMS Sanitol verwenden.
REMS Sanitol Gewindeschneidstoff ist mineralölfrei, synthetisch, voll-
ständig wasserlöslich und hat die Schmierkraft von Mineralöl. Er ist
verwendbar für alle Rohr- und Bolzengewinde. Er muß in Deutsch-
land, Österreich und in der Schweiz für Trinkwasserleitungen ver-
wendet werden und entspricht den Vorschriften (DVGW Prüf-Nr. DW-
0201AS2032; ÖVGW Prüf-Nr. W 1.303; SVGW Prüf-Nr. 7808-649).
Alle Gewindeschneidstoffe nur unverdünnt verwenden!
2.5. Materialabstützung
Rohre und Stangen ab 2 m Länge müssen zusätzlich mit dem hö-
henverstellbaren REMS Herkules abgestützt werden. Dieser hat Stahl-
kugeln zum problemlosen Bewegen der Rohre und Stangen in alle
Richtungen ohne Kippen der Materialabstützung. Ist die REMS Mag-
num auf einer Werkbank befestigt, so muß der REMS Herkules Y ein-
gesetzt werden, welcher an der Werkbank befestigt wird. Arbeitsbe-
reich REMS Herkules und REMS Herkules Y: Ø
1
/
8
– 4”.
2.6. REMS 4”Automatik-Kopf
Bei der Verwendung des REMS 4”Automatik-Kopfes ist die mit dem
REMS 4”Automatik-Kopf gelieferte Betriebsanleitung zu beachten.
3. Betrieb
3.1. Werkzeuge
Der Schneidkopf (8, Tornado / 12, Magnum) ist jeweils ein Universal-
schneidkopf, d.h. für die oben genannten Bereiche, getrennt in 2 Werk-
zeugsätze, wird jeweils nur ein Scheidkopf benötigt. Zum Schneiden
kegeliger Rohrgewinde muß der Längenanschlag (9, Tornado / 13,
Magnum) mit dem Schließ- und Öffnungshebel (10, Tornado / 14, Mag-
num) richtungsgleich sein. Der Schneidkopf öffnet dann automatisch,
wenn die jeweilige Normgewindelänge erreicht ist. Um zylindrische
Langgewinde und Bolzengewinde schneiden zu können, wird der Län-
genanschlag (9, Tornado / 13, Magnum) weggeklappt.
Wechseln der Schneidbacken
Die Schneidbacken können sowohl bei montiertem, als auch bei ab-
genommenem Schneidkopf (z.B. auf der Werkbank) eingesetzt bzw.
gewechselt werden. Hierzu Klemmhebel (11, Tornado / 15, Magnum)
lösen, nicht abschrauben. Verstellscheibe (12, Tornado / 16, Magnum)
am Griff vom Klemmhebel weg bis in die Endstellung schieben. In die-
ser Stellung werden die Schneidbacken herausgenommen und ein-
gesetzt. Hierbei darauf achten, daß die auf der Rückseite der Schneid-
backen angegebene Gewindegröße der zu schneidenden Gewinde-
größe entspricht. Außerdem darauf achten, daß die ebenfalls auf der
Rückseite der Schneidbacken angebrachten Nummern mit denen auf
dem Schneidbackenhalter (14, Tornado / 17, Magnum) übereinstimmen.
Schneidbacken soweit in den Schneidkopf einschieben, bis die im
Schlitz des Schneidbackenhalters befindliche Kugel einrastet. Sind al-
le Schneidbacken eingesetzt, wird durch Verschieben der Verstell-
scheibe die gewünschte Gewindegröße eingestellt. Bolzengewinde
immer auf “Bolt” einstellen. Verstellscheibe über den Klemmhebel fest-
klemmen. Schneidkopf schließen. Dazu Schließ- und Öffnungshebel
(10, Tornado / 14, Magnum) kräftig nach rechts unten drücken. Der
Schneidkopf öffnet entweder automatisch (bei kegeligen Rohrgewin-
den), oder jederzeit von Hand durch leichten Druck nach links auf den
Schließ- und Öffnungshebel.
Genügt beim Schneidkopf 2
1
/
2
– 4” aufgrund erhöhter Schnittkraft (z.B.
stumpfe Schneidbacken) die Haltekraft des Klemmhebels (11, Torna-
do / 15, Magnum) nicht, d.h., der Schneidkopf öffnet sich unter Schnitt-
druck, so ist zusätzlich die Zylinderschraube auf der dem Klemm-
hebel (11, Tornado / 15, Magnum) gegenüberliegenden Seite festzu-
ziehen.
Der Rohrabschneider (15, Tornado / 18, Magnum) ist zum Abschnei-
den der Rohre
1
/
4
– 2” bzw. 2
1
/
2
– 4”.
Der Rohrinnenentgrater (16, Tornado / 19, Magnum) wird für Rohre
deu deu

von
1
/
4
– 2” bzw. 2
1
/
2
– 4” verwendet. Pinole durch Einrasten in den Ent-
graterarm drehsichern; vorne oder hinten, je nach Länge des Rohres.
3.2. Spannfutter Tornado (19) und (20)
Die selbstzentrierenden Spannbacken öffnen und schließen automa-
tisch durch Links- bzw. Rechtsdrehen des Schalters (18) und Betäti-
gen des Fußschalters (21). Beim Wechseln der vorderen und hinte-
ren Spannbacken ist zu beachten, daß die einzelnen Spannbacken
entsprechend Fig. 4 und 5 eingesetzt werden, da sonst Beschädi-
gungen auftreten. Keinesfalls darf die Maschine eingeschaltet wer-
den, bevor nicht sämtliche Spannbacken und beide Spannfutterdek-
kel montiert sind.
Für Magnum bis 2” und Tornado ist zum Spannen von Durchmessern
< 8 mm, für Magnum bis 4” zum Spannen von Durchmessern < 20 mm
eine dem Durchmesser angepasste Klemmhülse (Art.-Nr. 343001) er-
forderlich. Bei der Bestellung der Klemmhülse ist der gewünschte
Spanndurchmesser anzugeben.
Schnellspann-Schlagfutter Magnum
Das vordere Schnellspann-Schlagfutter mit großem Spannring und in
den Backenträgern eingesetzten, beweglichen Spannbacken gewährt
ein zentrisches und sicheres Spannen bei geringstem Kraftaufwand.
Wechseln der Spannbacken
Spannbacken (24) mit Spannring (22) bis auf ca. 30 mm Spann-
durchmesser schließen. Schrauben der Spannbacken (24) entfernen.
Spannbacken mit geeignetem Werkzeug (Schraubendreher) nach hin-
ten hinausschieben. Neue Spannbacken mit eingesetzter Schraube
von vorn in die Spannbackenträger hineinschieben.
3.3. Arbeitsablauf Tornado
Werkzeuge ausschwenken und Werkzeugträger mittels Andrückhe-
bel (5) in rechte Endlage bringen. Material einführen, daß es ca. 10
cm aus dem Spannfutter (19) herausragt. Schneidkopf (8) herunter-
schwenken und schließen. Schalter (18) in Stellung 1 schalten, Fuß-
schalter (21) betätigen. Jetzt wird das Material selbsttätig gespannt.
Bei den Typen 2010 und 2020 kann zum Abschneiden und Entgraten
sowie zum Schneiden kleinerer Gewinde die 2. Geschwindigkeit ge-
wählt werden. Hierzu Schalter (18) bei laufender Maschine von Stel-
lung 1 zügig in Stellung 2 schalten. Schneidkopf mit Andrückhebel (5)
gegen das sich drehende Material andrücken.
Nach ein bis zwei Gewindegängen schneidet der Schneidkopf auto-
matisch weiter. Ist bei kegeligen Rohrgewinden die der Norm ent-
sprechende Gewindelänge erreicht, öffnet der Schneidkopf automa-
tisch. Bei Lang- und Bolzengewinden Schneidkopf bei laufender Ma-
schine von Hand öffnen. Fußschalter (21) loslassen. Schalter (18) auf
R stellen. Fußschalter (21) kurz betätigen – das Material wird ent-
spannt.
Durch Nachspannen des Materials können unbegrenzt lange Gewin-
de geschnitten werden. Hierzu während des Gewindeschneidens Fuß-
schalter (21) bei Annähern des Werkzeugträgers an das Maschinen-
gehäuse loslassen. Schneidkopf nicht öffnen. Schalter (18) auf R stel-
len. Material entspannen, Werkzeugträger und Material mit Andrückhebel
in die rechte Endlage bringen. Maschine in Schalterstellung 1 wieder
einschalten.
Zum Trennen von Rohren wird der Rohrabschneider (15) hereinge-
schwenkt und mittels des Andrückhebels auf die gewünsche Ab-
schneidposition geschoben. Durch Rechtsdrehen der Spindel wird das
drehende Rohr abgetrennt.
Der durch das Abschneiden entstehende Innengrat wird mit dem Rohr-
innenentgrater (16) entfernt.
Ablassen von Gewindeschneidstoff: Schlauch am Werkzeugträger (2)
abziehen und in Behälter halten. Maschine laufen lassen bis Wanne
leer ist. Oder: Die Wanne abnehmen und über Ausgießer entleeren
(17).
Arbeitsablauf Magnum
Werkzeuge ausschwenken und Werkzeugträger mittels Andrückhe-
bel (8) in rechte Endlage bringen. Material durch das geöffnete Füh-
rungsfutter (2) und durch das geöffnete Schnellspann-Schlagfutter (1)
einführen, daß es ca. 10 cm aus dem Schnellspann-Schlagfutter her-
ausragt. Schnellspann-Schlagfutter schließen bis die Spannbacken
am Material anliegen. Mit dem Spannring nach kurzer Öffnungsbe-
wegung ruckartig ein- bis zweimal das Material festspannen. Durch
Schließen des Führungsfutters (2) wird das nach hinten herausragende
Material zentriert. Schneidkopf herunterschwenken und schließen.
Schalter (3) auf 1 stellen, Fußschalter (4) betätigen. Magnum 2000/ 4000
wird nur mit dem Fußschalter (4) ein- bzw. ausgeschaltet.
Bei Magnum 2010/4010 und 2020/4020 kann zum Abschneiden und
Entgraten, sowie zum Schneiden kleinerer Gewinde die 2. Ge-
schwindigkeit gewählt werden. Hierzu Schalter (3) bei laufender Ma-
schine von Stellung 1 zügig in Stellung 2 schalten. Schneidkopf mit
Andrückhebel (8) gegen das sich drehende Material andrücken.
Nach ein bis zwei Gewindegängen schneidet der Schneidkopf auto-
matisch weiter. Ist bei kegeligen Rohrgewinden die der Norm ent-
sprechende Gewindelänge erreicht, öffnet der Schneidkopf automa-
tisch. Bei Lang- und Bolzengewinden Schneidkopf bei laufender
Maschine von Hand öffnen. Fußschalter (4) loslassen. Schnellspann-
Schlagfutter öffnen, Material entnehmen.
Durch Nachspannen des Materials können unbegrenzt lange Gewin-
de geschnitten werden. Hierzu während des Gewindeschneidens Fuß-
schalter (4) bei Annähern des Werkzeugträgers an das Maschinen-
gehäuse loslassen. Schneidkopf nicht öffnen. Material entspannen,
Werkzeugträger und Material mit Andrückhebel in die rechte Endlage
bringen. Material wieder spannen, Maschine wieder einschalten. Zum
Trennen von Rohren wird der Rohrabschneider (18) hereingeschwenkt
und mittels des Andrückhebels auf die gewünschte Abschneidposition
geschoben. Durch Rechtsdrehen der Spindel wird das drehende Rohr
abgetrennt.
Der durch das Abschneiden anstehende Innengrat wird mit dem Rohr-
innenentgrater (19) entfernt.
Ablassen von Gewindeschneidstoff. Schlauch am Werkzeugträger (7)
abziehen und in Behälter halten. Maschine laufen lassen bis Wanne
leer ist. Oder: Verschlußstopfen (25) entfernen und Wanne leer lau-
fen lassen.
3.4. Herstellen von Nippeln und Doppelnippeln
Zum Nippelschneiden werden REMS Nippelfix (automatisch innen-
spannend) oder REMS Nippelspanner (innenspannend) verwendet.
Dabei ist darauf zu achten, daß die Rohrenden innen entgratet sind.
Rohrstücke immer bis zum Anschlag aufschieben.
Zum Spannen des Rohrstückes (mit oder ohne vorhandenem Gewin-
de) mit dem REMS Nippelspanner wird durch Drehen der Spindel mit
einem Werkzeug (z.B. Schraubendreher) der Kopf des Nippelspan-
ners gespreizt. Dies darf nur bei aufgestecktem Rohrstück erfolgen.
Sowohl beim REMS Nippelfix, als auch beim REMS Nippelspanner ist
darauf zu achten, daß keine kürzeren Nippel geschnitten werden, als
es die Norm erlaubt.
3.5. Herstellen von Linksgewinden
Für Linksgewinde sind nur REMS Magnum 2010, 2020, 4010 und 4020
geeignet. Der Schneidkopf im Werkzeugträger muss zum Schneiden
von Linksgewinden z.B. mit einer Schraube M12x40 abgesteckt wer-
den, sonst kann angehoben und der Gewindeanfang beschädigt wer-
den. Schalter auf Stellung „R“ stellen. Schlauchanschlüsse an der
Kühlschmierpumpe umwechseln oder die Kühlschmierpumpe kurz-
schließen. Alternativ Umschaltventil (Art.-Nr. 342080) verwenden (Zu-
behör), welches an der Maschine befestigt wird. Mit dem Hebel am
Umschaltventil (Fig. 9) wird die Durchflussrichtung der Kühlschmier-
pumpe umgekehrt.
4. Instandhaltung
Vor Instandsetzungs- und Reparaturarbeiten Netzstecker ziehen! Diese
Arbeiten dürfen nur von Fachkräften und unterwiesenen Personen durch-
geführt werden.
4.1. Wartung
Die Maschinen sind wartungsfrei. Das Getriebe läuft in einem ge-
schlossenen Ölbad und muß deshalb nicht geschmiert werden.
4.2. Inspektion / lnstandsetzung
Der Motor Tornado 2000 / Magnum 2000 / 4000 hat Kohlebürsten. Die-
se verschleißen und müssen deshalb von Zeit zu Zeit geprüft bzw.
ausgewechselt werden. Hierzu die 4 Schrauben des Motordeckels ca.
3 mm lösen und die beiden Deckel am Motor abnehmen. Siehe auch
6. Verhalten bei Störungen.
deu deu

6. Verhalten bei Störungen
6.1. Störung: Maschine läuft nicht an.
Ursache:
•
Not-Aus nicht entriegelt.
•
Motorschutzschalter hat ausgelöst.
•
Abgenützte oder schadhafte Kohlebürsten
(Tornado 2000, Magnum 2000/4000).
6.2. Störung: Maschine zieht nicht durch.
Ursache:
•
Schneidbacken sind stumpf.
•
Schlechter Gewindeschneidstoff.
•
Überlastung des Stromnetzes.
•
Zu kleiner Leitungsquerschnitt des Verlängerungskabels.
•
Schlechter Kontakt an den Steckverbindungen.
•
Abgenützte Kohlenbürsten (Tornado 2000, Magnum 2000/4000).
6.3. Störung: Keine oder mangelhafte Zuführung von Gewinde-
schneidstoff am Schneidkopf.
Ursache:
•
Pumpe defekt.
•
Zu wenig Gewindeschneidstoff in der Wanne.
•
Sieb im Ansaugstutzen verschmutzt.
6.4. Störung: Trotz richtiger Skaleneinstellung sind die Schneidbacken
zu weit offen.
Ursache:
•
Der Schneidkopf ist nicht geschlossen.
6.5. Störung: Schneidkopf öffnet nicht.
Ursache:
•
Bei geöffnetem Schneidkopf wurde Gewinde auf nächstgrößeren
Rohrdurchmesser geschnitten.
•
Längenanschlag weggeklappt.
6.6. Störung: Kein brauchbares Gewinde.
Ursache:
•
Schneidbacken sind stumpf.
•
Schneidbacken sind falsch eingesetzt. Numerierung beachten.
•
Keine oder mangelhafte Zuführung von Gewindeschneidstoff.
•
Schlechter Gewindeschneidstoff.
•
Vorschubbewegung das Werkzeugträgers behindert.
6.7. Störung: Rohr rutscht in den Spannfuttern.
Ursache:
•
Spannbacken stark verschmutzt.
•
Bei dick kunststoffummantelten Rohren Sonderspannbacken
verwenden.
•
Spannbacken abgenutzt.
deu deu
RW 345 REMS
CA 10 C 58751 * FT22V REMS
T 5300 REMS
Anschlußpläne Aderfarbe/Nr.
Braun
Blau
Grün/Gelb
Braun
Blau
Grün/Gelb
Rot
Rot
Braun
Blau
Grün/Gelb
Schwarz 2
Schwarz 5
Schwarz 6
Schwarz 4
Schwarz 3
Schwarz 1
Braun
Blau
Braun
Blau
Grün/Gelb
Tornado 2000 Tornado 2010 Tornado 2020
Klemme
2 (Not-Aus)
2 (Not-Aus)
WGehäuse
2 (Motorschutz)
1 (Not-Aus)
WGehäuse
1 (Not-Aus)
↓
13 (Taster)
14 (Taster)
↓
1 (Motorschutz)
1
3
WGehäuse
4
8
10
6
5
2
5
12
1
3
WGehäuse
Aderfarbe/Nr.
Braun
Blau
Grün/Gelb
Braun
Blau
Grün/Gelb
Rot
Rot
Braun
Blau
Grün/Gelb
Schwarz 1
Schwarz 2
Schwarz 3
Schwarz 4
Schwarz 5
Schwarz 6
Grün/Gelb
Braun
Blau
Braun
Blau
Grün/Gelb
Klemme
2 (Not-Aus)
2 (Not-Aus)
WGehäuse
2 (Motorschutz)
1 (Not-Aus)
WGehäuse
1 (Not-Aus)
↓
13 (Taster)
14 (Taster)
↓
1 (Motorschutz)
R
S
WGehäuse
U1
V1
W1
U2
V2
W2
WGehäuse
C1
C2
R
S
WGehäuse
Aderfarbe/Nr.
Braun
Schwarz
Schwarz
Blau
Grün/Gelb
Schwarz 1
Schwarz 2
Schwarz 3
Schwarz 4
Schwarz 5
Grün/Gelb
Rot
Rot
Schwarz 1
Schwarz 2
Schwarz 3
Schwarz 4
Schwarz 5
Grün/Gelb
Schwarz 1
Schwarz 2
Schwarz 3
Schwarz 4
Schwarz 5
Schwarz 6
Schwarz 7
Schwarz 8
Grün/Gelb
Braun
Blau
Grün/Gelb
Klemme
1
3
5
A1
WGehäuse
2
4
6
14
2 (Not-Aus)
WGehäuse
5 →1 (Not-Aus)
13 →A2
L1
L2
L3
4
5
WGehäuse
U1
V1
W1
U2
V2
W2
7
8
WGehäuse
L1
L2
WGehäuse
Anschlußleitung
Verbindungsleitung
Innere Leitung
Verbindungsleitung
Motor
Bremswiderstand
Kondensator
Elektrische Pumpe
(Maschine Ausführung “T”)
Motor
Nockenschalter
Fußschalter
Kondensator
FußschalterGetriebegehäuseWanne
RW 342 REMS
CA 10 C 58761 * FT22V REMS
T 5300 REMS
MP 35/100/330 REMS
RW 343 REMS
CA 10 D-U277 * 01 FT22V REMS
T 5400 REMS
Geräteliste
5. Anschlußpläne und Geräteliste Tornado

deu deu
Getriebegehäuse Fußschalter
Anschlußpläne
Magnum 2000/4000 Magnum 2010 Magnum 4010 Magnum 2020 Magnum 4020
Aderfarbe/Nr. Klemme Aderfarbe/Nr. Klemme Aderfarbe/Nr. Klemme Aderfarbe/Nr. Klemme Aderfarbe/Nr. Klemme
Anschlußleitung Braun 2 (Not-Aus) Braun 2 (Not-Aus) Braun 2 (Not-Aus) Braun 1 Braun 1
Blau 2 (Not-Aus) Blau 2 (Not-Aus) Blau 2 (Not-Aus) Schwarz 3 Schwarz 3
Grün/Gelb WGehäuse Grün/Gelb WGehäuse Schwarz 5 Schwarz 5
Blau A 1 Blau A 1
Grün/Gelb WGehäuse Grün/Gelb WGehäuse
Verbindungsleitung Braun 2 (
Motorschutz
) Braun 2 (
Motorschutz
) Braun 2 (
Motorschutz
) Schwarz 1 2 Schwarz 1 2
Blau 1 (Not-Aus) Blau 1 (Not-Aus) Blau 1 (Not-Aus) Schwarz 2 4 Schwarz 2 4
Grün/Gelb WGehäuse Grün/Gelb WGehäuse Schwarz 3 6 Schwarz 3 6
Schwarz 4 14 Schwarz 4 14
Schwarz 5 2 (Not-Aus) Schwarz 5 2 (Not-Aus)
Grün/Gelb WGehäuse Grün/Gelb WGehäuse
Innere Leitungen Rot 1 (Not-Aus) Rot 1 (Not-Aus) Rot 1 (Not-Aus) Rot
5 →1 (Not-Aus)
Rot 5 →1 (Not-Aus)
↓↓↓
13 (Taster) 13 (Taster) 13 (Taster)
Rot 14 (Taster) Rot 14 (Taster) Rot 14 (Taster) Rot 13 → A 2 Rot 13 → A2
↓↓↓
1 (
Motorschutz
)1(
Motorschutz
)1(
Motorschutz
)
Verbindungsleitung Braun 2 Braun R Braun R Schwarz 1 L1Schwarz 1 L1
Blau 1 Blau S Blau S Schwarz 2 L2Schwarz 2 L2
Schwarz 3 L3Schwarz 3 L3
Schwarz 4 4 Schwarz 4 4
Schwarz 5 5 Schwarz 5 5
Grün/Gelb WGehäuse Grün/Gelb WGehäuse Grün/Gelb WGehäuse Grün/Gelb WGehäuse
Motor Schwarz 2 Braun Schwarz 1 U1Schwarz 1 U1Schwarz 1 U1Schwarz 1 U1
Schwarz 5 6 Schwarz 2 V1Schwarz 2 W1Schwarz 2 V1Schwarz 2 W1
Schwarz 6 5 Schwarz 3 W1Schwarz 3 V1Schwarz 3 W1Schwarz 3 V1
Schwarz 4 3 Schwarz 4 U2Schwarz 4 U2Schwarz 4 U2Schwarz 4 U2
Schwarz 3 4 Schwarz 5 V2Schwarz 5 W2Schwarz 5 V2Schwarz 5 W2
Schwarz 1 Blau Schwarz 6 W2Schwarz 6 V2Schwarz 6 W2Schwarz 6 V2
Schwarz 7 7 Schwarz 7 7
Schwarz 8 8 Schwarz 8 8
Grün/Gelb WGehäuse Grün/Gelb WGehäuse Grün/Gelb WGehäuse Grün/Gelb WGehäuse
Kondensator Braun C1Braun C1
Blau C2Blau C2
Geräteliste
Motor RW 345 REMS RW 342 REMS RW 342 REMS RW 343 REMS RW 343 REMS
Nockenschalter
CA10 C 58761 · FT22V
REMS
CA10 C 58761 · FT22V
REMS
CA10 D-U277· 01 FT22V
REMS
CA10 D-U277· 01 FT22V
REMS
Fußschalter T 5310 REMS T 5300 REMS T 5300 REMS T 5400 REMS T 5400 REMS
Kondensator MP 35/100/330 REMS MP 35/100/330 REMS
Anschlußpläne und Geräteliste Magnum
7. Hersteller-Garantie
Die Garantiezeit beträgt 12 Monate nach Übergabe des Neuproduktes an
den Erstverwender, höchstens jedoch 24 Monate nach Auslieferung an
den Händler. Der Zeitpunkt der Übergabe ist durch die Einsendung der
Original-Kaufunterlagen nachzuweisen, welche die Angaben des Kaufda-
tums und der Produktbezeichnung enthalten müssen. Alle innerhalb der
Garantiezeit auftretenden Funktionsfehler, die nachweisbar auf Fertigungs-
oder Materialfehler zurückzuführen sind, werden kostenlos beseitigt. Durch
die Mängelbeseitigung wird die Garantiezeit für das Produkt weder ver-
längert noch erneuert. Schäden, die auf natürliche Abnutzung, unsachge-
mäße Behandlung oder Missbrauch, Missachtung von Betriebsvorschrif-
ten, ungeeignete Betriebsmittel, übermäßige Beanspruchung, zweckfremd
Verwendung, eigene oder fremde Eingriffe oder andere Gründe, die REMS
nicht zu vertreten hat, zurückzuführen sind, sind von der Garantie ausge-
schlossen.
Garantieleistungen dürfen nur von hierzu autorisierten REMS Vertrags-
Kundendienstwerkstätten erbracht werden. Beanstandungen werden nur
anerkannt, wenn das Produkt ohne vorherige Eingriffe in unzerlegtem Zu-
stand einer autorisierten REMS Vertrags-Kundendienstwerkstätte einge-
reicht wird. Ersetzte Produkte und Teile gehen in das Eigentum von REMS
über.
Die Kosten für die Hin- und Rückfracht trägt der Verwender.
Die gesetzlichen Rechte des Verwenders, insbesondere seine Mängelan-
sprüche gegenüber dem Händler, bleiben unberührt. Diese Hersteller-Ga-
rantie gilt nur für Neuprodukte, welche in der Europäischen Union, in Nor-
wegen oder in der Schweiz gekauft werden.
8. REMS Vertrags-Kundendienstwerkstätten
Firmeneigene Fachwerkstatt für Reparaturen:
SERVICE-CENTER
Schorndorfer Straße 70
D-71332 Waiblingen
Telefon (0 7151) 5 68 08 - 60
Telefax (0 7151) 5 68 08 - 64
Wir holen Ihre Maschinen und Werkzeuge bei Ihnen ab!
Nutzen Sie in der Bundesrepublik Deutschland unseren Abholservice.
Einfach anrufen unter Telefon (0 7151) 5 68 08 - 60.
Oder wenden Sie sich an eine andere autorisierte REMS Vertrags-Kun-
dendienstwerkstatt in Ihrer Nähe.

General Safety Rules
WARNING! Read all instructions. Failure to follow all instructions listed be-
low may result in electric shock, fire and/or serious injury. The term „power
tool“ in all of the warnings listed below refers to your mains operated (cor-
ded) power tool or battery operated (cordless) power tool, also machines
and electric units. Only use the power tool for the purpose for which it was
intended, with the due attention to the general safety and accident preven-
tion regulations.
SAVE THESE INSTRUCTIONS.
A) Work area
a) Keep work area clean and well lit. Cluttered and dark areas invite ac-
cidents.
b) Do not operate power tools in explosive atmospheres, such as in
the presence of flammable liquids, gases or dust. Power tools crea-
te sparks which may ignite the dust or fumes.
c) Keep children and bystanders away while operating a power tool.
Distractions can cause you to lose control.
B) Electrical safety
a) Power tool plugs must match the outlet. Never modify the plug in
any way. Do not use any adapter plugs with earthed (grounded) po-
wer tools. Unmodified plugs and matching outlets will reduce risk of elec-
tric shock. If the power tool comes with an earthed wire, the plug may on-
ly be connected to an earthed receptacle. At work sites, in damp sur-
roundings, in the open or in the case of comparable types of use, only
operate the power tool off the mains using a 30 mA fault current protec-
ted switch (FI breaker).
b) Avoid body contact with earthed or grounded surfaces such as pipes,
radiators, ranges and refrigerators. There is an increased risk of elec-
tric shock if your body is earthed or grounded.
c) Do not expose power tools to rain or wet conditions. Water entering
a power tool will increase the risk of electric shock.
d) Do not abuse the cord. Never use the cord for carrying, pulling or
unplugging the power tool. Keep cord away from heat, oil, sharp ed-
ges or moving parts. Damaged or entangled cords increase the risk of
electric shock.
e) When operating a power tool outdoors, use an extension cord suitable
for outdoor use. Use of a cord suitable for outdoor use reduces the risk
of electric shock.
C) Personal safety
a) Stay alert, watch what you are doing and use common sense when
operating a power tool. Do not use a power tool while you are tired
or under the influence of drugs, alcohol or medication. A moment of
inattention while operating power tools may result in serious personal in-
jury.
b) Use safety equipment. Always wear eye protection. Safety equipment
such as dust mask, non skid safety shoes, hard hat, or hearing protec-
tion used for appropriate conditions will reduce personal injuries.
c) Avoid accidental starting. Ensure the switch is in the off position be-
fore plugging in. Carrying power tools with your finger on the switch or
plugging in power tools that have the switch on invites accidents.
d) Remove any adjusting key or wrench before turning the power tool
on. A wrench or a key left attached to a rotating part of the power tool may
result in personal injury.
e) Do not overreach. Keep proper footing and balance at all times. This
enables better control of the power tool in unexpected situations.
f) Dress properly. Do not wear loose clothing or jewellery. Keep your
hair, clothing and gloves away from moving parts. Loose clothes, je-
wellery or long hair can be caught in moving parts.
g) If devices are provided for the connection of dust extraction and col-
lection facilities, ensure these are connected and properly used. Use
of these devices can reduce dust related hazards.
h) Only allow trained personnel to use the power tool. Apprentices may
only operate the power tool when they are over 16, when this is neces-
sary for their training and when they are supervised by a trained operative.
D) Power tool use and care
a) Do not force the power tool. Use the correct power tool for your
application. The correct power tool will do the job better and safer at the
rate for which it was designed.
b) Do not use the power tool if the switch does not turn it on and off.
Any power tool that cannot be controlled with the switch is dangerous and
must be repaired.
c) Disconnect the plug from the power source before making any adjust-
ments, changing accessories, or storing power tools. Such preven-
tive safety measures reduce the risk of starting the power tool acciden-
tally.
d) Store idle power tools out of the reach of children and do not allow
persons unfamiliar with the power tool or these instructions to ope-
rate the power tool. Power tools are dangerous in the hands of untrai-
ned users.
e) Maintain power tools. Check for misalignment or binding of moving
parts, breakage of parts and any other condition that may affect the
power tools operation. If damaged, have the power tool repaired by
a qualified expert or by an authorised REMS after-sales service fa-
cility before use. Many accidents are caused by poorly maintained po-
wer tools.
f) Keep cutting tools sharp and clean. Properly maintained cutting tools
with sharp cutting edges are less likely to bind and are easier to control.
g) Secure the workpiece. Use clamps or a vice to hold the workpiece. This
is safer than holding it with your hand, and also it frees both hands to ope-
rate the equipment.
h) Use the power tool, accessories and tool bits etc., in accordance
with these instructions and in the manner intended for the particu-
lar type of power tool, taking into account the working conditions
and the work to be performed. Use of the power tool for operations dif-
ferent from those intended could result in a hazardous situation. All un-
authorised modifications to the power tool are prohibited for safety reasons.
E) Battery tool use and care
a) Ensure the switch is in the off position before inserting battery pack.
Inserting the battery pack into power tools that have the switch on invites
accidents.
b) Recharge only with the charger specified by the manufacturer. A
charger that is suitable for one type of battery may create a risk of fire
when used with another battery pack.
c) Use battery tools only with specifically designated battery packs.
Use of any other battery packs may create a risk of injury and fire.
d) When battery pack is not in use, keep it away from other metal objects
like paper clips, coins, keys, nails, screws, or other small metal objects
that can make a connection from one terminal to another. Shorting
the battery terminals may cause bums or a fire.
e) Under abusive conditions, liquid may be ejected from the battery,
avoid contact. If contact accidentally occurs, flush with water. If li-
eng eng
1 Wing screw
2 Tool holder
3 Guiding arm front
4 Guiding arm back
5 Pressing lever
6 Clamping ring
7 Handle
8 Die head
9 Length stop
10 Closing and opening lever
11 Clamping lever
12 Adjusting disk
13 Knob/recessed grip
14 Die holder
15 Pipe cutter
16 Deburer
17 Pouring spout
18 Switch
19 Chuck
20 Key for chuck
21 Foot switch
22 Emergency switch
23 Protection switch
24 Guiding bolt
REMS Tornado 2000 / 2010 / 2020
1 Quick action hammer chuck
2 Guide chuck
3 Switch right-left
4 Foot switch
5 Emergency stop switch
6 Motor overload trip
7 Tool holder
8 Pressing lever
9 Handle
10 Clamping ring with wing nut
11 Wing screw
12 Die head
13 Length stop
14 Closing and opening lever
15 Clamping lever
16 Adjusting disk
17 Die holder
18 Pipe cutter
19 Deburrer
20 Oil trough
21 Chip tray
22 Clamping ring
23 Chuck jaw carrier
24 Chuck jaws
25 Screw plug
REMS Magnum 2000 / 2010 / 2020 / 4000 / 4010 / 4020

quid contacts eyes, additionally seek medical help. Liquid ejected
from the battery may cause irritation or bums.
f) Do not use the battery/charger at battery/charger temperatures or
ambient temperatures of 5°C/40°F or b40°C/105°F.
g) Do not dispose defective batteries in the normal domestic waste.
Take them to an authorised REMS after-sales service facility or to a
reputed waste disposal company.
F) Service
a) Have your power tool serviced by a qualified repair person using
only identical replacement parts. This will ensure that the safety of the
power tool is maintained.
b) Comply with maintenance instructions and instructions on tool re-
placements.
c) Check mains lead of power tool regularly and have it replaced by a
qualified expert or an authorised REMS after-sales service facility in
case of damage. Check extension cable regularly and replace it when
damaged.
Specific Safety Instructions
•
The machine is operated with a safety-type, jog control pedal switch
with emergency-off function. If the danger area constituted by the rota-
ting workpiece is not clearly visible from where the operator is located,
safety precautions, e.g. barriers, must be used.
•
Do not undertake any operations such as hemping, installation and re-
moval, thread cutting with manual die stocks, working with pipe cutters
or holding the workpiece manually (instead of using the material sup-
ports) when the machine is operating.
•
If there is a risk of the workpiece bending and whipping round (this de-
pends on the length and cross-section of the material and on the speed)
or at insufficient stability of the machine a sufficient number of height-
adjustable supports (REMS Herkules) must be used.
•
Never reach into the chuck.
•
Clamp short pieces of pipe only with the REMS Nippelspanner or the
REMS Nippelfix.
•
REMS thread-cutting oils in spray cans (REMS Spezial, REMS Sanitol)
are environment-friendly but contain combustible propellant (butane).
Spray cans are pressurized – do not force open. Also, protect them from
exposure to strong sunlight and heating above 50°C.
•
Due to the degreasing effect of the cooling lubricants (thread-cutting
oils), an intensive skin contact has to be avoided. An appropriate skin
protector has to be applied.
•
Due to hygienical reasons the trough has to be cleaned regularly from
dirt and chips, at least, however, once a year.
•
It is not required to check the cooling lubricant because, due to the con-
sumption, new cooling lubricant is refilled from time to time.
•
Do not allow undiluted cooling lubricant to get into drainage, water sy-
stems or the soil. Remaining cooling lubricants have to be delivered to
specialized waste disposal companies. Disposal identity number for mi-
neral-based cooling lubricants 54401, for synthetic 54109.
eng eng
1. Technical data Tornado 2000 Magnum 2000 Tornado 2000 Magnum 4000
Tornado 2010 Magnum 2010 Tornado 2010 Magnum 4010
Tornado 2020 Magnum 2020 Tornado 2020 Magnum 4020
with REMS 4”
Automatic die head
1.1. Capacity
1.1.1. Thread diameter
Pipe (including plastic coated)
1
/
16
– 2”
1
/
16
– 2”
1
/
16
– 4”
1
/
4
– 4”
Bolt 6 – 60 mm 6 – 60 mm 6 – 60 mm 14 – 60 mm
1
/
4
– 2”
1
/
2
– 2”
1
/
4
– 2”
1
/
2
– 2”
1.1.2. Types of threads
Pipe threads, tapered R (ISO 7-1, DIN 2999, BSPT), NPT
Pipe threads, parallel G (ISO 228-1, DIN 259, BSPP), NPSM
Threads for conduits Pg (DIN 40430), IEC
Bolt threads M (ISO 261, DIN 13), UNC, BSW
1.1.3. Thread length
Pipe threads tapered standard length standard length standard length standard length
165 mm (6.5”), 150 mm (6”), 165 mm (6.5”), 150 mm (6”),
Pipe threads parallel unlimited by unlimited by unlimited by unlimited by
Bolt threads
}
repeated clamping repeated clamping repeated clamping repeated clamping
1.1.4. Cutting
Pipe
1
/
8
– 2”
1
/
8
– 2”
1
/
8
– 2”
1
/
4
– 4”
1.1.5. Internal deburring
Pipe
1
/
4
– 2”
1
/
4
– 2”
1
/
4
– 2”
1
/
4
– 4”
1.1.6. Nipples and double nipples
with REMS Nippelspanner
(internal clamping)
3
/
8
– 2”
3
/
8
– 2”
3
/
8
– 2”
3
/
8
– 2”
with REMS Nippelfix
(automatic internal clamping)
1
/
2
– 4”
1
/
2
– 4”
1
/
2
– 4”
1
/
2
– 4”
1.1.7. REMS 4”Automatic die head
for all types Tornado (see Fig. 6) 2
1
/
2
– 4”
1.2. Spindle speed
Tornado 2000
1
/
16
– 2” 53 – 40 rpm
Magnum 2000
1
/
4
– 2” 53 – 40 rpm
Magnum 4000
1
/
4
– 4” 23 – 20 rpm
automatic infinitely variable speed
Tornado 2010 / 2020
1
/
16
– 2” 52
1
/min
Magnum 2010 / 2020
1
/
4
– 2” 52 – 26 rpm
Magnum 4010 / 4020
1
/
4
– 4” 20 – 10 rpm
also under full load. On heavy duty and weak voltage for larger threads Tornado 26 rpm resp. Magnum 10 rpm.

2. Preparations for use
Note: Weights above 35 kg (77 lbs) need to be carried by two people,
tool set to be carried separately. Pay attention that during transporta-
tion and setting up of the machine, with the stand or without it, the cen-
ter of gravity is high, i.e. top heavy.
2.1. Set up of Tornado 2000, 2010, 2020 (Fig.1–3)
Loosen wing screw (1). Remove tool holder (2). Position the drive unit
vertically on both guiding arms (3 + 4) and insert the 3 legs into the
gearbox casing until they snap in (fig. 1). Take the machine at the gear-
box casing (not at the legs), and put it upright onto the legs (fig. 2).
The machine can also be mounted on a bench and be attached with
screws. 3 threaded holes are provided on the machine base. Through
the attached pattern 3 holes have to be drilled (12 mm Ø drill) through
the bench. Then fix the machine with 3 screws (M 10) from under-
neath.
Push the tool holder on the guiding arms. Push the pressing lever (5)
from behind through the shackle on the tool holder and fix the lockin
ring (6) on the rear guiding arm in such a way that the wing screw is
positioned backwards leaving the snap ring groove free. Push the
handle (7) on the pressing lever.
Suspend the tray on both screws attached below the gearbox casing
and push it sidewards right into the slots. Suspend the tray onto the
snap ring groove in the rear guiding arm (4). Push the clamping ring
of the pressing lever right to the suspension of the tray and fix it.
Put the hose with the suction filter into the tray and push the other end
of the hose on the nipple on the back of the tool holder. Fill with 2 ltrs.
of thread cutting oil. Set in the chip tray from the rear.
Never keep running the machine without thread cutting oil.
Put the guide bolt of the die head (8) into the boring of the tool holder
and push the die head with axial pressure on the guide bolt and tur-
ning movements right to the stop. For transport, the foot switch can
be hooked to the screw above the rear clamping chuck (fig. 3).
Set up of Magnum 2000 T, 2010 T, 2020 T, 4000 T, 4010 T, 4020 T
(Fig. 8)
Fasten the machine on a workbench or wheel stand (accessory) with
the 3 delivered screws. For transport the machine can be lifted at the
guide arms in front and at rear with a pipe which is clamped into the
hammer and guide chuck. For transport on the wheel stand use pie-
ces of pipe Ø
3
/
4
” with length of about 60 cm and fasten the wing screws.
If the machine has not to be transported, remove the two wheels.
Fill with 5 Itrs. of thread cutting oil. Never run the machine without
thread cutting oil.
2.2. Set up of Tornado 2000T, 2010T, 2020T (Fig. 7 + 8)
Fasten the machine on a workbench or wheel stand (accessory) with
the 3 delivered screws. For transport the machine can be lifted at the
front grip pockets of the basin an in rear at the motor or at the mate-
rial support fixture. For transport on the wheel stand use pieces of pipe
Ø
3
/
4
” with length of about 60 cm and fasten the wing screws. If the
machine has not to be transported, remove the two wheels. Fill with
5 Itrs. of thread cutting oil. Never run the machine without thread cut-
ting oil.
Set up of Magnum 2000 T-L, 2010 T-L, 2020 T-L (Fig. 8)
Fasten the machine on a workbench or stand (accessory) with the 4
delivered screws. For transport the machine can be lifted at the guide
arms in front and at rear with a pipe which is clamped into the ham-
mer and guide chuck. Slide clamping ring (10) with wing screw onto
the rear guide arm so that the groove remains empty. Put the pan onto
the two bolts which are located at the lower end of the gear housing
and into the groove at the rear guide arm. Slide clamping ring (10)
against the support ring of the pan and tighten it. Hang the hose with
eng eng
1.3. Electrical data
Tornado 2000, Magnum 2000 / 4000 230 V, 1~; 50-60 Hz; 1700 W input, 1200 W output; 8.3 A;
Fuse (mains) 16 A (B). Intermittent service S 3 20%
110 V; 1~; 50-60 Hz; 1700 W input, 1200 W output; 16.5 A;
Fuse (mains) 30 A (B). Intermittent service S 3 20%
Tornado 2010, Magnum 2010 / 4010 230 V, 1~; 50 Hz; 2100 W input, 1400 W output; 10 A;
Fuse (mains) 10 A (B). Intermittent service S 3 40%
Tornado 2020, Magnum 2020 / 4020 400 V; 3~; 50 Hz; 2000 W input, 1500 W output; 5 A;
Fuse (mains) 10 A (B). Intermittent service S 3 40%
1.4. Dimensions (L x W x H)
Tornado 2000 730 x 435 x 280 mm
Tornado 2010 / 2020 730 x 435 x 280 mm
Magnum 2000 870 x 580 x 495 mm
Magnum 2010 / 2020 825 x 580 x 495 mm
Magnum 4000 915 x 580 x 495 mm
Magnum 4010 / 4020 870 x 580 x 495 mm
1.5. Weight in kg
Machine Tools Standard accessories
Tornado 2000 31 12 7
Tornado 2010 43 12 7
Tornado 2020 43 12 7
Machine Machine Tools Tools Wheel
1
/
4
– 2” 2
1
/
2
– 4”
1
/
4
– 2” 2
1
/
2
– 4” stand
Magnum 2000 75 12 16
Magnum 2010 87 12 16
Magnum 2020 87 12 16
Magnum 4000 96 12 24 16
Magnum 4010 108 12 24 16
Magnum 4020 108 12 24 16
1.6. Noise data
Workstation-related emission data
Tornado 2000, Magnum 2000 / 4000 83 dB (A)
Tornado 2010, Magnum 2010 / 4010 75 dB (A)
Tornado 2020 72 dB (A)
Magnum 2020 / 4020 74 dB (A)
1.7. Vibrations (all types)
Weighted effective value of acceleration 2,5 m/s
2

filter into the pan. Insert chip tray from the rear.
Fill with 2 Itrs. of thread cutting oil. Never run the machine without
thread cutting oil.
2.3. Electrical supply
Before connecting the machine, check that the mains voltage corre-
sponds with the voltage specified on the rating plate. Use extension
cord with earth wiring only. The machine is switched on and off by
means of the foot switch (21, Tornado / 4, Magnum). Switch (18, Tor-
nado / 3, Magnum) is used to preselect the direction of rotation and
speed. The machine can only be switched on when the emergency-
off button (22, Tornado / 5, Magnum) is released and the protection
switch (23, Tornado / 6, Magnum) on the pedal switch is depressed.
If the machine is connected directly to the mains (without a plug), a
16 A main switch must be installed.
2.4. Cooling lubricant
Perfect threading results, long durability of dies as well as utmost pro-
tection of the machine are achieved with REMS cooling lubricant.
REMS Spezial cooling lubricant (containing mineral oil) is highly
alloyed and suitable for cutting pipe and bolt threads of all types. In
addition, it can be washed off with water (officially approved). Mineral
oil-based cooling lubricants are not permitted to be used on drinking
water pipes in certain countries, e.g. Germany, Austria. In this case,
use REMS Sanitol, which contains no mineral oil.
REMS Sanitol cooling lubricant is free of mineral oil, is synthetic, com-
pletely water soluble and possesses the lubricating properties of mi-
neral oil. Its use is compulsory in Germany and Austria for drinking
water installations and complies with the officially applicable regula-
tions (DVGW Approval No. DW-0201AS2032; OEVGW Approval No.
W 1.303; SVGW Approval No. 7808-649).
Use all types of cooling lubricant undiluted!
2.5. Material support
Pipes and bars longer than 2 m must be additionally supported by the
height-adjustable REMS Herkules, fitted with steel balls, posing no
problems for moving rods and pipes in all directions without tipping
over the material support. If the REMS Magnum is mounted on a work-
bench, the REMS Herkules Y must be used.
Capacity of REMS Herkules and REMS Herkules Y: Ø
1
/
8
– 4”.
2.6. REMS 4”automatic die head
When using the REMS 4”automatic die head, observe the operating
instructions supplied with the die head.
3. Operation
3.1. Tools
The die head (8, Tornado / 12, Magnum) is a universal die head. That
means for all types of threads for above mentioned sizes, divided in
2 tool sets, only one die head is required. For cutting tapered pipe
threads, the length stop (9, Tornado / 13, Magnum) needs to be in the
same direction with the closing and opening lever (10, Tornado / 14,
Magnum). To cut cylindrical long threads and bolt threads, the length
stop (9, Tornado / 13, Magnum) has to be folded away.
Changing dies
The dies can be inserted or changed with the die head mounted on
the machine or detached (i.e. on a bench). Slacken clamping lever
(11, Tornado / 15, Magnum) but do not remove it. Push the adjusting
disc (12, Tornado / 16, Magnum) at the handle away from the clam-
ping lever to the far end position. In this position the dies are put in or
taken out. Ensure that the indicated size of thread shown on the back
of the dies corresponds to the size of thread to be cut. Furthermore,
ensure that the numbers shown on the back of the dies correspond
with those indicated on the die holder (14, Tornado / 17, Magnum).
Insert the dies into the die head as far as the ball inside the slot of the
die holder snaps in. Once all dies are set, adjust the size of thread by
shifting the adjusting disc. Bolt thread must always be set to „Bolt“.
Clamp the adjusting disc with the clamping lever, close the die head
by pressing the closing and opening lever (10, Tornado / 14, Magnum)
down slightly to the right. The die head opens either automatically (with
tapered pipe threads), or at any time manually by slight pressure to
the left on the closing and opening lever.
If the holding power of the clamping lever (11, Tornado / 15, Magnum)
is insufficient (e.g. through blunt dies) when the 2½– 4” die head is in
use, due to the increased cutting force applied, with the result that the
die head opens under cutting pressure, the capscrew on the side
opposite the clamping lever (11, Tornado / 15, Magnum) must also be
tightened.
The pipe cutter (15, Tornado / 18, Magnum) cuts pipes ¼ –2”, resp.
2½– 4”.
The reamer (16, Tornado / 19, Magnum) deburs pipes ¼ –2” resp.
2½– 4”. To avoid rotation, latch the reamer sleeve into the reamer arm
either in the front or in the back end, depending on the position of the pipe.
3.2. Chuck Tornado (19) and (20)
The self-clamping jaws open and close automatically through left or
right turning of the switch (18) and operating the foot switch (21). Pay
attention when changing rear and front clamping jaws that the parti-
cular clamping jaws are fitted in corresponding to fig. 4 and 5, as other-
wise damage will arise. On no account switch on the machine until all
clamping jaws and both clamping jaw covers have been fitted.
Asize adjusted clamping sleeve (Art.-No. 343001) is required for sizes
< 8 mm when operating with Magnum up to 2” and Tornado, for Magnum
up to 4” < 20 mm. When ordering the clamping sleeve the required
clamping size needs to be provided.
Quick action hammer chuck Magnum
The front quick action hammer chuck with the large clamping ring and
the movable chuck jaws installed in the chuck jaw carriers ensures
secure, concentric clamping with the minimum of force.
Changing the chuck jaws
With the clamping ring (22), close the chuck jaws (24) to a clamping
diameter of approx. 30 mm. Remove screws of chuck jaws (24). Slide
chuck jaws out towards the rear by using an appropriate tool (screw
driver). Slide new chuck jaws into the chuck jaw carrier from the front.
3.3. Operation Tornado
Swing out the tools and bring the tool holder to the right-hand end-po-
sition by means of contact lever (5). Feed in the material so that it pro-
jects approx. 10 cm out of the chuck (19). Swing down and close the
die head (8). Set switch (18) to position 1, then operate footswitch (21);
the material will now be clamped automatically. On types 2010 and
2020, the second operating speed can be selected for sectioning,
deburring and small thread cutting operations. To do this, with the ma-
chine running, slowly move switch (18) from position 1 to position 2.
With the contact lever (5), advance the die head onto the rotating ma-
terial.
After one or two threads have been cut, the die head will continue to
cut automatically. In the case of tapered pipe threads, the die head
opens automatically when the standard length of thread is reached.
When cutting extended threads or bolt threads, open the die head ma-
nually, with the machine running. Release foot switch (21). Set switch
(18) to R. Depress foot switch (21) briefly to release the material.
Threads of unlimited length can be cut by reclamping the material, as
follows. When the tool holder approaches the machine housing during
the thread cutting process, release foot switch (21) but do not open
the die head. Set switch (18) to R. Release the material and bring the
tool holder and material to the right-hand end-position by means of
the contact lever. Switch on the machine again by setting the switch
to position 1. For pipe cutting operations, swing in the pipe cutter (15)
and bring it to the desired cutting position by means of the contact
lever. The pipe is cut by rotating the spindle clockwise. The resulting
inside burr after cutting will be deburred with the reamer (16).
To drain the thread cutting oil:
Take off the hose of the tool holder (2) and hold it into a container.
Keep the machine running until the tray is empty. Or: take off the tray
and empty it using the pouring spout (17).
Operation Magnum
Swing out the tools and move the tool carrier to the right-hand end po-
sition with the aid of the pressing lever (8). Pass the material to be
threaded through the opened guide (2) and through the opened chuck
(1) so that it extends by about 10 cm from the chuck. Close the chuck
until the jaw comes against the material and then, after a short ope-
ning movement, jerk it shut once or twice in order to clamp the mate-
rial firmly. Closing the guide chuck (2) centers the material that ex-
tends from the rear of the machine. Swing down and close the die
head. Set the switch (3) to position 1, then operate the foot switch (4).
eng eng

Magnum 2000/4000 is switched on and off with the foot switch (4) only.
On Magnum 2010/4010 and 2020/4020, the second operating speed
can be selected for sectioning, deburring and small thread cutting ope-
rations. To do this, with the machine running, slowly move switch (3)
from position 1 to position 2. With the contact lever (8), advance the
die head onto the rotating material.
After one or two threads have been cut, the die head will continue to
cut automatically. In the case of tapered pipe threads, the die head
opens automatically when the standard length of thread is reached.
When cutting extended threads or bolt threads, open the die head ma-
nually, with the machine running. Release pedal switch (4). Open quick
action hammer chuck, take out material.
Threads of unlimited length can be cut by reclamping the material, as
follows. When the tool holder approaches the machine housing during
the thread cutting process, release pedal switch (4) but do not open
the die head. Release the material and bring the tool holder and ma-
terial to the right-hand end-position by means of the contact lever.
Clamp material again, switch on machine again.
For pipe cutting operations, swing in the pipe cutter (18) and bring it
to the desired cutting position by means of the contact lever. The pipe
is cut by rotating the spindle clockwise.
Remove any burrs inside the pipe resulting from the cutting operation
with the pipe reamer (19).
To drain the cooling lubricant: Take off the flexible hose of the tool
holder (7) and hold it into a container. Keep the machine running until
the oil tray is empty. Or: Remove screw plug (25) and drain trough.
3.4. Production of nipples and double nipples
Use REMS Nippelfix (automatic internal clamping) or REMS Nippel-
spanner (internal clamping) for threading nipples. Ensure that both
sides of the pipe are deburred inside. Always slide the pipe up to the
end of the clamping section.
To clamp the piece of pipe (with or without thread) with the REMS Nip-
pelspanner, use a screwdriver and turn the spindle to expand the head
of the Nippelspanner. Expand only with attached piece of pipe, other-
wise damage will arise.
Do not cut nipples with REMS Nippelfix and REMS Nippelspanner
shorter than is permitted by the appropriate standard.
3.5. Producing left-handed threads
For left-handed threads only the REMS Magnums 2010, 2020, 4010
and 4020 are suitable. The die head in the tool set holder has to be
off-set e.g. by using a M12x40 screw in order to cut left-handed thre-
ads, otherwise the lifting and the start-cutting can be damaged. Set
the switch to position “R”. Change the hose connections at the coo-
lant pump or for shut of the coolant pump briefly. Alternatively use a
switch valve (Art.No. 342080, accessory), attached to the machine.
With the lever on the switch valve (Fig. 9) the direction of flow on the
coolant pump is reversed.
4. Service
Disconnect the plug from the mains before starting any repairs! Such work
must be carried out only by experts and trained personnel.
4.1. Maintenance
The machine is maintenance free. The gearbox operates in a sealed-
off oilbath and therefore needs no lubrication.
4.2. Inspection / Servicing
The motor of the Tornado 2000 / Magnum 2000 / 4000 is equipped
with carbon brushes. These wear out and therefore need checking
from time to time, and, if necessary, changing. Loosen by about 3 mm
(
1
/
8
”) the 4 screws of the motor cap and remove both caps from the
motor. See also point 6: Actions in case of trouble.
eng eng
5. Machine Wiring and Electrical Components Tornado
RW 345 REMS
CA 10 C 58751 * FT22V REMS
T 5300 REMS
Machine Wiring Wire colour/No.
brown
blue
green/yellow
brown
blue
green/yellow
red
red
brown
blue
green/yellow
black 2
black 5
black 6
black 4
black 3
black 1
brown
blue
brown
blue
green/yellow
Tornado 2000 Tornado 2010 Tornado 2020
Terminal
2 (
emergency stop
)
2 (
emergency stop
)
Wcasing
2 (
motor protection
)
1 (
emergency stop
)
Wcasing
1(
emergency stop
)
↓
13 (button)
14 (button)
↓
1(
motor protection
)
1
3
Wcasing
4
8
10
6
5
2
5
12
1
3
Wcasing
Wire colour/No.
brown
blue
green/yellow
brown
blue
green/yellow
red
red
brown
blue
green/yellow
black 1
black 2
black 3
black 4
black 5
black 6
green/yellow
brown
blue
brown
blue
green/yellow
Terminal
2 (
emergency stop
)
2 (
emergency stop
)
Wcasing
2 (
motor protection
)
1 (
emergency stop
)
Wcasing
1(
emergency stop
)
↓
13 (button)
14 (button)
↓
1(
motor protection
)
R
S
Wcasing
U1
V1
W1
U2
V2
W2
Wcasing
C1
C2
R
S
Wcasing
Wire colour/No.
brown
black
black
blue
green/yellow
black 1
black 2
black 3
black 4
black 5
green/yellow
red
red
black 1
black 2
black 3
black 4
black 5
green/yellow
black 1
black 2
black 3
black 4
black 5
black 6
black 7
black 8
green/yellow
brown
blue
green/yellow
Terminal
1
3
5
A1
Wcasing
2
4
6
14
2(
emergency stop
)
Wcasing
5→1
(
emergency stop
)
13→A2
L1
L2
L3
4
5
Wcasing
U1
V1
W1
U2
V2
W2
7
8
Wcasing
L1
L2
Wcasing
Mains line
Connecting line
Inner line
Connecting line
Motor
Resistor
Capacitor
Electric pump
(Machine model “T”)
Motor
Cam switch
Foot switch
Capacitor
Foot switchGearboxBase
RW 342 REMS
CA 10 C 58761 * FT22V REMS
T 5300 REMS
MP 35/100/330 REMS
RW 343 REMS
CA 10 D-U277 * 01 FT22V REMS
T 5400 REMS
Electrical Components

eng eng
6. Actions in case of trouble
6.1. Trouble: Machine does not start.
Cause:
•
Emergency switch not unlocked.
•
Protective motor switch engaged.
•
Worn out or faulty brushes (Tornado 2000, Magnum 2000/4000).
6.2. Trouble: Machine does not pull through.
Cause:
•
Dies are blunt.
•
Poor-quality cooling lubricant.
•
Circuit overloaded.
•
Wire cross-section of extension cord too small.
•
Bad contacts at the plug connections.
•
Worn out brushes (Tornado 2000, Magnum 2000/4000).
6.3. Trouble: Low or non-existent oil supply at die head.
Cause:
•
Pump defective.
•
Insufficient cooling lubricant in the oil tray.
•
Strainer in intake clogged.
6.4. Trouble: Dies too far open in spite of correct scale setting.
Cause:
•
Die head not closed.
6.5. Trouble: Die head does not open.
Cause:
•
Thread was cut to the next pipe diameter up with die head opened.
•
Length stop folded away.
6.6. Trouble: No workable thread.
Cause:
•
Dies are blunt.
•
Dies are wrongly positioned: see numbers.
•
Low or non-existent oil supply.
•
Poor-quality cooling lubricant.
•
Feed movement of tool holder hindered.
6.7. Trouble: Pipe slips in the chucks.
Cause:
•
Clamping jaws very dirty.
•
Use special chucking jaws for pipes with thick plastic sheathing.
•
Clamping jaws worn.
7. Manufacturer’s Warranty
The warranty period shall be 12 months from delivery of the new pro-
duct to the first user but shall be a maximum of 24 months after delivery
to the Dealer. The date of delivery shall be documented by the submis-
sion of the original purchase documents, which must include the date
of purchase and the designation of the product. All functional defects
occurring within the warranty period, which clearly the consequence of
defects in production or materials, will be remedied free of charge. The
remedy of defects shall not extend or renew the guarantee period for
the product. Damage attributable to natural wear and tear, incorrect treat-
ment or misuse, failure to observe the operational instructions, unsui-
table operating materials, excessive demand, use for unauthorized pur-
poses, interventions by the Customer or a third party or other reasons,
for which REMS is not responsible, shall be excluded from the warranty.
Services under the warranty may only be provided by customer servi-
ce stations authorized for this purpose by REMS. Complaints will only
be accepted if the product is returned to a customer service station autho-
rized by REMS without prior interference in an unassembled condition.
Replaced products and parts shall become the property of REMS.
The user shall be responsible for the cost of shipping and returning the
product.
The legal rights of users, in particular the right to claim damages from
the Dealer, shall not be affected. This manufacturer’s warranty shall
apply only to new products purchased in the European Union, in Nor-
way or Switzerland.
Machine Wiring and Electrical Components Magnum
Gearbox Foot switch
Machine Wiring
Magnum 2000/4000 Magnum 2010 Magnum 4010 Magnum 2020 Magnum 4020
Wire colour/No.
Terminal
Wire colour/No.
Terminal
Wire colour/No.
Terminal
Wire colour/No.
Terminal
Wire colour/No.
Terminal
Machine Wiring brown
2 (
emergency
)
brown
2 (
emergency
)
brown
2 (
emergency
)
brown
1
brown
1
blue
2 (
emergency
)
blue
2 (
emergency
)
blue
2 (
emergency
)
black
3
black
3
green/yellow
W
casing
green/yellow
W
casing black
5
black
5
blue
A1
blue
A1
green/yellow
W
casing
green/yellow
W
casing
Connection wire brown
2 (
motor protect.
)
brown
2 (
motor protect.
)
brown
2 (
motor protect.
)
black
12
black
12
blue
1 (
emergency
)
blue
1 (
emergency
)
blue
1 (
emergency
)
black
24
black
24
green/yellow
W
casing
green/yellow
W
casing black
36
black
36
black
414
black
414
black
52 (
emergency
)
black
52 (
emergency
)
green/yellow
W
casing
green/yellow
W
casing
Inner wires red
1 (
emergency
)
red
1 (
emergency
)
red
1 (
emergency
)
red
5 →1 (
emergency
)
red
5 →1 (
emergency
)
↓↓↓
13 (
switch
) 13 (
switch
) 13 (
switch
)
red
14 (
switch
)
red
14 (
switch
)
red
14 (
switch
)
red
13 → A2
red
13 → A2
↓↓↓
1 (
motor protect.
)1(
motor protect.
)1(
motor protect.
)
Connection wire brown
2
brown
R
brown
R
black
1L1
black
1L1
blue
1
blue
S
blue
S
black
2L2
black
2L2
black
3L3
black
3L3
black
44
black
44
black
55
black
55
green/yellow
W
casing
green/yellow
W
casing
green/yellow
W
casing
green/yellow
W
casing
Motor black
2
brown black
1U1
black
1U1
black
1U1
black
1U1
black
56
black
2V1
black
2W1
black
2V1
black
2W1
black
65
black
3W1
black
3V1
black
3W1
black
3V1
black
43
black
4U2
black
4U2
black
4U2
black
4U2
black
34
black
5V2
black
5W2
black
5V2
black
5W2
black
1
blue black
6W2
black
6V2
black
6W2
black
6V2
black
77
black
77
black
88
black
88
green/yellow
W
casing
green/yellow
W
casing
green/yellow
W
casing
green/yellow
W
casing
Capacitor brown
C1
brown
C1
blue
C2
blue
C2
Electrical Components
Motor
RW 345 REMS RW 342 REMS RW 342 REMS RW 343 REMS RW 343 REMS
Cam switch
CA10 C 58761 · FT22V
REMS
CA10 C 58761 · FT22V
REMS
CA10 D-U277· 01 FT22V
REMS
CA10 D-U277· 01 FT22V
REMS
Foot switch
T 5310 REMS T 5300 REMS T 5300 REMS T 5400 REMS T 5400 REMS
Capacitor
MP 35/100/330 REMS MP 35/100/330 REMS

Remarques générales pour la sécurité
ATTENTION! Toutes les directives doivent être lues. Le non-respect des
directives enummérées ci-après peuvent entraîner une décharge électri-
que, des brûlures, et/ou des graves blessures. Le terme utilisé ci-après
„appareil électrique“ se réfère aux outils électriques sur secteur (avec câ-
ble de réseau), aux outils électriques sur accu (sans câble de réseau), aux
machines et aux outils électriques. N'utiliser l'appareil que pour accomplir
les tâches pour lesquelles il a été spécialement conçu et conformément
aux prescriptions relatives à la sécurité du travail et à la prévention des ac-
cidents.
CONSERVER PRECIEUSEMENT CES DIRECTIVES.
A) Poste de travail
a) Maintenir le poste de travail propre et rangé. Le désordre et un po-
ste de travail non éclairé peut être source d'accident.
b) Ne pas travailler avec l'appareil électrique dans un milieu où il existe
un risque d'explosion, notamment en présence de liquides, de gaz
ou de poussières inflammables. Les appareils électriques produisent
des étincelles, qui peuvent mettre le feu à la poussière ou aux vapeurs.
c) Tenir les enfants et des tierces personnes à l'écart pendant l'utili-
sation de l'appareil électrique. Il y a un risque de perte de contrôle de
la machine en cas de distraction.
B) Sécurité électrique
a) La fiche mâle de l'appareil électrique doit être appropriée à la prise
de courant. La fiche mâle ne doit en aucun cas être modifée. Ne
pas utiliser d'adaptateur de fiche mâle avec un appareil électrique
avec mise à la terre. Des fiches mâles non modifiées et des prises de
courant appropriées réduisent le risque d'une décharge électrique. Si
l'appareil est doté d'un conducteur de protection, ne brancher la fiche
mâle que sur une prise de courant avec mise à la terre. Sur chantier,
en plein air ou sur un autre mode d'installation, n'utiliser l'appareil élec-
trique qu'avec un dispositif de protection à courant de défaut de 30 mA
(déclencheur par courant de défaut) sur réseau.
b) Eviter le contact avec des surfaces avec mise à la terre, comme les
tubes, radiateurs, cuisinières et réfrigérateurs. Il y a un risque élevé
de décharge électrique lorsque le corps est en contact avec la terre.
c) Tenir l'appareil électrique à l'écart de la pluie ou de milieux humi-
des. La pénétration d'eau dans un appareil électrique augmente le risque
de décharge électrique.
d) Ne pas utiliser le câble pour des fins auxquelles il n'a pas été pré-
vu, notamment pour porter l'appareil, l'accrocher ou pour débran-
cher l'appareil en tirant sur la fiche mâle. Tenir le câble éloigné de
la chaleur, de l'huile, des angles vifs et des pièces de l'appareil en
mouvement. Des câbles endommagés ou emmêlés augmentent le
risque d'une décharge électrique.
e) Si vous travaillez avec l'appareil électrique à l'extérieur, n'utiliser
que des rallonges autorisées pour les travaux à l'extérieur. L'utili-
sation d'une rallonge appropriée pour l'extérieur réduit le risque d'une
décharge électrique.
C) Sécurité des personnes
a) Etre attentif, veiller à ce que l'on fait et se mettre au travail avec
bon sens si l'on utilise un appareil électrique. Ne pas utiliser l'ap-
pareil électrique en étant fatigué ou en étant sous l'influence de
drogues, d'alcools ou de médicaments. Un moment d'inattention lors
de l'utilisation de l'appareil peut entraîner de sérieuses blessures.
b) Porter des équipements de protection personnels et toujours des
lunettes de protection. Le port d'équipements de protection person-
nels, comme un masque respiratoire, des chaussures de sécurité anti-
dérapantes, un casque de protection ou une protection accoustique
selon le type de l'utilisation de l'appareil électrique, réduit le risque de
blessures.
c) Eviter toute utilisation involontaire ou incontrôlée. Veiller à ce que
l'interrupteur soit en position „O“ avant l'enfichage sur la prise de
courant. Porter un appareil électrique avec le doigt sur l'interrupteur ou
brancher un appareil allumé au secteur peut entraîner des accidents.
Ne jamais ponter un interrupteur.
d) Retirer les outils de réglage ou tournevis, avant la mise en servi-
ce de l'appareil électrique. Un outil ou une clé se trouvant dans une
pièce de l'appareil en mouvement peut entraîner des blessures. Ne ja-
mais porter de main dans des pièces en mouvement (tournantes).
e) Ne pas se sur-estimer. Veiller à une position sûre et garder l'équilibre
à tout moment. De ce fait, l'appareil peut être mieux contrôlé dans des
situations inattendues.
f) Porter des vêtements appropriés. Ne pas porter de vêtements
amples, ni de bijoux. Ecarter les cheveux, les vêtements et les gants
des pièces en mouvement. Des vêtements amples, des bijoux ou des
cheveux longs pourraient être happés par des pièces en mouvement.
g) Si des dispositifs d'aspiration et de réception de poussière peu-
vent être montés, veiller à ce qu'ils soient branchés et utilisés cor-
rectement. L'utilisation de ces dispositions réduit les dangers liés à la
poussière.
h) Ne céder l'appareil électrique qu'à du personnel spécialement formé.
Utilisation interdite aux jeunes gens de moins de 16 ans, sauf en cas
de formation professionnelle et sous surveillance d'une personne qualifiée.
D) Manipulation et utilisation méticuleuse d'appareils électriques
a) Ne pas surcharger l'appareil électrique. Utiliser l'appareil électri-
que approprié à votre travail.Avec les appareils électriques adéquats,
le travail est meilleur et plus sûr dans la marge de puissance indiquée.
b) Ne pas utiliser d'appareils électriques dont l'interrupteur est dé-
fectueux. Un appareil électrique qui ne s'allume ou ne s'éteint plus est
dangereux et doit être réparé.
c) Retirer la fiche mâle de la prise de courant avant d'effectuer des
réglages sur l'appareil, de changer des pièces ou de ranger l'appa-
reil. Cette mesure de sécurité empêche une mise en marche involontaire
de l'appareil.
d) Tenir des appareils électriques inutilisés hors de portée des en-
fants. Ne pas céder l'appareil électrique à des personnes dont son
utilisation ne leur est pas familière ou qui n'ont pas lu ces direc-
tives. Les appareils électriques sont dangereux s'ils sont utilisés par
des personnes non expérimentés.
e) Prendre scurpuleusement soin de l'appareil électrique. Contrôler
si les pièces de l'appareil en mouvement fonctionnement impec-
cablement et si elles ne coincent pas, si des pièces sont cassées
ou endommagées, si le fonctionnement de l'appareil électrique est
préjudiciable. Avant l'utilisation de l'appareil électrique, faire ré-
parer les pièces endommagées par des professionnels qualifiés
ou par une station S.A.V. agrée sous contrat avec REMS. De nom-
breux accidents sont dûs à la mauvaise maintenance des outils électri-
ques.
f) Tenir les outils de coupe aiguisés et propres. Des outils de coupe
fra fra
1 Vis à oreilles
2 Porte-outils
3 Bras de guidage avant
4 Bras de guidage arrière
5 Levier d'appui
6 Anneau de serrage
7 Poignée
8 Tête de filetage
9 Butée longitudinale
10 Levier de fermeture et
d'ouverture
11 Levier de serrage
12 Rondelle de réglage
13 Bouton sphérique/empreinte
14 Porte-peignes
15 Coupe-tubes
16 Ebavureur intérieur
17 Bac d'écoulement
18 Interrupteur
19 Mandrin
20 Clé de mandrin
21 Interrupteur à pedale
22 Interrupteur d'arrêt d'urgence
23 Interrupter – disjoncteur de
protection
24 Boulon de guidage
REMS Tornado 2000 / 2010 / 2020
1 Mandrin à chocs à serrage
rapide
2 Mandrin arrière de centrage
3 Interrupteur droite-gauche
4 Interrupteur à pédale
5 Interrupteur d'arrêt d'urgence
6 Interrupteur-disjoncteur de
protection
7 Porte-outils
8 Levier d'appui
9 Poignée
10 Anneau de serrage avec
vis à oreilles
11 Vis à oreilles
12 Tête de filetage
13 Butée longitudinale
14 Levier de fermeture et
d'ouverture
15 Levier de serrage
16 Rondelle de réglage
17 Porte-peignes
18 Coupe-tubes
19 Ebavureur intérieur
20 Bac pour produit réfrigérant
21 Bac à copeaux
22 Anneau de serrage
23 Porte-mors de serrage
24 Mors de serrage
25 Bouchon obturateur
REMS Magnum 2000 / 2010 / 2020 / 4000 / 4010 / 4020

avec des arêtes aiguisées scrupuleusement soignés coincent moins et
sont plus faciles à utiliser.
g) Consolider la pièces à usiner. Utiliser des dispositifs de serrage ou
un étau pour immobiliser la pièce à usinier. Ainsi, elle est mieux rete-
nue qu'à la main et en plus les deux mains sont libres pour le manie-
ment de l'appareil.
h) Utiliser les appareils électriques, les accessoires, les outils etc.
conformément à ces directives et comme cela est prescrit pour ce
type spécifique d'appareil. Tenir co mpte des conditions de travail
et de la tâche à réaliser. Utiliser les appareils électriques pour accomplir
des tâches différentes de celles pour lesquelles ils ont été conçus, peut
entraîner des situations dangereuses. Pour des raisons de sécurité, toute
modification injustifiée sur l'appareil électrique est formellement interdite.
E) Manipulation et utilisation méticuleuse d'appareils sur accu
a) S'assurer que l'appareil électrique est éteint, avant de brancher
l'accu. Le branchement d'un accu sur un appareil électrique en mar-
che peut entraîner des accidents.
b) Charger les accus uniquement avec les chargeurs recommandés
par le fabricant. Il y a un risque d'incendie si un chargeur, approprié
pour un type précis d'accus, est utilisé avec d'autres accus.
c) N'utiliser que les accus prévus à cet effet avec les appareils élec-
triques. L'utilisation d'autres accus peut entraîner des blessures et des
risques d'accident.
d) Tenir l'accu non utilisé éloigné de trombones de bureau, pièces de
monnaie, clés, clous, vis ou autres petits objets métalliques pouvant
provoquer un court-circuit entre les bornes de l'accu. Un court-
circuit entre les bornes de l'accu peut provoquer des blessures et un
risque d'incendie.
e) En cas de mauvaise utilisation, il peut y avoir des fuites de liqui-
de. Eviter le contact avec ce liquide. En cas de contact, rincer à l'e-
au. Si le liquide pénètre dans les yeux, rincer à l'eau et consulter
immédiatement un médecin. Des fuites de liquide provenant de l'ac-
cu peuvent entraîner des irritations de la peau ou des brulûres.
f) Ne pas utiliser le chargeur si les températures du chargeur ou les
températures ambiantes sont inférieures à 5°C/40°F ou b40°C/105°F.
g) Ne pas jeter les accus défectueux dans les ordures ménagères,
mais les remettre à une station S.A.V. agrée, sous contrat avec
REMS ou à une sociéte reconnue pour le traitement des déchets.
F) Service après vente
a) Faire réparer son appareil uniquement par des professionnels qua-
lifés en utilisant des pièces d'origines. Cela garantit le maintien de
la sécurité de l'appareil.
b) Suivre les prescriptions de maintenance et les recommandations
pour le changement des outils.
c) Contrôler régulièrement le câble de raccordement de l'appareil élec-
trique et le faire remplacer s'il est endommagé par un profession-
nel qualifié ou par une station S.A.V. agrée, sous contrat avec REMS.
Contrôler régulièrement les rallonges et les remplacer si elles sont
endommagées.
Remarques particulières concernant la sécurité
•
La machine est commandée par un interrupteur spécial de sécurité à
pédale, avec arrêt d'urgence en marche par impulsion. Si le danger ain-
si crée par la rotation de la pièce à usiner ne peut pas être discerné à
partir du poste opérateur, alors des mesures de sécurité sont à prévoir,
par ex. l'arrêt.
•
Les travaux, comme p.ex. la mise en place du chauvre, le montage et
démontage, le filetage avec les filières à main, le travail avec des cou-
pes-tubes, ainsi que de maintenir les pièces à usiner avec les mains
(au lieu d'utiliser des supports) ne sont pas permis lors du fonctionne-
ment de la machine.
•
S'il y a risque de cassure ou que la pièce ne tourne pas rond (dépen-
dant de la longueur et du diamètre du matériel, ainsi que de la vitesse
de rotation), ou s'il y a mauvaise stabilité de la machine utiliser suffi-
samment de servantes réglables en hauteur (REMS Herkules).
•
Ne jamais mettre les mains dans le mandrin de serrage.
•
Serrer les bouts de tubes courts seulement avec REMS Nippelspanner
ou REMS Nippelfix.
•
Du gaz propulseur (butane) favorable à l'environnement, mais inflam-
mable, est ajouté à nos huiles de coupe REMS sous forme de sprays
(REMS Spezial, REMS Sanitol). Les sprays sont sous pression, ne pas
les ouvrir violemment. Protéger de la radiation solaire et de l'échauffe-
ment au-dessus de 50°C.
•
Il faut éviter les contacts intensifs de la peau avec les lubrifiants et uti-
liser des produits de protection appropriés.
•
Pour des raisons d'hygiène, il faut nettoyer régulièrement le bas en le
débarrassant des impuretés et des capeaux, au moins une fois par an.
•
Aucune vérification des lubrifiants à faire, puisqu'il faut, par la consom-
mation, refaire constamment le plein.
•
Les lubrifiants concentrés ne doivent en aucun cas parvenir dans les
canalisations, dans les eaux ou dans le sol. Les résidus des lubrifiants
sont à remettre à des entreprises d'élimination spécialisées. Le code
de déchet pour les lubrifiants avec huile minérale est 54401 et celui des
lubrifiants synthétiques 54109.
fra fra
1. Caractéristiques techniques Tornado 2000 Magnum 2000 Tornado 2000 Magnum 4000
Tornado 2010 Magnum 2010 Tornado 2010 Magnum 4010
Tornado 2020 Magnum 2020 Tornado 2020 Magnum 4020
Avec tête de filetage
automatique REMS 4”
1.1. Domaine d'application
1.1.1. Diamètres de filetage
Tubes (même avec gaine en plastique)
1
/
16
– 2”
1
/
16
– 2”
1
/
16
– 4”
1
/
4
– 4”
Barres 6 – 60 mm 6 – 60 mm 6 – 60 mm 14 – 60 mm
1
/
4
– 2”
1
/
2
– 2”
1
/
4
– 2”
1
/
2
– 2”
1.1.2. Type de filetage
Filetage conique droite sur tubes R (ISO 7-1, DIN 2999, BSPT), NPT
Filetage cylindrique droite sur tubes G (ISO 228-1, DIN 259, BSPP), NPSM
Filetage sur tubes blindés Pg (DIN 40430), IEC
Filetage sur barres M (ISO 261, DIN 13), UNC, BSW
1.1.3. Longueurs de filetage
Filetage conique sur tubes longueur normalisée longueur normalisée longueur normalisée longueur normalisée
165 mm (illimités, à condition 150 mm (illimités, à condition 165 mm (illimités, à condition 150 mm (illimités, à condition
Filetage cylindrique sur tubes
de reprendre le serrage de reprendre le serrage de reprendre le serrage de reprendre le serrage
Filetage sur barres
}
autant de fois que nécessaire) autant de fois que nécessaire) autant de fois que nécessaire) autant de fois que nécessaire)
1.1.4. Couper
Tubes
1
/
8
– 2”
1
/
8
– 2”
1
/
8
– 2”
1
/
4
– 4”
1.1.5. Ebavurage intérieur
Tubes
1
/
4
– 2”
1
/
4
– 2”
1
/
4
– 2”
1
/
4
– 4”
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201









































































































































































































REMS Tornado 2" Automatic Threading Machine Manual de utilizare
- Tip
- Manual de utilizare
în alte limbi
Lucrări înrudite
Alte documente
-
Güde GMD 400 Instrucțiuni de utilizare
-
 JBM 53041 Manualul utilizatorului
JBM 53041 Manualul utilizatorului
-
 Somogyi Elektronic KPE 6020S Manualul proprietarului
Somogyi Elektronic KPE 6020S Manualul proprietarului
-
 Labelmate ZCAT-10 Manual de utilizare
Labelmate ZCAT-10 Manual de utilizare
-
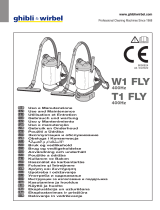 Ghibli & Wirbel T1 FLY Use And Maintenance
Ghibli & Wirbel T1 FLY Use And Maintenance
-
Hendi 274149 Manual de utilizare
-
Dremel 335 PLUNGE ROUTER ATTACHMENT Manualul proprietarului
-
EINHELL RT-HP 1545 Original Operating Instructions
-
Rowenta RO 1783 COMPACTEO CHERRY GLOSSY Manualul proprietarului
-
Camry CR 4702 Food Slicer Manual de utilizare



