- 1 -
Cod.954548
(EN) Spot welders
(IT) Puntatrici
(FR) Postes de soudage par points
(ES) Soldadoras por puntos
(DE) Punktschweißmaschinen
(RU) Точечныеконтактныесварочныемашины
(PT) Aparelhos para soldar por pontos
(NL) Puntlasmachines
(EL) Πόντες
(RO) Aparatdesudurăînpuncte
(SV) Häftsvetsar
(CS) Bodovačka
(HR-SR) Strojzatočkastovarenje
(PL) Spawarka punktowa
(FI) Pistehitsauskoneet
(DA) Punktsvejsemaskinens
(NO) Punktsveisemaskiner
(SL) Točkalnik
(SK) Bodovačka
(HU) Ponthegesztő
(LT) Taškinio suvirinimo aparatas
(ET) Punktkeevitusmasin
(LV) Punktmetināšanasaparāts
(BG) Апаратзаточковозаваряване
(TR) Punto kaynak makinesi
(AR)
(EN) INSTRUCTION MANUAL
(IT) MANUALE D’ISTRUZIONE
(FR) MANUEL D’INSTRUCTIONS
(ES) MANUAL DE INSTRUCCIONES
(DE) BEDIENUNGSANLEITUNG
(RU) РУКОВОДСТВОПОЛЬЗОВАТЕЛЯ
(PT) MANUAL DE INSTRUÇÕES
(NL) INSTRUCTIEHANDLEIDING
(EL) ΕΓΧΕΙΡΙΔΙΟΧΡΗΣΗΣ
(RO) MANUALDEINSTRUCŢIUNI
(SV) BRUKSANVISNING
(CS) NÁVODKPOUŽITÍ
(HR-SR)
PRIRUČNIKZAUPOTREBU
(PL) INSTRUKCJAOBSŁUGI
(FI) OHJEKIRJA
(DA) INSTRUKTIONSMANUAL
(NO) BRUKERVEILEDNING
(SL) PRIROČNIKZNAVODILIZAUPORABO
(SK) NÁVODNAPOUŽITIE
(HU) HASZNÁLATIUTASÍTÁS
(LT) INSTRUKCIJŲKNYGELĖ
(ET) KASUTUSJUHEND
(LV) ROKASGRĀMATA
(BG) РЪКОВОДСТВОСИНСТРУКЦИИ
(TR) KULLANIM KILAVUZU
(AR)
EN IT FR ES DE RU PT
NL EL RO SV CS HR-SR
PL FI DA NO SL SK HU
LT ET LV BG TR AR

- 2 -
(EN) EXPLANATIONOFDANGER,MANDATORYANDPROHIBITIONSIGNS.
(IT) LEGENDASEGNALIDIPERICOLO,D’OBBLIGOEDIVIETO.
(FR) LÉGENDESIGNAUXDEDANGER,D’OBLIGATIONETD’INTERDICTION.
(ES) LEYENDASEÑALESDEPELIGRO,DEOBLIGACIÓNYPROHIBICIÓN.
(DE) LEGENDEDERGEFAHREN-,GEBOTS-UNDVERBOTSZEICHEN.
(RU) ЛЕГЕНДАСИМВОЛОВБЕЗОПАСНОСТИ,ОБЯЗАННОСТИИЗАПРЕТА.
(PT) LEGENDADOSSINAISDEPERIGO,OBRIGAÇÃOEPROIBIDO.
(NL) LEGENDESIGNALENVANGEVAAR,VERPLICHTINGENVERBOD.
(EL) ΛΕΖΑΝΤΑΣΗΜΑΤΩΝΚΙΝΔΥΝΟΥ,ΥΠΟΧΡΕΩΣΗΣΚΑΙΑΠΑΓΟΡΕΥΣΗΣ.
(RO) LEGENDĂINDICATOAREDEAVERTIZAREAPERICOLELOR,DEOBLIGAREŞI
DEINTERZICERE.
(SV) BILDTEXTSYMBOLERFÖRFARA,PÅBUDOCHFÖRBUD.
(CS) VYSVĚTLIVKYKSIGNÁLŮMNEBEZPEČÍ,PŘÍKAZŮMAZÁKAZŮM.
(HR-SR) LEGENDAOZNAKAOPASNOSTI,OBAVEZAIZABRANA.
(PL) OBJAŚNIENIAZNAKÓWOSTRZEGAWCZYCH,NAKAZUIZAKAZU.
(FI) VAROITUS,VELVOITUS,JAKIELTOMERKIT.
(DA) OVERSIGTOVERFARE,PLIGTOGFORBUDSSIGNALER.
(NO) SIGNALERINGSTEKSTFORFARE,FORPLIKTELSEROGFORBUDT.
(SL) LEGENDASIGNALOVZANEVARNOST,ZAPREDPISANOINPREPOVEDANO.
(SK) VYSVETLIVKYKSIGNÁLOMNEBEZPEČENSTVA,PRÍKAZOMAZÁKAZOM.
(HU) AVESZÉLY,KÖTELEZETTSÉGÉSTILTÁSJELZÉSEINEKFELIRATAI.
(LT) PAVOJAUS,PRIVALOMŲJŲIRDRAUDŽIAMŲJŲŽENKLŲPAAIŠKINIMAS.
(ET) OHUD,KOHUSTUSEDJAKEELUD.
(LV) BĪSTAMĪBU,PIENĀKUMUUNAIZLIEGUMAZĪMJUPASKAIDROJUMI.
(BG) ЛЕГЕНДАНАЗНАЦИТЕЗАОПАСНОСТ,ЗАДЪЛЖИТЕЛНИИЗАЗАБРАНА.
(TR) TEHLİKE,ZORUNLULUKVEYASAKİŞARETLERİNİNAÇIKLAMASI.
(AR)
(EN) DANGER OF ELECTRIC SHOCK - (IT) PERICOLO SHOCK ELETTRICO - (FR) RISQUE DE CHOC ÉLECTRIQUE - (ES) PELIGRO DESCARGA ELÉCTRICA - (DE) STROMSCHLAGGEFAHR - (RU) ОПАСНОСТЬ
ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ - (PT) PERIGO DE CHOQUE ELÉTRICO - (NL) GEVAAR ELEKTROSHOCK - (EL) ΚΙΝΔΥΝΟΣ ΗΛΕΚΤΡΟΠΛΗΞΙΑΣ - (RO) PERICOL DE ELECTROCUTARE - (SV) FARA
FÖR ELEKTRISK STÖT - (CS) NEBEZPEČÍ ZÁSAHU ELEKTRICKÝM PROUDEM - (HR-SR) OPASNOST STRUJNOG UDARA - (PL) NIEBEZPIECZEŃSTWO SZOKU ELEKTRYCZNEGO - (FI) SÄHKÖISKUN VAARA -
(DA) FARE FOR ELEKTRISK STØD - (NO) FARE FOR ELEKTRISK STØT - (SL) NEVARNOST ELEKTRIČNEGA UDARA - (SK) NEBEZPEČENSTVO ZÁSAHU ELEKTRICKÝM PRÚDOM - (HU) ÁRAMÜTÉS VESZÉLYE
- (LT) ELEKTROS SMŪGIO PAVOJUS - (ET) ELEKTRILÖÖGIOHT - (LV) ELEKTROŠOKA BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ТОКОВ УДАР - (TR) ELEKTRİK ÇARPMASI TEHLİKESİ - (AR)
(EN) DANGER OF WELDING FUMES - (IT) PERICOLO FUMI DI SALDATURA - (FR) DANGER FUMÉES DE SOUDAGE - (ES) PELIGRO HUMOS DE SOLDADURA - (DE) GEFAHR DER ENTWICKLUNG
VON RAUCHGASEN BEIM SCHWEISSEN - (RU) ОПАСНОСТЬ ДЫМОВ СВАРКИ - (PT) PERIGO DE FUMAÇAS DE SOLDAGEM - (NL) GEVAAR LASROOK - (EL) ΚΙΝΔΥΝΟΣ ΚΑΠΝΩΝ
ΣΥΓΚΟΛΛΗΣΗΣ - (RO) PERICOL DE GAZE DE SUDURĂ - (SV) FARA FÖR RÖK FRÅN SVETSNING - (CS) NEBEZPEČÍ SVAŘOVACÍCH DÝMŮ - (HR-SR) OPASNOST OD DIMA PRILIKOM VARENJA
- (PL) NIEBEZPIECZEŃSTWO OPARÓW SPAWALNICZYCH - (FI) HITSAUSSAVUJEN VAARA - (DA) FARE P.G.A. SVEJSEDAMPE - (NO) FARE FOR SVEISERØYK - (SL) NEVARNOST VARILNEGA
DIMA - (SK) NEBEZPEČENSTVO VÝPAROV ZO ZVÁRANIA - (HU) HEGESZTÉS KÖVETKEZTÉBEN KELETKEZETT FÜST VESZÉLYE - (LT) SUVIRINIMO DŪMŲ PAVOJUS - (ET) KEEVITAMISEL
SUITSU OHT - (LV) METINĀŠANAS IZTVAIKOJUMU BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ПУШЕКА ПРИ ЗАВАРЯВАНЕ - (TR) KAYNAK DUMANI TEHLİKESİ - (AR)
(EN) DANGER OF EXPLOSION - (IT) PERICOLO ESPLOSIONE - (FR) RISQUE D’EXPLOSION - (ES) PELIGRO EXPLOSIÓN - (DE) EXPLOSIONSGEFAHR - (RU) ОПАСНОСТЬ ВЗРЫВА - (PT) PERIGO DE
EXPLOSÃO - (NL) GEVAAR ONTPLOFFING - (EL) ΚΙΝΔΥΝΟΣ ΕΚΡΗΞΗΣ - (RO) PERICOL DE EXPLOZIE - (SV) FARA FÖR EXPLOSION - (CS) NEBEZPEČÍ VÝBUCHU - (HR-SR) OPASNOST OD EKSPLOZIJE
- (PL) NIEBEZPIECZEŃSTWO WYBUCHU - (FI) RÄJÄHDYSVAARA - (DA) SPRÆNGFARE - (NO) FARE FOR EKSPLOSJON - (SL) NEVARNOST EKSPLOZIJE - (SK) NEBEZPEČENSTVO VÝBUCHU - (HU)
ROBBANÁS VESZÉLYE - (LT) SPROGIMO PAVOJUS - (ET) PLAHVATUSOHT - (LV) SPRĀDZIENBĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ЕКСПЛОЗИЯ - (TR) PATLAMA TEHLİKESİ - (AR)
(EN) WEARING PROTECTIVE CLOTHING IS COMPULSORY - (IT) OBBLIGO INDOSSARE INDUMENTI PROTETTIVI - (FR) PORT DES VÊTEMENTS DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE
LLEVAR ROPA DE PROTECCIÓN - (DE) DAS TRAGEN VON SCHUTZKLEIDUNG IST PFLICHT - (RU) ОБЯЗАННОСТЬ НАДЕВАТЬ ЗАЩИТНУЮ ОДЕЖДУ - (PT) OBRIGATÓRIO O USO DE VESTUÁRIO DE
PROTEÇÃO - (NL) VERPLICHT BESCHERMENDE KLEDIJ TE DRAGEN - (EL) ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΑΤΕΥΤΙΚΑ ΕΝΔΥΜΑΤΑ - (RO) FOLOSIREA ÎMBRĂCĂMINTEI DE PROTECŢIE OBLIGATORIE - (SV)
OBLIGATORISKT ATT BÄRA SKYDDSPLAGG - (CS) POVINNÉ POUŽITÍ OCHRANNÝCH PROSTŘEDKŮ - (HR-SR) OBAVEZNO KORIŠTENJE ZAŠTITNE ODJEĆE - (PL) NAKAZ NOSZENIA ODZIEŻY OCHRONNEJ
- (FI) SUOJAVAATETUKSEN KÄYTTÖ PAKOLLISTA - (DA) PLIGT TIL AT ANVENDE BESKYTTELSESTØJ - (NO) FORPLIKTELSE Å BRUKE VERNETØY - (SL) OBVEZNO OBLECITE ZAŠČITNA OBLAČILA - (SK)
POVINNÉ POUŽITIE OCHRANNÝCH PROSTRIEDKOV - (HU) VÉDŐRUHA HASZNÁLATA KÖTELEZŐ - (LT) PRIVALOMA DĖVĖTI APSAUGINĘ APRANGĄ - (ET) KOHUSTUSLIK KANDA KAITSERIIETUST -
(LV) PIENĀKUMS ĢĒRBT AIZSARGTĒRPUS - (BG) ЗАДЪЛЖИТЕЛНО НОСЕНЕ НА ПРЕДПАЗНО ОБЛЕКЛО - (TR) KORUYUCU GİYSİ GİYMEK ZORUNLUDUR - (AR)
(EN) WEARING PROTECTIVE GLOVES IS COMPULSORY - (IT) OBBLIGO INDOSSARE GUANTI PROTETTIVI - (FR) PORT DES GANTS DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE LLEVAR GUANTES
DE PROTECCIÓN - (DE) DAS TRAGEN VON SCHUTZHANDSCHUHEN IST PFLICHT - (RU) ОБЯЗАННОСТЬ НАДЕВАТЬ ЗАЩИТНЫЕ ПЕРЧАТКИ - (PT) OBRIGATÓRIO O USO DE LUVAS DE SEGURANÇA - (NL)
VERPLICHT BESCHERMENDE HANDSCHOENEN TE DRAGEN - (EL) ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΑΤΕΥΤΙΚΑ ΓΑΝΤΙΑ - (RO) FOLOSIREA MĂNUŞILOR DE PROTECŢIE OBLIGATORIE - (SV) OBLIGATORISKT
ATT BÄRA SKYDDSHANDSKAR - (CS) POVINNÉ POUŽITÍ OCHRANNÝCH RUKAVIC - (HR-SR) OBAVEZNO KORIŠTENJE ZAŠTITNIH RUKAVICA - (PL) NAKAZ NOSZENIA RĘKAWIC OCHRONNYCH - (FI)
SUOJAKÄSINEIDEN KÄYTTÖ PAKOLLISTA - (DA) PLIGT TIL AT BRUGE BESKYTTELSESHANDSKER - (NO) FORPLIKTELSE Å BRUKE VERNEHANSKER - (SL) OBVEZNO NADENITE ZAŠČITNE ROKAVICE - (SK)
POVINNÉ POUŽITIE OCHRANNÝCH RUKAVÍC - (HU) VÉDŐKESZTYŰ HASZNÁLATA KÖTELEZŐ - (LT) PRIVALOMA MŪVĖTI APSAUGINES PIRŠTINES - (ET) KOHUSTUSLIK KANDA KAITSEKINDAID - (LV)
PIENĀKUMS ĢĒRBT AIZSARGCIMDUS - (BG) ЗАДЪЛЖИТЕЛНО НОСЕНЕ НА ПРЕДПАЗНИ РЪКАВИЦИ - (TR) KORUYUCU ELDİVEN KULLANMAK ZORUNLUDUR - (AR)
(EN) DANGER OF ULTRAVIOLET RADIATION FROM WELDING - (IT) PERICOLO RADIAZIONI ULTRAVIOLETTE DA SALDATURA - (FR) DANGER RADIATIONS ULTRAVIOLETTES DE SOUDAGE -
(ES) PELIGRO RADIACIONES ULTRAVIOLETAS - (DE) GEFAHR ULTRAVIOLETTER STRAHLUNGEN BEIM SCHWEISSEN - (RU) ОПАСНОСТЬ УЛЬТРАФИОЛЕТОВОГО ИЗЛУЧЕНИЯ СВАРКИ - (PT)
PERIGO DE RADIAÇÕES ULTRAVIOLETAS DE SOLDADURA - (NL) GEVAAR ULTRAVIOLET STRALEN VAN HET LASSEN - (EL) ΚΙΝΔΥΝΟΣ ΥΠΕΡΙΩΔΟΥΣ ΑΚΤΙΝΟΒΟΛΙΑΣ ΑΠΟ ΣΥΓΚΟΛΛΗΣΗ - (RO)
PERICOL DE RADIAŢII ULTRAVIOLETE DE LA SUDURĂ - (SV) FARA FÖR ULTRAVIOLETT STRÅLNING FRÅN SVETSNING - (CS) NEBEZPEČÍ ULTRAFIALOVÉHO ZÁŘENÍ ZE SVAŘOVÁNÍ Í - (HR-SR)
OPASNOST OD ULTRALJUBIČASTIH ZRAKA PRILIKOM VARENJA - (PL) NIEBEZPIECZEŃSTWO PROMIENIOWANIA NADFIOLETOWEGO PODCZAS SPAWANIA - (FI) HITSAUKSEN AIHEUTTAMAN
ULTRAVIOLETTISÄTEILYN VAARA - (DA) FARE FOR ULTRAVIOLETTE SVEJSESTRÅLER - (NO) FARE FOR ULTRAFIOLETT STRÅLNING UNDER SVEISINGSPROSEDYREN - (SL) NEVARNOST SEVANJA
ULTRAVIJOLIČNIH ŽARKOV ZARADI VARJENJA - (SK) NEBEZPEČENSTVO ULTRAFIALOVÉHO ŽIARENIA ZO ZVÁRANIA - (HU) HEGESZTÉS KÖVETKEZTÉBEN LÉTREJÖTT IBOLYÁNTÚLI SUGÁRZÁS
VESZÉLYE - (LT) ULTRAVIOLETINIO SPINDULIAVIMO SUVIRINIMO METU PAVOJUS - (ET) KEEVITAMISEL ERALDUVA ULTRAVIOLETTKIIRGUSEOHT - (LV) METINĀŠANAS ULTRAVIOLETĀ IZSTAROJUMA
BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ УЛТРАВИОЛЕТОВО ОБЛЪЧВАНЕ ПРИ ЗАВАРЯВАНЕ - (TR) KAYNAKTAN ULTRAVİOLE IŞIMA TEHLİKESİ - (AR)
(EN) DANGER OF FIRE - (IT) PERICOLO INCENDIO - (FR) RISQUE D’INCENDIE - (ES) PELIGRO DE INCENDIO - (DE) BRANDGEFAHR - (RU) ОПАСНОСТЬ ПОЖАРА - (PT) PERIGO DE
INCÊNDIO - (NL) GEVAAR VOOR BRAND - (EL) ΚΙΝΔΥΝΟΣ ΠΥΡΚΑΓΙΑΣ - (RO) PERICOL DE INCENDIU - (SV) BRANDRISK - (CS) NEBEZPEČÍ POŽÁRU - (HR-SR) OPASNOST OD POŽARA
- (PL) NIEBEZPIECZEŃSTWO POŻARU - (FI) TULIPALON VAARA - (DA) BRANDFARE - (NO) BRANNFARE - (SL) NEVARNOST POŽARA - (SK) NEBEZPEČENSTVO POŽIARU - (HU)
TŰZVESZÉLY - (LT) GAISRO PAVOJUS - (ET) TULEOHT - (LV) UGUNSGRĒKA BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ПОЖАР - (TR) YANGIN TEHLİKESİ - (AR)
(EN) DANGER OF BURNS - (IT) PERICOLO DI USTIONI - (FR) RISQUE DE BRÛLURES - (ES) PELIGRO DE QUEMADURAS - (DE) VERBRENNUNGSGEFAHR - (RU) ОПАСНОСТЬ
ОЖОГОВ - (PT) PERIGO DE QUEIMADURAS - (NL) GEVAAR VOOR BRANDWONDEN - (EL) ΚΙΝΔΥΝΟΣ ΕΓΚΑΥΜΑΤΩΝ - (RO) PERICOL DE ARSURI - (SV) RISK FÖR BRÄNNSKADA
- (CS) NEBEZPEČÍ POPÁLENIN - (HR-SR) OPASNOST OD OPEKLINA - (PL) NIEBEZPIECZEŃSTWO OPARZEŃ - (FI) PALOVAMMOJEN VAARA - (DA) FARE FOR FORBRÆNDINGER
- (NO) FARE FOR FORBRENNINGER - (SL) NEVARNOST OPEKLIN - (SK) NEBEZPEČENSTVO POPÁLENÍN - (HU) ÉGÉSI SÉRÜLÉS VESZÉLYE - (LT) NUSIDEGINIMO PAVOJUS
- (ET) PÕLETUSHAAVADE SAAMISE OHT - (LV) APDEGUMU GŪŠANAS BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ИЗГАРЯНИЯ - (TR) YANIK TEHLİKESİ - (AR)
(EN) DANGER OF STRONG MAGNETIC FIELD - (IT) PERICOLO CAMPI MAGNETICI INTENSI - (FR) DANGER CHAMPS MAGNÉTIQUES INTENSES - (ES) PELIGRO
CAMPOS MAGNÉTICOS INTENSOS - (DE) GEFAHR STARKER MAGNETFELDER - (RU) ОПАСНОСТЬ ИНТЕНСИВНЫХ МАГНИТНЫХ ПОЛЕЙ - (PT) PERIGO DE CAMPOS
MAGNÉTICOS INTENSOS - (NL) GEVAAR INTENSE MAGNETISCHE VELDEN - (EL) ΚΙΝΔΥΝΟΣ ΕΝΤΟΝΩΝ ΗΛΕΚΤΡΟΜΑΓΝΗΤΙΚΩΝ ΠΕΔΙΩΝ - (RO) PERICOL CÂMPURI
MAGNETICE INTENSE - (SV) RISK FÖR INTENSIVA MAGNETFÄLT - (CS) NEBEZPEČÍ INTENZIVNÍCH MAGNETICKÝCH POLÍ - (HR-SR) OPASNOST OD INTENZIVNIH
ELEKTROMAGNETSKIH POLJA - (PL) NIEBEZPIECZEŃSTWO SILNYCH PÓL MAGNETYCZNYCH - (FI) VOIMAKKAIDEN MAGNEETTIKENTTIEN VAARA - (DA) FARE STÆRKE
MAGNETISKE FELTER - (NO) FARE FOR INTENSIVE MAGNETISKE FELT - (SL) NEVARNOST MOČNIH MAGNETNIH POLJ - (SK) NEBEZPEČENSTVO INTENZÍVNYCH
MAGNETICKÝCH POLÍ - (HU) INTENZÍV MÁGNESES MEZŐK VESZÉLYE - (LT) INTENSYVAUS MAGNETINIO LAUKO PAVOJUS -
(ET) OHT - TUGEVAD MAGNETVÄLJAD
- (LV)
SPĒCĪGĀ MAGNĒTISKĀ LAUKA BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ СИЛНИ МАГНИТНИ ПОЛЕТА - (TR) GÜÇLÜ MANYETİK ALAN TEHLİKESİ - (AR)
(EN) DANGER OF NON-IONISING RADIATION - (IT) PERICOLO RADIAZIONI NON IONIZZANTI - (FR) DANGER RADIATIONS NON IONISANTES - (ES) PELIGRO RADIACIONES NO IONIZANTES
- (DE) GEFAHR NICHT IONISIERENDER STRAHLUNGEN - (RU) ОПАСНОСТЬ НЕ ИОНИЗИРУЮЩЕЙ РАДИАЦИИ - (PT) PERIGO DE RADIAÇÕES NÃO IONIZANTES - (NL) GEVAAR NIET
IONISERENDE STRALEN - (EL) ΚΙΝΔΥΝΟΣ ΜΗ ΙΟΝΙΖΟΝΤΩΝ ΑΚΤΙΝΟΒΟΛΙΩΝ - (RO) PERICOL DE RADIAŢII NEIONIZANTE - (SV) FARA FÖR ICKE JONISERANDE - (CS) NEBEZPEČÍ
NEIONIZUJÍCÍHO ZÁŘENÍ - (HR-SR) OPASNOST NEJONIZIRAJUĆIH ZRAKA - (PL) ZAGROŻENIE PROMIENIOWANIEM NIEJONIZUJĄCYM - (FI) IONISOIMATTOMAN SÄTEILYN VAARA -
(DA) FARE FOR IKKE-IONISERENDE STRÅLER - (NO) FARE FOR UJONISERT STRÅLNING - (SL) NEVARNOST NEJONIZIRANEGA SEVANJA - (SK) NEBEZPEČENSTVO NEIONIZUJÚCEHO
ZARIADENIA - (HU) NEM INOGEN SUGÁRZÁS VESZÉLYE - (LT) NEJONIZUOTO SPINDULIAVIMO PAVOJUS - (ET) MITTEIONISEERITUDKIIRGUSTE OHT - (LV) NEJONIZĒJOŠA
IZSTAROJUMA BĪSTAMĪBA - (BG) ОПАСТНОСТ ОТ НЕ ЙОНИЗИРАНО ОБЛЪЧВАНЕ - (TR) İYONLAŞTIRICI OLMAYAN RADYASYON TEHLİKESİ - (AR)
(EN) GENERAL HAZARD - (IT) PERICOLO GENERICO - (FR) DANGER GÉNÉRIQUE - (ES) PELIGRO GENÉRICO - (DE) GEFAHR ALLGEMEINER ART - (RU) ОБЩАЯ ОПАСНОСТЬ - (PT)
PERIGO GERAL - (NL) ALGEMEEN GEVAAR - (EL) ΓΕΝΙΚΟΣ ΚΙΝΔΥΝΟΣ - (RO) PERICOL GENERAL - (SV) ALLMÄN FARA - (CS) VŠEOBECNÉ NEBEZPEČÍ - (HR-SR) OPĆA OPASNOST - (PL)
OGÓLNE NIEBEZPIECZEŃSTWO - (FI) YLEINEN VAARA - (DA) ALMEN FARE - (NO) GENERISK FARE STRÅLNING - (SL) SPLOŠNA NEVARNOST - (SK) VŠEOBECNÉ NEBEZPEČENSTVO
- (HU) ÁLTALÁNOS VESZÉLY - (LT) BENDRAS PAVOJUS - (ET) ÜLDINE OHT - (LV) VISPĀRĪGA BĪSTAMĪBA - (BG) ОБЩИ ОПАСТНОСТИ - (TR) GENEL TEHLİKE - (AR)
(EN)DONOTUSETHEHANDLETOHANGTHEWELDINGMACHINE.-(IT)VIETATOUTILIZZARELAMANIGLIACOMEMEZZODISOSPENSIONEDELLASALDATRICE-(FR)INTERDIT
D’UTILISERLAPOIGNÉECOMMEMOYENDESUSPENSIONDUPOSTEDESOUDAGE-(ES)SEPROHÍBEUTILIZARLAMANILLACOMOMEDIODESUSPENSIÓNDELASOLDADORA
-(DE)ESISTUNTERSAGT,DENGRIFFALSMITTELZUMAUFHÄNGENDERSCHWEISSMASCHINEZUBENUTZEN-(RU)ЗАПРЕЩЕНОПОДВЕШИВАТЬСВАРОЧНЫЙАППАРАТ
ЗАРУЧКУ-(PT)ÉPROIBIDOUTILIZARAMAÇANETACOMOMEIODESUSPENSÃODOAPARELHODESOLDAR-(NL)DEHANDGREEPMAGNIETWORDENGEBRUIKTOMHET
LASAPPARAATAANOPTEHANGEN-(EL)ΑΠΑΓΟΡΕΥΕΤΑΙΗΧΡΗΣΗΤΗΣΧΕΙΡΟΛΑΒΗΣΣΑΝΜΕΣΟΑΝΥΨΩΣΗΣΤΗΣΣΥΓΚΟΛΛΗΤΗΤΙΚΗΣΣΥΣΚΕΥΗΣ-(RO)SEINTERZICEFOLOSIREA
MÂNERULUICAMIJLOCDESUSŢINEREAAPARATULUIDESUDURĂ-(SV)DETÄRFÖRBJUDETATTANVÄNDAHANDTAGETFÖRATTHÄNGAUPPSVETSEN-(CS)JEZAKÁZÁNO
POUŽÍVATRUKOJEŤJAKOPROSTŘEDEKKZAVĚŠENÍSVAŘOVACÍHOPŘÍSTROJE-(HR-SR)ZABRANJENOJEUPOTREBLJAVATIRUČKUZAPODIZANJESTROJAZAVARENJE-
(PL)ZABRANIASIEUŻYWANIAUCHWYTUJAKOŚRODKADOZAWIESZANIASPAWARKI-(FI)ONKIELLETTYÄKÄYTTÄÄKÄSIKAHVAAHITSAUSLAITTEENRIPUSTUSVÄLINEENÄ
-(DA)DETERFORBUDTATANVENDEHÅNDREBETTILATHÆVESVEJSEMASKINEN-(NO)DETERFORBUDTÅBRUKEHÅNDTAKETFORÅHENGESVEISEMASKINENOPP-
(SL)ROČAJANESMETEUPORABLJATIZAOBEŠANJEVARILNEGAAPARATA-(SK)JEZAKÁZANÉVEŠAŤZVÁRACÍPRÍSTROJZARUKOVÄŤ-(HU)TILOSAHEGESZTŐGÉPET
AFOGANTYÚJÁNÁLFOGVAFELAKASZTANI-(LT)DRAUDŽIAMANAUDOTIRANKENĄKAIPPRIEMONĘSUVIRINIMOAPARATOSUSTABDYMUI-(ET)ONKEELATUDRIPUTADA
KEEVITUSSEADETKASUTADESSELLEKSKÄEPIDET-(LV)IRAIZLIEGTSIZMANTOTROKTURIMETINĀŠANASAPARĀTAPIEKĀRŠANAI-(BG)ЗАБРАНЕНОЕДАСЕИЗПОЛЗВА
РЪКОХВАТКАТАКАТОСРЕДСТВОЗАОКАЧВАНЕНАЗАВАРЪЧНИЯАПАРАТ - (TR) KAYNAK MAKİNESİNİ SAPINDAN ASMAYIN - (AR)
(EN) EYE PROTECTIONS MUST BE WORN - (IT) OBBLIGO DI INDOSSARE OCCHIALI PROTETTIVI - (FR) PORT DES LUNETTES DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE USAR GAFAS DE
PROTECCIÓN - (DE) DAS TRAGEN EINER SCHUTZBRILLE IST PFLICHT - (RU) ОБЯЗАННОСТЬ НОСИТЬ ЗАЩИТНЫЕ ОЧКИ - (PT) OBRIGAÇÃO DE VESTIR ÓCULOS DE PROTECÇÃO - (NL) VERPLICHT
DRAGEN VAN BESCHERMENDE BRIL - (EL) ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΕΤΕΥΤΙΚΑ ΓΥΑΛΙΑ - (RO) ESTE OBLIGATORIE PURTAREA OCHELARILOR DE PROTECŢIE - (SV) OBLIGATORISKT ATT
ANVÄNDA SKYDDSGLASÖGON - (CS) POVINNOST POUŽÍVÁNÍ OCHRANNÝCH BRÝLÍ - (HR-SR) OBAVEZNA UPOTREBA ZAŠTITNIH NAOČALA - (PL) NAKAZ NOSZENIA OKULARÓW OCHRONNYCH
- (FI) SUOJALASIEN KÄYTTÖ PAKOLLISTA - (DA) PLIGT TIL AT ANVENDE BESKYTTELSESBRILLER - (NO) DET ER OBLIGATORISK Å HA PÅ SEG VERNEBRILLEN - (SL) OBVEZNA UPORABA ZAŠČITNIH
OČAL - (SK) POVINNOSŤ POUŽÍVANIA OCHRANNÝCH OKULIAROV - (HU) VÉDŐSZEMÜVEG VISELETE KÖTELEZŐ - (LT) PRIVALOMA DIRBTI SU APSAUGINIAIS AKINIAIS - (ET) KOHUSTUS KANDA
KAITSEPRILLE - (LV) PIENĀKUMS VILKT AIZSARGBRILLES - (BG) ЗАДЪЛЖИТЕЛНО ДА СЕ НОСЯТ ПРЕДПАЗНИ ОЧИЛА - (TR) KORUYUCU GÖZLÜK KULLANILMALIDIR - (AR)
(EN) NO ENTRY FOR UNAUTHORISED PERSONNEL - (IT) DIVIETO DI ACCESSO ALLE PERSONE NON AUTORIZZATE - (FR) ACCÈS INTERDIT AUX PERSONNES NON AUTORISÉES - (ES) PROHIBIDO
EL ACCESO A PERSONAS NO AUTORIZADAS - (DE) UNBEFUGTEN PERSONEN IST DER ZUTRITT VERBOTEN - (RU) ЗАПРЕТ ДЛЯ ДОСТУПА ПОСТОРОННИХ ЛИЦ - (PT) PROIBIÇÃO DE ACESSO
ÀS PESSOAS NÃO AUTORIZADAS - (NL) TOEGANGSVERBOD VOOR NIET GEAUTORISEERDE PERSONEN - (EL) ΑΠΑΓΟΡΕΥΣΗ ΠΡΟΣΒΑΣΗΣ ΣΕ ΜΗ ΕΠΙΤΕΤΡΑΜΕΝΑ ΑΤΟΜΑ - (RO) ACCESUL
PERSOANELOR NEAUTORIZATE ESTE INTERZIS - (SV) TILLTRÄDE FÖRBJUDET FÖR ICKE AUKTORISERADE PERSONER - (CS) ZÁKAZ VSTUPU NEPOVOLANÝM OSOBÁM - (HR-SR) ZABRANA PRISTUPA
NEOVLAŠTENIM OSOBAMA - (PL) ZAKAZ DOSTĘPU OSOBOM NIEUPOWAŻNIONYM - (FI) PÄÄSY KIELLETTY ASIATTOMILTA - (DA) ADGANG FORBUDT FOR UVEDKOMMENDE - (NO) PERSONER
SOM IKKE ER AUTORISERTE MÅ IKKE HA ADGANG TIL APPARATEN - (SL) DOSTOP PREPOVEDAN NEPOOBLAŠČENIM OSEBAM - (SK) ZÁKAZ NEOPRÁVNENÉHO PRÍSTUPU K OSÔB - (HU) FEL NEM
JOGOSÍTOTT SZEMÉLYEK SZÁMÁRA TILOS A BELÉPÉS - (LT) PAŠALINIAMS ĮEITI DRAUDŽIAMA - (ET) SELLEKS VOLITAMATA ISIKUTEL ON TÖÖALAS VIIBIMINE KEELATUD - (LV) NEPIEDEROŠĀM
PERSONĀM IEEJA AIZLIEGTA - (BG) ЗАБРАНЕН Е ДОСТЪПЪТ НА НЕУПЪЛНОМОЩЕНИ ЛИЦА - (TR) YETKİLİ OLMAYAN KİŞİLER GİREMEZ - (AR)

- 3 -
(EN) WEARING A PROTECTIVE MASK IS COMPULSORY - (IT) OBBLIGO USARE MASCHERA PROTETTIVA - (FR) PORT DU MASQUE DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE USAR
MÁSCARA DE PROTECCIÓN - (DE) DER GEBRAUCH EINER SCHUTZMASKE IST PFLICHT - (RU) ОБЯЗАННОСТЬ ПОЛЬЗОВАТЬСЯ ЗАЩИТНОЙ МАСКОЙ - (PT) OBRIGATÓRIO O USO DE MÁSCARA
DE PROTEÇÃO - (NL) VERPLICHT GEBRUIK VAN BESCHERMEND MASKER - (EL) ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΑΤΕΥΤΙΚΗ ΜΑΣΚΑ - (RO) FOLOSIREA MĂŞTII DE PROTECŢIE OBLIGATORIE - (SV)
OBLIGATORISKT ATT BÄRA SKYDDSMASK - (CS) POVINNÉ POUŽITÍ OCHRANNÉHO ŠTÍTU - (HR-SR) OBAVEZNO KORIŠTENJE ZAŠTITNE MASKE - (PL) NAKAZ UŻYWANIA MASKI OCHRONNEJ - (FI)
SUOJAMASKIN KÄYTTÖ PAKOLLISTA - (DA) PLIGT TIL AT ANVENDE BESKYTTELSESMASKE - (NO) FORPLIKTELSE Å BRUKE VERNEBRILLER - (SL) OBVEZNOST UPORABI ZAŠČITNE MASKE - (SK)
POVINNÉ POUŽITIE OCHRANNÉHO ŠTÍTU - (HU) VÉDŐMASZK HASZNÁLATA KÖTELEZŐ - (LT) PRIVALOMA UŽSIDĖTI APSAUGINĘ KAUKĘ - (ET) KOHUSTUSLIK KANDA KAITSEMASKI - (LV) PIENĀKUMS
IZMANTOT AIZSARGMASKU - (BG) ЗАДЪЛЖИТЕЛНО ИЗПОЛЗВАНЕ НА ПРЕДПАЗНА ЗАВАРЪЧНА МАСКА - (TR) KORUYUCU MASKE TAKMAK ZORUNLUDUR - (AR)
(EN) WEARING EAR PROTECTORS IS COMPULSORY - (IT) OBBLIGO PROTEZIONE DELL’UDITO - (FR) PROTECTION DE L’OUÏE OBLIGATOIRE - (ES) OBLIGACIÓN DE PROTECCIÓN DEL OÍDO - (DE) DAS
TRAGEN VON GEHÖRSCHUTZ IST PFLICHT - (RU) ОБЯЗАННОСТЬ ЗАЩИЩАТЬ СЛУХ - (PT) OBRIGATÓRIO PROTEGER O OUVIDO - (NL) VERPLICHTE OORBESCHERMING - (EL) ΥΠΟΧΡΕΩΣΗ ΠΡΟΣΤΑΣΙΑΣ
ΑΚΟΗΣ - (RO) PROTECŢIA AUZULUI OBLIGATORIE - (SV) OBLIGATORISKT ATT SKYDDA HÖRSELN - (CS) POVINNOST OCHRANY SLUCHU - (HR-SR) OBAVEZNA ZAŠTITA SLUHA - (PL) NAKAZ OCHRONY
SŁUCHU - (FI) KUULOSUOJAUS PAKOLLINEN - (DA) PLIGT TIL AT ANVENDE HØREVÆRN - (NO) FORPLIKTELSE Å BRUKE HØRSELVERN - (SL) OBVEZNA UPORABA GLUŠNIKOV - (SK) POVINNÁ
OCHRANA SLUCHU - (HU) HALLÁSVÉDELEM KÖTELEZŐ - (LT) PRIVALOMOS APSAUGOS PRIEMONĖS KLAUSOS ORGANAMS - (ET) KOHUSTUS KANDA KUULMISKAITSEVAHENDEID - (LV) PIENĀKUMS
AIZSARGĀT DZIRDES ORGĀNUS - (BG) ЗАДЪЛЖИТЕЛНО ДА СЕ НОСЯТ ПРЕДПАЗНИ СРЕДСТВА ЗА СЛУХА - (TR) KORUYUCU KULAKLIK KULLANMAK ZORUNLUDUR - (AR)
(EN) DANGER OF CRUSHING UPPER LIMBS - (IT) PERICOLO SCHIACCIAMENTO ARTI SUPERIORI - (FR) RISQUE D’ÉCRASEMENT DES MEMBRES SUPÉRIEURS - (ES) PELIGRO DE
APLASTAMIENTODELOSMIEMBROSSUPERIORES-(DE)QUETSCHGEFAHRFÜRDIEOBERENGLIEDMASSEN-(RU)ОПАСНОСТЬРАЗДАВЛИВАНИЯВЕРХНИХКОНЕЧНОСТЕЙ-(PT)
PERIGODEESMAGAMENTODOSMEMBROSSUPERIORES-(NL)GEVAARVOORVERPLETTINGBOVENSTELEDEMATEN-(EL)ΚΙΝΔΥΝΟΣΣΥΝΘΛΙΨΗΣΑΝΩΜΕΛΩΝ-(RO)PERICOL
DESTRIVIREAMEMBRELORSUPERIOARE-(SV)RISKFÖRKLÄMNINGAVDEÖVREEXTREMITETERNA-(CS)NEBEZPEČÍPŘITLAČENÍHORNÍCHKONČETIN-(HR-SR)OPASNOST
ODGNJEČENJAGORNJIHUDOVA-(PL)NIEBEZPIECZEŃSTWOZGNIECENIAKOŃCZYNGÓRNYCH-(FI)YLÄRAAJOJENPURISTUMISVAARA-(DA)FAREFORFASTKLEMNING
AFDEØVRELEMMER-(NO)FAREFORÅKLEMMEARMENE-(SL)NEVARNOSTZMEČKANINZGORNJIHUDOV-(SK)NEBEZPEČENSTVOPRITLAČENIAHORNÝCHKONČATÍN
-(HU)FELSŐVÉGTAGOKÖSSZENYOMÁSÁNAKVESZÉLYE-(LT)VIRŠUTINIŲGALŪNIŲSUSPAUDIMOPAVOJUS-(ET)ÜLAJÄSEMETEMULJUDASAAMISEOHT-(LV)AUGŠĒJO
EKSTREMITĀŠUSASPIEŠANASBĪSTAMĪBA-(BG)ОПАСНОСТОТПРЕМАЗВАНЕНАГОРНИТЕКРАЙНИЦИ - (TR) ÜST UZUVLARIN EZİLME TEHLİKESİ - (AR)
(EN)WARNING:MOVINGPARTS-(IT)ATTENZIONEORGANIINMOVIMENTO-(FR)ATTENTIONORGANESENMOUVEMENT-(ES)ATENCIÓNÓRGANOSENMOVIMIENTO-(DE)
VORSICHT BEWEGUNGSELEMENTE - (RU) ВНИМАНИЕ, ЧАСТИ В ДВИЖЕНИИ - (PT) CUIDADO ÓRGÃOS EM MOVIMENTO - (NL) OPGELET ORGANEN IN BEWEGING - (EL)
ΠΡΟΣΟΧΗΟΡΓΑΝΑΣΕΚΙΝΗΣΗ-(RO)ATENŢIEPIESEÎNMIŞCARE-(SV)VARNINGFÖRORGANIRÖRELSE-(CS)POZORNAPOHYBUJÍCÍSESOUČÁSTI-(HR-SR)POZORDIJELOVI
UPOKRETU-(PL)UWAGA:RUCHOMECZĘŚCIMASZYNY-(FI)VAROLIIKKUVIAOSIA-(DA)PASPÅDELEIBEVÆGELSE-(NO)ADVARSEL:BEVEGELIGEDELER-(SL)POZOR,
NAPRAVEDELUJEJO-(SK)POZORNAPOHYBUJÚCESASÚČASTI-(HU)VIGYÁZAT:GÉPALKATRÉSZEKMOZGÁSBANVANNAK-(LT)DĖMESIO!JUDANČIOSDETALĖS-(ET)
TÄHELEPANU!LIIKUVADMASINAOSAD-(LV)UZMANĪBUKUSTĪGĀSDAĻAS-(BG)ВНИМАНИЕДВИЖЕЩИСЕМЕХАНИЗМИ - (TR) DİKKAT: HAREKETLİ PARÇALAR - (AR)
(EN) USERS OF VITAL ELECTRICAL AND ELECTRONIC APPARATUS MUST NEVER USE THE MACHINE - (IT) VIETATO L’USO DELLA MACCHINA AI PORTATORI DI APPARECCHIATURE ELETTRICHE ED
ELETTRONICHE VITALI - (FR) L’UTILISATION DE LA MACHINE EST DÉCONSEILLÉE AUX PORTEURS D’APPAREILS ÉLECTRIQUES OU ÉLECTRONIQUES MÉDICAUX - (ES) PROHIBIDO EL USO DE LA
MÁQUINA A LOS PORTADORES DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS VITALES - (DE) TRÄGERN LEBENSERHALTENDER ELEKTRISCHER UND ELEKTRONISCHER GERÄTE IST DER GEBRAUCH DER
MASCHINE UNTERSAGT - (RU) ИСПОЛЬЗОВАНИЕ УСТАНОВКИ ЗАПРЕЩЕНО ЛИЦАМ, ИСПОЛЬЗУЮЩИМ ЭЛЕКТРОННУЮ И ЭЛЕКТРОАППАРАТУРУ ОБЕСПЕЧЕНИЯ ЖИЗНЕДЕЯТЕЛЬНОСТИ - (PT) É
PROIBIDO O USO DA MÁQUINA AOS PORTADORES DE APARELHAGENS ELÉCTRICAS E ELECTRÓNICAS VITAIS - (NL) HET GEBRUIK VAN DE MACHINE IS VERBODEN AAN DRAGERS VAN ELEKTRISCHE
EN ELEKTRONISCHE VITALE APPARATUUR - (EL) ΑΠΑΓΟΡΕΥΕΤΑΙ Η ΧΡΗΣΗ ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ ΣΕ ΑΤΟΜΑ ΠΟΥ ΦΕΡΟΥΝ ΗΛΕΚΤΡΙΚΕΣ ΚΑΙ ΗΛΕΚΤΡΟΝΙΚΕΣ ΣΥΣΚΕΥΕΣ ΖΩΤΙΚΗΣ ΣΗΜΑΣΙΑΣ - (RO) SE
INTERZICE FOLOSIREA MAŞINII DE CĂTRE PERSOANELE PURTĂTOARE DE APARATE ELECTRICE ŞI ELECTRONICE VITALE - (SV) FÖRBJUDET FÖR ANVÄNDARE AV LIVSUPPEHÅLLANDE ELEKTRISKA ELLER
ELEKTRONISKA APPARATER ATT ANVÄNDA DENNA MASKIN - (CS) ZÁKAZ POUŽITÍ STROJE NOSITELŮM ELEKTRICKÝCH A ELEKTRONICKÝCH ŽIVOTNĚ DŮLEŽITÝCH ZAŘÍZENÍ - (HR-SR) ZABRANJENO
JE UPOTREBLJAVATI STROJ OSOBAMA KOJE IMAJU UGRAĐENE VITALNE ELEKTRIČNE ILI ELEKTRONIČKE UREĐAJE - (PL) ZABRONIONE JEST UŻYWANIE URZĄDZENIA OSOBOM STOSUJĄCYM
ELEKTRYCZNE I ELEKTRONICZNE URZĄDZENIA WSPOMAGAJĄCE FUNKCJE ŻYCIOWE - (FI) KONEEN KÄYTTÖKIELTO SÄHKÖISTEN JA ELEKTRONISTEN HENKILÖNSUOJALAITTEIDEN KÄYTTÄJILLE
- (DA) DET ER FORBUDT FOR PERSONER, DER ANVENDER LIVSVIGTIGT ELEKTRISK OG ELEKTRONISK APPARATUR, AT ANVENDE MASKINEN - (NO) DET ER FORBUDT FOR PERSONER SOM BRUKER
LIVSVIKTIGE ELEKTRISKE ELLER ELEKTRONISKE APPARATER Å BRUKE MASKINEN - (SL) PREPOVEDANA UPORABA STROJA ZA UPORABNIKE ŽIVLJENJSKO POMEMBNIH ELEKTRIČNIH IN ELEKTRONSKIH
NAPRAV - (SK) ZÁKAZ POUŽÍVANIA STROJA OSOBÁM SO ŽIVOTNE DÔLEŽITÝMI ELEKTRICKÝMI A ELEKTRONICKÝMI ZARIADENIAMI - (HU) TILOS A GÉP HASZNÁLATA MINDAZOK SZÁMÁRA, AKIK
SZERVEZETÉBEN ÉLETFENNTARTÓ ELEKTROMOS VAGY ELEKTRONIKUS KÉSZÜLÉK VAN BEÉPÍTVE - (LT) GRIEŽTAI DRAUDŽIAMA SU ĮRANGA DIRBTI ASMENIMS, BESINAUDOJANTIEMS GYVYBIŠKAI
SVARBIAIS ELEKTRINIAIS AR ELEKTRONINIAIS PRIETAISAIS - (ET) SEADET EI TOHI KASUTADA ISIKUD, KES KASUTAVAD MEDITSIINILISI ELEKTRI-JA ELEKTROONIKASEADMEID - (LV) ELEKTRISKO VAI
ELEKTRONISKO MEDICĪNISKO IERĪČU LIETOTĀJIEM IR AIZLIEGTS IZMANTOT MAŠĪNU - (BG) ЗАБРАНЕНО Е ПОЛЗВАНЕТО НА МАШИНАТА ОТ ЛИЦА, НОСИТЕЛИ НА ЕЛЕКТРИЧЕСКИ И ЕЛЕКТРОННИ
МЕДИЦИНСКИ УСТРОЙСТВА - (TR) HAYATİ ELEKTRİKLİ VE ELEKTRONİK CİHAZ KULLANANLAR MAKİNEYİ KULLANMAMALIDIR - (AR)
(EN) PEOPLE WITH METAL PROSTHESES ARE NOT ALLOWED TO USE THE MACHINE - (IT) VIETATO L’USO DELLA MACCHINA AI PORTATORI DI PROTESI METALLICHE - (FR) UTILISATION INTERDITE DE LA
MACHINE AUX PORTEURS DE PROTHÈSES MÉTALLIQUES - (ES) PROHIBIDO EL USO DE LA MÁQUINA A LOS PORTADORES DE PRÓTESIS METÁLICAS - (DE) TRÄGERN VON METALLPROTHESEN IST DER
UMGANG MIT DER MASCHINE VERBOTEN - (RU) ИСПОЛЬЗОВАНИЕ МАШИНЫ ЗАПРЕЩАЕТСЯ ЛЮДЯМ, ИМЕЮЩИМ МЕТА ЛЛИЧЕСКИЕ ПРОТЕЗЫ - (PT) PROIBIDO O USO DA MÁQUINA AOS PORTADORES
DE PRÓTESES METÁLICAS - (NL) HET GEBRUIK VAN DE MACHINE IS VERBODEN AAN DE DRAGERS VAN METALEN PROTHESEN - (EL) ΑΠΑΓΟΡΕΥΕΤΑΙ Η ΧΡΗΣΗ ΤΗΣ ΜΗΧΑΝΗΣ ΣΕ ΑΤΟΜΑ ΠΟΥ ΦΕΡΟΥΝ
ΜΕΤΑΛΛΙΚΕΣ ΠΡΟΣΘΗΚΕΣ - (RO) SE INTERZICE FOLOSIREA MAŞINII DE CĂTRE PERSOANELE PURTĂTOARE DE PROTEZE METALICE - (SV) FÖRBJUDET FÖR PERSONER SOM BÄR METALLPROTES ATT
ANVÄNDA MASKINEN - (CS) ZÁKAZ POUŽITÍ STROJE NOSITELŮM KOVOVÝCH PROTÉZ - (HR-SR) ZABRANJENA UPOTREBA STROJA OSOBAMA KOJE NOSE METALNE PROTEZE - (PL) ZAKAZ UŻYWANIA
URZĄDZENIA OSOBOM STOSUJĄCYM PROTEZY METALOWE - (FI) KONEEN KÄYTTÖ KIELLETTY METALLIPROTEESIEN KANTAJILTA - (DA) DET ER FORBUDT FOR PERSONER MED METALPROTESER AT BENYTTE
MASKINEN - (NO) BRUK AV MASKINEN ER IKKE TILLATT FOR PERSONER MED METALLPROTESER - (SL) PREPOVEDANA UPORABA STROJA ZA NOSILCE KOVINSKIH PROTEZ - (SK) ZÁKAZ POUŽITIA STROJA
OSOBÁM S KOVOVÝMI PROTÉZAMI - (HU) TILOS A GÉP HASZNÁLATA FÉMPROTÉZIST VISELŐ SZEMÉLYEK SZÁMÁRA - (LT ) SU SUVIRINIMO APARATU DRAUDŽIAMA DIRBTI ASMENIMS, NAUDOJANTIEMS
METALINIUS PROTEZUS - (ET) SEADET EI TOHI KASUTADA ISIKUD, KES KASUTAVAD METALLPROTEESE - (LV) CILVĒKIEM AR METĀLA PROTĒZĒM IR AIZLIEGTS LIETOT IERĪCI - (BG) ЗАБРАНЕНА Е
УПОТРЕБАТА НА МАШИНАТА ОТ НОСИТЕЛИ НА МЕТАЛНИ ПРОТЕЗИ - (TR) METAL PROTEZLİ İNSANLAR MAKİNEYİ KULLANAMAZ - (AR)
(EN) DO NOT WEAR OR CARRY METAL OBJECTS, WATCHES OR MAGNETISED CARDS - (IT) VIETATO INDOSSARE OGGETTI METALLICI, OROLOGI E SCHEDE MAGNETICHE - (FR) INTERDICTION DE PORTER
DES OBJETS MÉTALLIQUES, MONTRES ET CARTES MAGNÉTIQUES - (ES) PROHIBIDO LLEVAR OBJETOS METÁLICOS, RELOJES, Y TARJETAS MAGNÉTICAS - (DE) DAS TRAGEN VON METALLOBJEKTEN,
UHREN UND MAGNETKARTEN IST VERBOTEN - (RU) ЗАПРЕЩАЕТСЯ НОСИТЬ МЕТАЛЛИЧЕСКИЕ ПРЕДМЕТЫ, ЧАСЫ ИЛИ МАГНИТНЫЕ ПЛАТЫЮ - (PT) PROIBIDO VESTIR OBJECTOS METÁLICOS,
RELÓGIOS E FICHAS MAGNÉTICAS - (NL) HET IS VERBODEN METALEN VOORWERPEN, UURWERKEN EN MAGNETISCHE FICHES TE DRAGEN - (EL) ΑΠΑΓΟΡΕΥΕΤΑΙ ΝΑ ΦΟΡΑΤΕ ΜΕΤΑΛΛΙΚΑ ΑΝΤΙΚΕΙΜΕΝΑ,
ΡΟΛΟΓΙΑ ΚΑΙ ΜΑΓΝΗΤΙΚΕΣ ΠΛΑΚΕΤΕΣ - (RO) ESTE INTERZISĂ PURTAREA OBIECTELOR METALICE, A CEASURILOR ŞI A CARTELELOR MAGNETICE - (SV) FÖRBJUDET ATT BÄRA METALLFÖREMÅL,
KLOCKOR OCH MAGNETKORT - (CS) ZÁKAZ NOŠENÍ KOVOVÝCH PŘEDMĚTŮ, HODINEK A MAGNETICKÝCH KARET - (HR-SR) ZABRANJENO NOŠENJE METALNIH PREDMETA, SATOVA I MAGNETSKIH
ČIPOVA - (PL) ZAKAZ NOSZENIA PRZEDMIOTÓW METALOWYCH, ZEGARKÓW I KART MAGNETYCZNYCH - (FI) METALLISTEN ESINEIDEN, KELLOJEN JA MAGNEETTIKORTTIEN MUKANA PITÄMINEN
KIELLETTY - (DA) FORBUD MOD AT BÆRE METALGENSTANDE, URE OG MAGNETISKE KORT - (NO) FORBUDT Å HA PÅ SEG METALLFORMÅL, KLOKKER OG MAGNETISKE KORT - (SL) PREPOVEDANO
NOŠENJE KOVINSKIH PREDMETOV, UR IN MAGNETNIH KARTIC - (SK) ZÁKAZ NOSENIA KOVOVÝCH PREDMETOV, HODINIEK A MAGNETICKÝCH KARIET - (HU) TILOS FÉMTÁRGYAK, KARÓRÁK VISELETE
ÉS MÁGNESES KÁRTYÁK MAGUKNÁL TARTÁSA - (LT) DRAUDŽIAMA PRIE SAVĘS TURĖ TI METALINIŲ DAIKTŲ, LAIKRODŽIŲ AR MAGNETINIŲ PLOKŠTELIŲ - (ET) KEELATUD ON KANDA METALLESEMEID,
KELLASID JA MAGENTKAARTE - (LV) IR AIZLIEGTS VILKT METĀLA PRIEKŠMETUS, PULKSTEŅUS UN ŅEMT LĪDZI MAGNĒTISKĀS KARTES - (BG) ЗАБРАНЕНО Е НОСЕНЕТО НА МЕТАЛНИ ПРЕДМЕТИ,
ЧАСОВНИЦИ И МАГНИТНИ СХЕМИ - (TR) METAL NESNELER, SAATLER YA DA MANYETİK KARTLARI KULLANMAYIN VEYA TAŞIMAYIN - (AR)
(EN) NOT TO BE USED BY UNAUTHORISED PERSONNEL - (IT) VIETATO L’USO ALLE PERSONE NON AUTORIZZATE - (FR) UTILISATION INTERDITE AU PERSONNEL NON AUTORISÉ - (ES)
PROHIBIDO EL USO A PERSONAS NO AUTORIZADAS - (DE) DER GEBRAUCH DURCH UNBEFUGTE PERSONEN IST VERBOTEN - (RU) ИСПОЛЬЗОВАНИЕ ЗАПРЕЩАЕТСЯ ЛЮДЯМ, НЕ ИМЕЮЩИМ
РАЗРЕШЕНИЯ - (PT) PROIBIDO O USO ÀS PESSOAS NÃO AUTORIZADAS - (NL) HET GEBRUIK IS VERBODEN AAN NIET GEAUTORISEERDE PERSONEN - (EL) ΑΠΑΓΟΡΕΥΣΗ ΧΡΗΣΗΣ ΣΕ ΜΗ
ΕΠΙΤΕΤΡΑΜΕΝΑ ΑΤΟΜΑ - (RO) FOLOSIREA DE CĂTRE PERSOANELE NEAUTORIZATE ESTE INTERZISĂ - (SV) FÖRBJUDET FÖR ICKE AUKTORISERADE PERSONER ATT ANVÄNDA APPARATEN
- (CS) ZÁKAZ POUŽITÍ NEPOVOLANÝM OSOBÁM - (HR-SR) ZABRANJENA UPOTREBA NEOVLAŠTENIM OSOBAMA - (PL) ZAKAZ UŻYWANIA OSOBOM NIEAUTORYZOWANYM - (FI) KÄYTTÖ
KIELLETTY VALTUUTTAMATTOMILTA HENKILÖILTÄ - (DA) DET ER FORBUDT FOR UVEDKOMMENDE AT ANVENDE MASKINEN - (NO) BRUK ER IKKE TILLATT FOR UAUTORISERTE PERSONER - (SL)
NEPOOBLAŠČENIM OSEBAM UPORABA PREPOVEDANA - (SK) ZÁKAZ POUŽITIA NEPOVOLANÝM OSOBÁM - (HU) TILOS A HASZNÁLATA A FEL NEM JOGOSÍTOTT SZEMÉLYEK SZÁMÁRA - (LT)
PAŠALINIAMS NAUDOTIS DRAUDŽIAMA - (ET) SELLEKS VOLITAMATA ISIKUTEL ON SEADME KASUTAMINE KEELATUD - (LV) NEPILNVAROTĀM PERSONĀM IR AIZLIEGTS IZMANTOT APARĀTU
- (BG) ЗАБРАНЕНО Е ПОЛЗВАНЕТО ОТ НЕУПЪЛНОМОЩЕНИ ЛИЦА - (TR) YETKİSİZ PERSONEL TARAFINDAN KULLANILAMAZ - (AR)
(EN) Symbol indicating separation of electrical and electronic appliances for refuse collection. The user is not allowed to dispose of these appliances as solid, mixed urban refuse, and must
do it through authorised refuse collection centres. - (IT) Simbolo che indica la raccolta separata delle apparecchiature elettriche ed elettroniche. L’utente ha l’obbligo di non smaltire questa
apparecchiatura come riuto municipale solido misto, ma di rivolgersi ai centri di raccolta autorizzati. - (FR) Symbole indiquant la collecte diérenciée des appareils électriques et électroniques.
L’utilisateur ne peut éliminer ces appareils avec les déchets ménagers solides mixtes, mais doit s’adresser à un centre de collecte autorisé. - (ES) Símbolo que indica la recogida por separado
de los aparatos eléctricos y electrónicos. El usuario tiene la obligación de no eliminar este aparato como desecho urbano sólido mixto, sino de dirigirse a los centros de recogida autorizados.
- (DE) Symbol für die getrennte Erfassung elektrischer und elektronischer Geräte. Der Benutzer hat pichtgemäß dafür zu sorgen, daß dieses Gerät nicht mit dem gemischt erfaßten festen
Siedlungsabfall entsorgt wird. Stattdessen muß er eine der autorisierten Entsorgungsstellen einschalten. - (RU) Символ, указывающий на раздельный сбор электрического и электронного
оборудования. Пользователь не имеет права выбрасывать данное оборудование в качестве смешанного твердого бытового отхода, а обязан обращаться в специализированные
центры сбора отходов. - (PT) Símbolo que indica a reunião separada das aparelhagens eléctricas e electrónicas. O utente tem a obrigação de não eliminar esta aparelhagem como lixo municipal
sólido misto, mas deve procurar os centros de recolha autorizados. - (NL) Symbool dat wijst op de gescheiden inzameling van elektrische en elektronische toestellen. De gebruiker is verplicht deze
toestellen niet te lozen als gemengde vaste stadsafval, maar moet zich wenden tot de geautoriseerde ophaalcentra. - (EL) Σύμβολο που δείχνει τη διαφοροποιημένη συλλογή των ηλεκτρικών
κια ηλεκτρονικών συσκευών. Ο χρήστης υποχρεούται να μην διοχετεύει αυτή τη συσκευή σαν μικτό στερεό αστικό απόβλητο, αλλά να απευθύνεται σε εγκεκριμένα κέντρα συλλογής. - (RO)
Simbol ce indică depozitarea separată a aparatelor electrice şi electronice. Utilizatorul este obligat să nu depoziteze acest aparat împreună cu deşeurile solide mixte ci să-l predea într-un centru
de depozitare a deşeurilor autorizat. - (SV) Symbol som indikerar separat sopsortering av elektriska och elektroniska apparater. Användaren får inte sortera denna anordning tillsammans med
blandat fast hushållsavfall, utan måste vända sig till en auktoriserad insamlingsstation. - (CS) Symbol označující separovaný sběr elektrických a elektronických zařízení. Uživatel je povinen
nezlikvidovat toto zařízení jako pevný smíšený komunální odpad, ale obrátit se s ním na autorizované sběrny. - (HR-SR) Simbol koji označava posebno sakupljanje električnih i elektronskih
aparata. Korisnik ne smije odložiti ovaj aparat kao običan kruti otpad, već se mora obratiti ovlaštenim centrima za sakupljanje. - (PL) Symbol, który oznacza sortowanie odpadów aparatury
elektrycznej i elektronicznej. Zabrania się likwidowania aparatury jako mieszanych odpadów miejskich stałych, obowiązkiem użytkownika jest skierowanie się do autoryzowanych ośrodków
gromadzących odpady - (FI) Symboli, joka ilmoittaa sähkö- ja elektroniikkalaitteiden erillisen keräyksen. Käyttäjän velvollisuus on kääntyä valtuutettujen keräyspisteiden puoleen eikä välittää
laitetta kunnallisena sekajätteenä. - (DA) Symbol, der står for særlig indsamling af elektriske og elektroniske apparater. Brugeren har pligt til ikke at bortskae dette apparat som blandet, fast
byaald; der skal rettes henvendelse til et autoriseret indsamlingscenter. - (NO) Symbol som angir separat sortering av elektriske og elektroniske apparater. Brukeren må oppfylle forpliktelsen
å ikke kaste bort dette apparatet sammen med vanlige hjemmeavfallet, uten henvende seg til autoriserte oppsamlingssentraler. - (SL) Simbol, ki označuje ločeno zbiranje električnih in
elektronskih aparatov. Uporabnik tega aparata ne sme zavreči kot navaden gospodinjski trden odpadek, ampak se mora obrniti na pooblaščene centre za zbiranje. - (SK) Symbol označujúci
separovaný zber elektrických a elektronických zariadení. Užívateľ nesmie likvidovať toto zariadenie ako pevný zmiešaný komunálny odpad, ale je povinný doručiť ho do autorizovaný zberní.
- (HU) Jelölés, mely az elektromos és elektronikus felszerelések szelektív hulladékgyűjtését jelzi. A felhasználó köteles ezt a felszerelést nem a városi törmelékhulladékkal együttesen gyűjteni,
hanem erre engedéllyel rendelkező hulladékgyűjtő központhoz fordulni. - (LT) Simbolis, nurodantis atskirų nebenaudojamų elektrinių ir elektroninių prietaisų surinkimą. Vartotojas negali
išmesti šių prietaisų kaip mišrių kietųjų komunalinių atliekų, bet privalo kreiptis į specializuotus atliekų surinkimo centrus. - (ET) Sümbol, mis tähistab elektri- ja elektroonikaseadmete eraldi
kogumist. Kasutaja kohustuseks on pöörduda volitatud kogumiskeskuste poole ja mitte käsitleda seda aparaati kui munitsipaalne segajääde. - (LV) Simbols, kas norāda uz to, ka utilizācija ir
jāveic atsevišķi no citām elektriskajām un elektroniskajām ierīcēm. Lietotāja pienākums ir neizmest šo aparatūru municipālajā cieto atkritumu izgāztuvē, bet nogādāt to pilnvarotajā atkritumu
savākšanas centrā. - (BG) Символ, който означава разделно събиране на електрическата и електронна апаратура. Ползвателят се задължава да не изхвърля тази апаратура като смесен
твърд отпадък в контейнерите за смет, поставени от общината, а трябва да се обърне към специализираните за това центрове - (TR) Atık toplama için elektrikli ve elektronik cihazların
ayrılmasını belirten sembol. Kullanıcının bu cihazları katı, karışık kentsel atık olarak bertaraf etmesine izin verilmez, bertaraf yetkili çöp toplama merkezlerince yapılmalıdır. - (AR)
.

- 4 -
(EN) GUARANTEE AND CONFORMITY - (IT) GARANZIA E CONFORMITÀ - (FR) GARANTIE ET CONFORMITÉ - (ES) GARANTÍA Y CONFORMIDAD - (DE) GARANTIE UND KONFORMITÄT
-(RU)ГАРАНТИЯИСООТВЕТСТВИЕ-(PT)GARANTIAECONFORMIDADE-(NL)GARANTIEENCONFORMITEIT-(EL)ΕΓΓΥΗΣΗΚΑΙΣΥΜΜΟΡΦΩΣΗΣΤΙΣΔΙΑΤΑΞΕΙΣ-(RO)GARNŢIE
ŞICONFORMITATE-(SV)GARANTIOCHÖVERENSSTÄMMELSE-(CS)ZÁRUKAASHODA-(HR-SR)GARANCIJAISUKLADNOST-(PL)GWARANCJAIZGODNOŚĆ-(FI)TAKUUJA
VAATIMUSTENMUKAISUUS’-(DA)GARANTIOGOVERENSSTEMMELSESERKLÆRING-(NO)GARANTIOGKONFORMITET-(SL)GARANCIJAINUDOBJE-(SK)ZÁRUKAAZHODA
-(HU)GARANCIAÉSAJOGSZABÁLYIELŐÍRÁSOKNAKVALÓMEGFELELŐSÉG-(LT)GARANTIJAIRATITIKTIS-(ET)GARANTIIJAVASTAVUS-(LV)GARANTIJAUNATBILSTĪBA-
(BG)ГАРАНЦИЯИСЪОТВЕТСТВИЕ-(TR)GARANTİVEUYGUNLUK-(AR)
INSTRUCTIONSFORUSEANDMAINTENANCE...................................................pag.5
WARNING!BEFOREUSINGTHEWELDINGMACHINEREADTHEINSTRUCTIONMANUALCAREFULLY! EN
ISTRUZIONIPERL’USOELAMANUTENZIONE...................................................pag.10
ATTENZIONE!PRIMADIUTILIZZARELASALDATRICELEGGEREATTENTAMENTEILMANUALEDIISTRUZIONE! IT
INSTRUCTIONSD’UTILISATIONETD’ENTRETIEN..............................................pag.15
ATTENTION!AVANTTOUTEUTILISATIONDUPOSTEDESOUDAGE,LIREATTENTIVEMENTLEMANUELD’INSTRUCTIONS! FR
INSTRUCCIONESPARAELUSOYMANTENIMIENTO.........................................pág.20
ATENCIÓN!ANTESDEUTILIZARLASOLDADORALEERATENTAMENTEELMANUALDEINSTRUCCIONES! ES
BETRIEBS- UND WARTUNGSANLEITUNG...............................................................s. 26
ACHTUNG!VORGEBRAUCHDERSCHWEISSMASCHINELESENSIEBITTESORGFÄLTIGDIEBETRIEBSANLEITUNG! DE
ИНСТРУКЦИИПОРАБОТЕИТЕХОБСЛУЖИВАНИЮ........................................стр.32
ВНИМАНИЕ!ПЕРЕДТЕМ,КАКИСПОЛЬЗОВАТЬМАШИНУ,ВНИМАТЕЛЬНОПРОЧИТАТЬРУКОВОДСТВОПОЛЬЗОВАТЕЛЯ! RU
INSTRUÇÕESDEUSOEMANUTENÇÃO.............................................................pág.38
CUIDADO!ANTESDEUTILIZARAMÁQUINADESOLDALERCUIDADOSAMENTEOMANUALDEINSTRUÇÕES! PT
INSTRUCTIES VOOR HET GEBRUIK EN HET ONDERHOUD..............................pag.43
OPGELET!VOORDATMENDELASMACHINEGEBRUIKTMOETMENAANDACHTIGDEINSTRUCTIEHANDLEIDINGLEZEN! NL
ΟΔΗΓΙΕΣΧΡΗΣΗΣΚΑΙΣΥΝΤΗΡΗΣΗΣ...................................................................σελ.49
ΠΡΟΣΟΧΗ!ΠΡΙΝΧΡΗΣΙΜΟΠΟΙΗΣΕΤΕΤΟΣΥΓΚΟΛΛΗΤΗΔΙΑΒΑΣΤΕΠΡΟΣΕΚΤΙΚΑΤΟΕΓΧΕΙΡΙΔΙΟΧΡΗΣΗΣ! EL
INSTRUCŢIUNIDEFOLOSIREŞIÎNTREŢINERE.................................................pag.55
ATENŢIE:CITIŢICUATENŢIEACESTMANUALDEINSTRUCŢIUNIÎNAINTEDEFOLOSIREAAPARATULUIDESUDURĂ! RO
INSTRUKTIONERFÖRANVÄNDNINGOCHUNDERHÅLL....................................sid.60
VIKTIGT!LÄSBRUKSANVISNINGENNOGGRANTINNANNIANVÄNDERSVETSEN! SV
NÁVODKPOUŽITÍAÚDRŽBĚ.................................................................................str.65
UPOZORNĚNÍ:PŘEDPOUŽITÍMSVAŘOVACÍHOPŘÍSTROJESIPOZORNĚPŘEČTĚTENÁVODKPOUŽITÍ! CS
UPUTSTVAZAUPOTREBUISERVISIRANJE..........................................................str.70
POZOR:PRIJEUPOTREBESTROJAZAVARENJEPOTREBNOJEPAŽLJIVOPROČITATIPRIRUČNIKZAUPOTREBU! HR SR
INSTRUKCJEOBSŁUGIIKONSERWACJI..............................................................str.75
UWAGA:PRZEDROZPOCZĘCIEMSPAWANIANALEŻYUWAŻNIEPRZECZYTAĆINSTRUKCJĘOBSŁUGI! PL
KÄYTTÖ-JAHUOLTO-OHJEET..................................................................................s.81
HUOM!ENNENHITSAUSKONEENKÄYTTÖÄLUEHUOLELLISESTIKÄYTTÖOHJEKIRJA! FI
BRUGS-OGVEDLIGEHOLDELSESVEJLEDNING..................................................sd.86
GIVAGT!LÆSBRUGERVEJLEDNINGENOMHYGGELIGT,FØRMASKINENTAGESIBRUG! DA
INSTRUKSER FOR BRUK OG VEDLIKEHOLD..........................................................s.91
ADVARSEL!FØRDUBRUKERSVEISEBRENNERENMÅDULESEBRUKERVEILEDNINGENNØYE! NO
NAVODILAZAUPORABOINVZDRŽEVANJE..........................................................str.96
POZOR:PREDUPORABOVARILNENAPRAVEPOZORNOPREBERITEPRIROČNIKZNAVODILIZAUPORABO! SL
NÁVODNAPOUŽITIEAÚDRŽBU............................................................................str.101
UPOZORNENIE:PREDPOUŽITÍMZVÁRACIEHOPRÍSTROJASIPOZORNEPREČÍTAJTENÁVODNAPOUŽITIE! SK
HASZNÁLATIUTASÍTÁSOKÉSKARBANTARTÁSISZABÁLYOK.....................oldal106
FIGYELEM:AHEGESZTŐGÉPHASZNÁLATÁNAKMEGKEZDÉSEELŐTTOLVASSAELFIGYELMESENAHASZNÁLATIUTASÍTÁST!
HU
EKSPLOATAVIMOIRPRIEŽIŪROSINSTRUKCIJOS...............................................psl.111
DĖMESIO:PRIEŠNAUDOJANTSUVIRINIMOAPARATĄ,ATIDŽIAIPERSKAITYTIINSTRUKCIJŲKNYGELĘ! LT
KASUTUSJUHENDIDJAHOOLDUS..........................................................................lk.116
TÄHELEPANU:ENNEKEEVITUSAPARAADIKASUTAMISTLUGEGEKASUTUSJUHISEDTÄHELEPANELIKULTLÄBI! ET
IZMANTOŠANASUNTEHNISKĀSAPKOPESROKASGRĀMATA........................lpp.121
UZMANĪBU:PIRMSMETINĀŠANASAPARĀTAIZMANTOŠANASUZMANĪGIIZLASIETROKASGRĀMATU! LV
ИНСТРУКЦИИЗАУПОТРЕБАИПОДДРЪЖКА..................................................стр.126
ВНИМАНИЕ:ПРЕДИДАИЗПОЛЗВАТЕЕЛЕКТРОЖЕНА,ПРОЧЕТЕТЕВНИМАТЕЛНОРЪКОВОДСТВОТОСИНСТРУКЦИИЗАПОЛЗВАНЕ.
BG
KULLANIMVEBAKIMTALİMATLARI…………………….....................................sayfa132
UYARI!KAYNAKMAKİNESİNİKULLANMADANÖNCEKULLANIMKILAVUZUNUDİKKATLEOKUYUNUZ! TR
137 ..............................................................................
! ! AR
........................................................................................................................................150-152

- 5 -
APPLIANCES FOR RESISTANCE WELDING FOR INDUSTRIAL AND
PROFESSIONAL USE
Note:Inthefollowingtexttheterm“spotwelder”willbeused.
1.GENERALSAFETYRULESFORRESISTANCEWELDING
The operator should be properly trained to use the spot welder safely and
shouldbeinformedoftherisksconnectedwithresistanceweldingprocedures,
ofrelatedprotectionmeasuresandofemergencyprocedures.
(Onlyfor pneumaticcylinder-operated versions)The spotwelder is provided
withamainswitchwithemergencyfunctions,ttedwithapadlockforlockingit
inthe“O”(open)position.
The padlock key should be handed over only and exclusively to an expert
operator or to an operator who has been trained for the tasks assigned to
him and has been warned of the possible hazards arising from this welding
procedureandfromneglectfuluseofthespotwelder.
Whentheoperatorisabsenttheswitchshouldbesettothe“O”position,the
padlockshouldbeclosedandthekeyremoved.
- Electrical installation should be carried out following accident-prevention
legislationandstandards.
- Thespotweldershouldbeconnectedonlyandexclusivelytoapowersupply
withtheneutralconductorconnectedtoearth.
- Make sure the power supply outlet is correctly connected to the earth
protection.
- Do not use cables with worn or damaged insulation or with loosened
connections.
- Usethespotwelderinanambientairtemperaturerangingfrom5°Cto40°C,
withrelativehumidityequalto50%uptoatemperatureof40°C,and90%for
temperaturesupto20°C.
- Donotusethespotwelderindamporwetenvironmentsorintherain.
- The connection of the welding cables and any routine maintenance
operationsonthearmsand/orelectrodesmustbecarriedoutwiththespot
welder switched o and disconnected from the electric and pneumatic (if
present)powersupplynetworks.
- Pneumaticcylinder-operatedspotweldersshouldbelockedwiththemain
switchinthe“O”positionandthepadlockclosed.
Thesameproceduremustberespectedforconnectiontothewatermainsor
acoolingunitwithclosedcircuit(liquidcooledspotweldingmachines)and
inanycaserepairwork(extraordinarymaintenance).
- It is forbidden to use the equipment in environments comprising areas
classedasbeingatriskofexplosionbecauseofthepresenceofgas,dustor
mist.
- Do not weld on containers, receptacles or piping that contain or have
containedammableliquidorgasproducts.
- Donotoperateonmaterialscleanedwithcholorinatedsolventsornearsuch
substances.
- Donotweldonpressurisedcontainers.
- Removeallammablesubstancesfromtheworkarea(e.g.wood,paper,rags
etc.).
- Allownewly-weldedpiecestocool!Donotleavethepiecenearammable
substances.
- Make sure there is sucient ventilation or provide means for removing
welding fumes near the electrodes; a systematic approach is necessary
to evaluate limits of exposure to the welding fumes depending on their
compositionandconcentrationandonthelengthofexposure.
- Alwaysprotecttheeyeswithsuitableeyeprotectors.
- Wearprotectiveglovesandclothingsuitableforresistanceweldingwork.
- Noiselevels:Ifthepersonaldailyexposurelevel(LEPd)isfoundtobegreater
than 85db(A) due to particularly intensive welding operations, wearing
personalprotectiondevicesiscompulsory.
- Theowingofspotweldingcurrentsgenerateselectromagneticelds(EMF)
aroundthespotweldingcircuit.
Electromagneticeldscaninterferewithcertainmedicalequipment(e.g.Pace-
makers,respiratoryequipment,metallicprosthesesetc.).
Adequateprotectivemeasuresmustbeadoptedforpersonswiththesetypesof
medicalapparatus.Forexample,theymustbeforbiddenaccesstotheareain
whichspotweldingmachinesareinoperation.
This spot welder conforms to technical product standards for exclusive use
in an industrial environment for professional purposes. It does not assure
compliancewiththebasiclimitsrelativetohumanexposuretoelectromagnetic
eldsinthedomesticenvironment.
Theoperatormustadoptthefollowingproceduresinordertoreduceexposure
toelectromagneticelds:
- Fastenthetwospotweldingcables(ifpresent)asclosetogetheraspossible.
- Keepheadandtrunkasfarawayaspossiblefromthespotweldingcircuit.
- Neverwindspotweldingcablesaroundthebody.
- Avoidspotweldingwiththebodywithinthespotweldingcircuit.Keepboth
cablesonthesamesideofthebody.
- Connectthespotweldingcurrentreturncabletothepiecebeingspotwelded,
ascloseaspossibletotheweldingjoint.
- Donotspotweldwhilecloseto,sittingonorleaningagainstthespotwelder
(keepatleast50cmawayfromit).
- Do not leave objects in ferromagnetic material in proximity of the spot
weldingcircuit.
- Minimumdistance:
- d=3cm,f=50cm(Fig.O);
- d=3cm,f=50cm(Fig.P);
- d=30cm(Fig.Q);
- d=20cm(Fig.R)Studder.
- ClassAequipment:
This spot welder conforms to technical product standards for exclusive use
inanindustrialenvironmentandforprofessionalpurposes.Itdoesnotassure
compliance with electromagnetic compatibility in domestic dwellings and in
premises directly connected to a low-voltage power supply system feeding
buildingsfordomesticuse.
INTENDED USE
Thesystem was designedtobe used onlyandexclusively inbody shopsto
repairvehicles:itmustbeusedforspotweldingoneormoresteelplateswith
alowcarboncontent,havingashapeandsizethatvaryaccordingtothework
tobecarriedout.
RESIDUAL RISKS
RISK OF UPPER LIMBS BEING CRUSHED
DONOTPLACEHANDSNEARMOVINGPARTS!
Both the operating method for the spot welder and the variability in shape
and size of the piece being welded make it impossible to provide integrated
protectionagainstthedangeroftheupperlimbsbeingcrushed:ngers,hands,
forearm.
Theriskshouldbereducedbyappropriatepreventivemeasures:
ENGLISH INDEX
1. GENERAL SAFETY RULES FOR RESISTANCE WELDING .............................................................5
2. INTRODUCTION AND GENERAL DESCRIPTION .............................................................................6
2.1 INTRODUCTION ...........................................................................................................................6
2.2 STANDARD ACCESSORIES ........................................................................................................ 6
2.3 OPTIONAL ACCESSORIES ..........................................................................................................6
3. TECHNICAL DATA...............................................................................................................................6
3.1 DATA PLATE (Fig. A) .....................................................................................................................6
3.2 OTHER TECHNICAL DATA ..........................................................................................................6
3.2.1 Spot welding machine ..........................................................................................................6
3.2.2 Cooling group (GRA) ............................................................................................................6
4. SPOT WELDING MACHINE DESCRIPTION ......................................................................................6
4.1 THE SPOT WELDING MACHINE AND ITS MAIN COMPONENTS (Fig. B) .................................6
4.2 CONTROL AND ADJUSTMENT DEVICES ...................................................................................6
4.2.1 Control panel (Fig. C) ...........................................................................................................6
4.2.2Pressureregulatorandgaugeunit(g.B-8) ........................................................................7
4.3 SAFETY FUNCTIONS AND INTERLOCK .....................................................................................7
4.3.1 Safeguards and alarms (TAB. 2) ..........................................................................................7
5. INSTALLATION .................................................................................................................................... 7
5.1 PREPARATION .............................................................................................................................. 7
5.2 LIFTING (Fig. E). ...........................................................................................................................7
5.3 POSITION ...................................................................................................................................... 7
5.4 CONNECTION TO THE POWER NETWORK ...............................................................................7
5.4.1 Warnings ..............................................................................................................................7
5.4.2 Network plug and outlet ........................................................................................................8
5.5 PNEUMATIC CONNECTION .........................................................................................................8
5.6 PREPARATION OF THE COOLING UNIT (AQUA Version) ..........................................................8
5.7 PNEUMATIC CLAMP CONNECTION (Fig. F) ...............................................................................8
5.8MANUALCLAMPANDSTUDDERGUNCONNECTIONWITHEARTHCABLE(FIG.G)............8
5.9 DOUBLE TIP CLAMP CONNECTION ...........................................................................................8
6. WELDING (Spot welding) ................................................................................................................... 8
6.1 PRELIMINARY OPERATIONS ......................................................................................................8
6.2 PARAMETER ADJUSTMENT (in spot welding) ............................................................................8
6.3 PROCEDURE ................................................................................................................................8
6.3.1 PNEUMATIC CLAMP ...........................................................................................................8
6.3.2 MANUAL CLAMPS ...............................................................................................................8
6.3.3 STUDDER GUN ...................................................................................................................8
6.3.4 Earth cable connection .........................................................................................................8
7. MAINTENANCE ...................................................................................................................................9
7.1 ROUTINE MAINTENANCE ............................................................................................................ 9
7.2 SPECIAL MAINTENANCE .............................................................................................................9
7.2.1 Interventions on the liquid cooling unit (AQUA version only) ................................................9
8. TROUBLESHOOTING .........................................................................................................................9
page page

- 6 -
- The operator should either be expert or trained in resistance welding
proceduresusingthistypeofappliance.
- Ariskevaluationmustbeperformedforeachtypeofworktobecarriedout;
itisnecessarytouseequipmentandmasksthatsupportandguidethepiece
tobeworkedinordertodistancehandsfromtheelectrodedangerarea.
- Whenusingaportablespotwelder:solidlygrasptheclampwithbothhands
placedontherelativehandles;alwayskeephandsawayfromtheelectrodes.
- Whenevertheshapeofthepieceallowsit,adjusttheelectrodedistanceso
thatthestrokedoesnotexceed6mm.
- Donotallowmorethanonepersontoworkonthesamespotwelderatthe
sametime.
- Unauthorisedpersonsshouldnotbeallowedintheworkingarea.
- Do not leave the spot welder unattended: in such a case it should be
disconnectedfromthepowersupply;forpneumaticcylinder-operatedspot
weldersturnthemainswitchto“O”andlockitwiththesuppliedpadlock,
takeoutthekeyandleaveitwiththepersonincharge.
- Onlyuseelectrodesthatarerecommendedforthemachine(seespareparts
list)withoutalteringtheirshape.
- RISK OF BURNS
Somepartsofthespotwelder(electrodesarmsandnearbyareas)mayreach
temperaturesofover65°C:suitableprotectiveclothingmustbeworn.
Allownewly-weldedpiecestocoolbeforetouchingthem.
- RISK OF TIPPING AND FALLING
- Placethespotwelderonalevelhorizontalsurfacethatisabletosupport
itsweight;connethespotweldertothesupportsurface(whenrequired
in the “INSTALLATION” section of this manual). Otherwise with inclined
orunevenoorsormoveablesupportingsurfacesthereisthedangerof
tipping.
- Neverliftthespotwelderunlessexplicitlyrequiredbythe“INSTALLATION”
sectionofthishandbook.
- When using machines on wheels: disconnect the spot welder from the
electricandpneumatic(ifpresent)powersuppliesbeforemovingtheunit
toanotherworkarea.Payattentiontoobstaclesandunevennessonthe
ground(forexamplecablesandpiping).
- UNINTENDED USE
Itisdangeroustousethespotwelderforanypurposeotherthanthatfor
whichitisintended(seeINTENDEDUSE).
PROTECTIONS
Thesafeguardsandmoveablepartsofthespotweldercasingshouldallbein
positionbeforeconnectiontothepowersupply.
WARNING: All manual operations on moveable accessible parts of the spot
welder,forexample:
- Electrodereplacementormaintenance
- Adjustingthepositionofthearmsorelectrodes
MUST BE CARRIED OUT WITH THE SPOT WELDER SWITCHED OFF AND
DISCONNECTEDFROMTHEELECTRICANDPNEUMATIC(ifpresent)POWER
SUPPLY.
MAINSWITCHLOCKEDAT“O”WITHLOCKCLOSEDANDKEYREMOVEDinthe
modelswithPNEUMATICCYLINDERmovement).
STORAGE
- Placethemachineanditsaccessories(withorwithoutpackaging)inclosed
areas.
- Therelativehumidityoftheairmustnotexceed80%.
- Theenvironmentaltemperaturemustbebetween-15°Cand45°C.
Ifthemachineisplannedwithliquidcoolingandanambienttemperatureunder
0°C: use the anti-freeze liquid suggested by the manufacturer or completely
emptythehydrauliccircuitandthetankofliquid.
Alwaysuseadequatemeasurestoprotectthemachinefromhumidity,dirtand
corrosion.
2.INTRODUCTIONANDGENERALDESCRIPTION
2.1INTRODUCTION
Mobile resistance welding system (spot welding machine) with digital microprocessor
control. Equipped with quick couplings for the welding cables, it facilitates the immediate
interchange of equipment, allowing numerous hot and spot welding operations on
sheet metal, specically in body shops and sectors with similar processing of sheet
metal.
The spot welding machine is available in two versions:
- Air cooled version abbreviated to "A.F.".
- Air and liquid cooled version (clamp) abbreviated to "AQUA"
Their main characteristics are:
- automatic selection of welding parameters;
- automatic recognition of the tool inserted;
- automatic, timed switch o command of air (liquid, if present) cooling;
- choice of the best spot welding current according to the mains power available;
- limitation of line overcurrent at insertion (insertion cosφ check);
- Backlit LCD display that shows the controls and the set parameters;
The spot welding machine can work on sheet metal in iron with low carbon content or
on sheet metal in zinc-plated iron.
2.2STANDARDACCESSORIES
- Pneumatic clamp with air cooled cables (120mm arms and standard electrodes):
A.F. version
- Pneumatic clamp with liquid cooled cables (120 mm arms): AQUA version;
- Unit integrated for closed circuit liquid cooling: AQUA VERSION;
- Pressure reducer-lter unit with gauge and solenoid valve (compressed air supply);
- Integrated trolley;
2.3OPTIONALACCESSORIES
- Pairs of arms with electrodes in various lengths and/or shapes for the pneumatic
clamp with air/liquid cooling (see spare parts list).
- Manual clamp with cable pair.
- Pair of arms with electrodes in various lengths and/or shapes for the manual clamp
(see spare parts list).
- Manual "C" clamp with cables.
- Studder kit with separate earth cable and accessories box.
- Double spot gun, air cooled, with cables.
- Studder kit without trigger, with earth cable (contact welding without using button).
- Support pole kit with weight unloader for clamp.
3.TECHNICALDATA
3.1DATAPLATE(Fig.A)
The main data required for spot welding machine use and performance are given in
the characteristics plate and have the following meaning.
1 - Number of phases and frequency of the power supply line.
2 - Power supply voltage.
3 - Network power at permanent regime (100%).
4 - Nominal network power with 50% intermittence ratio.
5 - Maximum no-load voltage at the electrodes.
6 - Maximum current with electrodes in short-circuit.
7 - Secondary power at permanent regime (100%).
8 - Gauge and length of the arms (standard).
9 - Minimum and maximum force adjustable from the electrodes.
10 - Nominal pressure of the compressed air source.
11 - Compressed air source pressure necessary for obtaining maximum electrode
force.
12 - Cooling liquid capacity.
13 - Cooling liquid nominal pressure drop.
14 - Equipment mass.
15 - Safety symbols, the meaning of which is given in chapter 1 “General resistance
welding safety”.
Note:The meanings of the symbols and numbers on the example plate are indicative;
the exact technical values of your spot welding machine can be found directly on the
spot welding machine plate.
3.2OTHERTECHNICALDATA
3.2.1Spotweldingmachine
Generalcharacteristics
- Voltage and power supply frequency : 400 V (±15%) ~ 2 ph-50/60 Hz
or : 230 V (±15%) ~1 ph-50/60 Hz
- Electrical protection class : I
- Insulation class : H
- Casing protection rating : IP 20
- Cooling type :
A.F. (Forced air),
liquid
(AQUA version)
- (*) Dimensions (LxWxH) : 710 x 450 x 910 mm
- (**) Weight : 66 kg A.F., 81 kg AQUA
Input
- Max. power in short-circuit (Scc) : 58 kVA
- Max. power factor : 0.8
- Delayed network fuses : 32 A (400 V)/64 A (230 V)
- Automatic line switch : 32 A @ 400 V (“C”- IEC60947-2)
63 A @ 230 V (“C”- IEC60947-2)
- Power supply cable (L≤4 m) : 3 x 4 mm²(400 V) - 3 x 6 mm² (230 V)
Output
- No-load secondary voltage (U2 d) : 10 V
- Max. spot welding current (I2 max.) : 7 kA
- Spot welding capacity : max. 3 + 3 mm
- Intermittence ratio : 1.5% A.F., 3% AQUA
- Maximum force at the electrode : 150 daN
- Arm projection : 120-500 mm
- Spot welding current adjustment : automatic
- Spot welding time adjustment : automatic according to the thickness
of the sheet and the clamp used
(*) NOTE: the mass does not include the cables and the support column.
(**) NOTE: the generator weight does not include the clamp and the support column.
3.2.2Coolinggroup(GRA)
Generalcharacteristics
- Maximum pressure (pmax) : 3 bar
- Cooling power (P @ 1l/min.) : 1 kW
- Tank capacity : 8 l
- Cooling liquid : coolant
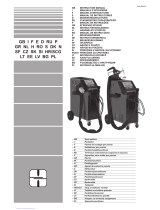
4.SPOTWELDINGMACHINEDESCRIPTION
4.1THESPOTWELDINGMACHINEANDITSMAINCOMPONENTS(Fig.B)
Atthefront:
1 - Control panel;
2 - Clamp cable attachment (ATLAS);
3 - Quick coupling for air hose connection;
4 - Rapid hold to attach the cooling tubes (AQUA version);
5 - 14-pin connector;
Attheback:
6 - Main switch;
7 - Power cable input;
8 - Pressure regulator, gauge and air input lter unit;
9 - Cooling unit tank tap (AQUA version);
10 - GRA liquid level (AQUA version);
11 - GRA air valve (AQUA version).
4.2CONTROLANDADJUSTMENTDEVICES
4.2.1Controlpanel(Fig.C)
1. Multifunctionbutton
a) “START”FUNCTION:
startsthemachineatrststartingorafteranalarmstate.
NOTE:Whenevernecessary,thedisplayindicatestotheoperatorthathe
mustpressthe“START”buttontousethemachine.
b)“MODE” FUNCTION:
selects “impulse” spot welding (can only be activated with pneumatic
clamps) or selects the studder tool (g. C-8a / 8f, can only be activated with the
studder gun).
c) CHOOSING THE UNIT of MEASUREMENT:
keeping this key pressed for 3 seconds, the operator can set the units for
measuring the thickness of the sheets in “millimetres” [mm], “gauge” [ga] or
inches [in].
2-3.- / + Doublefunctionbuttons
a) SHEET THICKNESS FUNCTION:
keeping the [+] key pressed increases the sheet thickness, while pressing the
[-] key decreases it.
b) TIME or POWER SELECTION FUNCTION :
by keeping the [-] key pressed for 3 seconds, the welding time can be
increased or decreased as to the value set automatically by the machine
;

- 7 -
by keeping the [+] key pressed for 3 seconds, the welding power can
be increased or decreased as to the value set automatically by the machine;
NOTE: by programming the spot welding power, the factory-programmed current
value (5 kA), which is suitable for an installed power of 10 kW, can be modied.
IMPORTANT: TAB. 1 gives the correspondence between the
selectedcurrentandthemaximumnetworkpower,whichmustbeavailable
intheinstallationarea(installedpower),topreventthelineprotectionfrom
cuttinginuntimely.
It is a good idea to adjust the programming both if the “default” value
is not sucient for top spot execution with the selected thickness
(the corresponding thickness ashes) or, when the installed power is
compatible,selecting7kAandguaranteeinggreateroperationsafetyinall
applications.
As a result, programming with lower current values limits the maximum
thicknessthatcanbewelded.
4. LCDdisplay
5.
Signals that the key must be pressed to prepare the machine for welding.
6.
Shows the sheet thickness and possible alarm codes.
7.
It can be activated by connecting the Studder gun either with or without trigger
(contact activation version).
8a.
Indicates the spot welding of plugs, rivets, washers and special washers with
suitable electrodes.
8b.
Indicates the spot welding of screws having a diameter of 4-6 and rivets having a
diameter of 5 with suitable electrode.
8c.
Indicates individual spot welding with suitable electrode.
8d.
Indicates sheet tempering with the carbon electrode.
8e.
Indicates sheet upsetting with the relative electrode.
8f.
Indicates intermittent spot welding for sheet patching with relative electrode.
9.
Indicates the level of the welding time or respect at the automatically
set value .
10.
Indicates that impulse spot welding has been activated (only for pneumatic
clamps).
11.
Indicates that a “manual” clamp, not a “pneumatic” one, is being used.
12.
Indicates that the clamp being used is energised.
13-14-15.
indicate double tip clamp, indicate “X” clamp, can be
activated using the Studder gun.
16.
Is the thickness of the sheet to be welded.
17.
Indicates that the machine is being thermostatically protected.
18.
Indicates that the hot stapler is being used to weld plastic parts.
19.
Indicates the measurement unit of the metal sheet thickness .
4.2.2Pressureregulatorandgaugeunit(g.B-8)
Adjusts the pressure applied to the pneumatic clamp electrodes using the adjustment
knob and modies the clamp cooling air ow where programmed. We recommend
setting the maximum pressure below 8 bar.
4.3SAFETYFUNCTIONSANDINTERLOCK
4.3.1Safeguardsandalarms(TAB.2)
a) Thermostatic safeguard:
Intervenes if the spot welding machine overheats because the cooling liquid is
missing or is insucient, or due to a work cycle that exceeds the permitted limit.
The icon on the display (g. C-17) switches on to signal intervention and with:
AL1 = machine thermal alarm.
AL2 = clamp, studder thermal alarm.
EFFECT: movement blocked, electrodes opened (cylinder at discharge); current
blocked (welding inhibited).
RESET: manual (use the “START” push-button when the permitted temperature
limits are reached - the [symbol] icon switches o).
b) Main switch:
- Position “O” = open and lockable (see chapter 1).
ATTENTION!Whenatposition“O”theinternalclampsL1+L2(N)
thatconnectthepowercablearebeingpowered.
- Position “I” = closed: stapler being powered but not operating (STAND BY - the
“START” push-button must be pressed).
- Emergency function
With the spot welding operating, the opening (pos. “I”=>pos “O”) determines a
stop in safety conditions:
- current inhibited;
- electrodes open (cylinder at discharge);
- automatic restarting inhibited.
ATTENTION! PERIODICALLY MAKE SURE THE SAFETY STOP
OPERATESCORRECTLY.
c) Cooling unit safety (AQUA version)
This is triggered in the event of no or loss of cooling liquid pressure;
The operation is signalled on the display with AL 9 = no liquid alarm.
EFFECT: movement blocked, electrodes opened (cylinder at discharge); current
blocked (welding inhibited).
RESET: top-up the cooling liquid then switch the machine o and on again (see
also Par. 5.6 “cooling unit conguration”).
d) Over and under voltage protection
The intervention is signalled on the display by AL 3 = overvoltage alarm and by AL
4 = undervoltage alarm.
EFFECT: movement blocked, electrodes opened (cylinder at discharge); current
blocked (welding inhibited).
RESET: manual (use the “START” push-button).
e) “START” push-button (Fig. C-5).
This push-button must be pressed to control welding in each of the following
conditions:
- when the master switch is switched o (pos “O” => pos “I”);
- each time the safety/protection devices cut in;
- after the power supply (electricity and compressed air) has been returned after
being disconnected upstream or after a failure;
ATTENTION! PERIODICALLY MAKE SURE SAFE STARTING
OPERATESCORRECTLY.
5.INSTALLATION
ATTENTION!CARRYOUTALLINSTALLATIONANDELECTRICALAND
PNEUMATICCONNECTIONOPERATIONSWITHTHESPOTWELDINGMACHINE
RIGOROUSLYSWITCHEDOFFANDDISCONNECTEDFROMTHEMAINS.
THEELECTRICALANDPNEUMATICCONNECTIONSMUSTONLYBECARRIED
OUTBYEXPERTORQUALIFIEDTECHNICIANS.
5.1PREPARATION
Unpack the spot welding machine, and assemble the detached parts that are in the
packaging as indicated in this chapter (Fig.D).
5.2LIFTING(Fig.E).
The spot welding machine must be lifted with a double cable and hooks that are of a
suitable size for the machine weight, using the relative M8 rings.
Slinging the spot welding machine using means other than those indicated is
FORBIDDEN.
5.3POSITION
Reserve a space in the installation area that is large enough and without obstacles
for guaranteeing access to the control panel, the main switch and the work area in
complete safety.
Make sure there are no obstacles near the areas where the cooling air enters and exits,
ensuring that conductive power, corrosive vapour, humidity, etc. cannot be sucked in.
Place the spot welding machine on a surface of homogeneous material that is at and
compact, and suitable for supporting the weight (see “technical data”) to prevent the
danger of toppling or dangerous movements.
5.4CONNECTIONTOTHEPOWERNETWORK
5.4.1Warnings
Before making any electrical connection, make sure the spot welding machine plate
data correspond with the mains voltage and frequency available in the installation
area.
The spot welding machine must only be connected to a power supply system with
neutral conductor connected to earth.
To guarantee protection against indirect contact, use residual-current devices of the
following type:
- Type A ( ) for single-phase machines;
- Type B ( ) for three-phase machines.
- The spot welding machine does not meet the requirements of the IEC/EN 61000-
3-12 directive.
If it is connected to a public power grid, the installer or user must make sure that
the welding machine can be connected (if necessary consult the utility company).

- 8 -
5.4.2Networkplugandoutlet
Connect a normalised plug (3P + E: only 2 poles are used; INTERPHASE connection!)
of suitable capacity to the power supply plug and prepare a mains socket that is
protected by fuses or by a circuit breaker; the relative earth terminal must be connected
to the earth conductor (yellow-green) of the power line.
The capacity and intervention characteristic of the fuses and circuit breaker switch are
given in the “TECHNICAL DATA” paragraph.
Should several spot welding machines be installed, distribute the power supply
cyclically between the three phases so as to create a more balanced load, for example:
spot welding machine 1: L1-L2 power supply;
spot welding machine 2: L2-L3 power supply;
spot welding machine 3: L3-L1 power supply.
ATTENTION!Failuretocomplywiththeaboverulesrendersthesafety
system(classI)ineective,withresultingseriousrisksforpeople(e.g.electric
shock)andforproperty(e.g.re).
5.5PNEUMATICCONNECTION
- Prepare a compressed air line with a working pressure of 8 bar.
- Assemble one of the compressed air connections onto the reducer lter unit, to
adapt to the connections available in the installation area.
5.6PREPARATIONOFTHECOOLINGUNIT(AQUAVersion)
ATTENTION!Thellingoperationsshouldalwaysbeperformedwith
themachineswitchedoanddisconnectedfromthemainssupply.
Neverusepolypropylenebasedantifreezeliquids.
Onlyusethecoolantrecommendedbythemanufacturer.
- Open the discharge valve (FIG. B-11).
- Fill the tank with coolant using the nozzle (Fig. B-9): capacity of the tank = 8 l; pay
attention to avoid excess leakage of coolant at the end of lling.
- Close the tank cap.
- Close the discharge valve.
5.7PNEUMATICCLAMPCONNECTION(Fig.F)
- Connect the ATLAS plugs to the specic sockets.
WARNING! The cable “ATLAS” connect to the panel sockets
with clockwise rotation: check cable torsion does not tend to loosen the
connection;ifso,rotatethecable“ATLAS”anti-clockwisebeforeinserting
themandfastenthemonthepanel.
- Connect the two air plugs in the specic spot welding machine sockets: small plug
(air cooling); large plug (pneumatic gun control air).
- AQUA version only, connect the cooling tubes of the clamp to the specic quick
couplings of the machine, respecting the colours: blue tube on blue socket, red
tube on red socket.
- Insert the control cable connector into the relative 14 pin socket.
5.8MANUALCLAMPANDSTUDDERGUNCONNECTIONWITHEARTHCABLE
(FIG.G)
- Connect the ATLAS plugs with the relative sockets; only for the studder: connect
the gun and the earth to the relative ATLAS, as shown in the machine screen
printing.
- Insert the control cable connector into the relative socket.
The compressed air vents do not have to be connected.
5.9DOUBLETIPCLAMPCONNECTION
- Proceed in the same manner as with the pneumatic clamp, using only the cooling
air plug.
6.WELDING(Spotwelding)
6.1PRELIMINARYOPERATIONS
Before carrying out any spot welding operation, a series of checks and adjustments
must be made with the main switch at “O” and the padlock closed.
- Make sure the electrical connection has been carried out correctly as indicated in
the previous instructions.
- Check the compressed air connection; connect the supply hose to the pneumatic
network, adjust the pressure using the reduction knob until a value of between 4
and 8 bar (60 - 120 psi), according to the thickness of the plate to be spot welded,
can be read on the gauge.
- Place a shim of the same thickness between the electrodes; make sure the arms,
which have manually been brought closer, are parallel and the electrodes are
aligned (coinciding tips).
Adjust if necessary, by loosening the locking screws of the arms that can be rotated
or moved in both directions along their axis; after adjusting, carefully tighten the
locking screws.
- The work stroke can be adjusted using the electrodes. Always remember that a
stroke that is 6-8 mm longer than the spot welding position is necessary, to exercise
the required force on the workpiece.
FIG. I shows a “standard” adjustment of the electrode position with clamp resting.
- Using the manual clamp, consider that the power of the electrodes during the spot
welding phase can be adjusted with the knurled nut (FIG. L); turn it clockwise (to
the right) to increase the force proportional to the increase in the sheet thickness,
selecting adjustments that make it possible to close the clamp (and relative micro
switch activation) using very limited power. The correct position of the arms and
electrodes is the same as that of the pneumatic clamp.
6.2PARAMETERADJUSTMENT(inspotwelding)
The parameters that determine the diameter (section) and mechanical seal of the
spot are:
- Force at the electrode.
- Spot welding current.
- Spot welding time.
If there is no specic experience, it is a good idea to carry out some spot welding tests
using sheets of the same quality and thickness as those to be worked on.
Adjust the electrode power using the pressure adjusters ad indicated in 6.1, selecting
medium-high values.
The current and spot welding time parameters are adjusted automatically by selecting
the thickness of the sheet to be welded with the (+ / - icons) keys. Adjustments can
be made to the standard spot time (DEFAULT), within set limits, using the key (icon
g. C-2).
Insert the pulse, having to spot weld sheets of thickness 0.8-1.2 mm at a high
yield point.
The pulse period is automatic, and as such does not need to be adjusted.
IMPORTANT:If the selected thickness “ashes”, this means that the default or
initially programmed spot welding current is insucient for spot welding in a satisfactory
manner; compatibly with the power available in the installation area, reprogram the
spot welding machine at maximum current (see paragraph 4.2.1): high spot welding
currents combined with reduced times give better spot characteristics.
The spot is considered as correct when the nugget of the weld point can be extracted
from one of the two sheets when tension is tested.
6.3PROCEDURE
6.3.1PNEUMATICCLAMP
- The squeeze time is automatic; the value varies according to the selected sheet
thickness.
- Place an electrode on the surface of one of the two sheets to be spot welded.
- Press the push-button on the clamp handle to:
a) Close the sheets between the electrodes with the pre-adjusted force (cylinder
movement).
b) Pass the set welding current for the set time, signalled by the icon that
switches on and o.
- Release the push-button a few moments after the icon has switched o (end of
welding); this delay (maintenance) gives the weld better mechanical characteristics.
6.3.2MANUALCLAMPS
- Place the lower electrode on the sheets to be spot welded.
- Move the upper lever of the clamp to the end stop to:
a) Close the sheets between the electrodes with the pre-adjusted force.
b) Pass the set welding current for the set time, signalled by the icon that
switches on and o.
- Release the clamp lever a few moments after the icon has switched o (end of
welding); this delay (maintenance) gives the weld better mechanical characteristics.
6.3.3STUDDERGUN
ATTENTION!
- Toxorremovethetoolsfromthegunspindle,usetwohexkeysinamanner
thatstopsthespindlefromrotating.
- If working on doors or hoods, connect the earth bar to them to prevent
currentfrompassingthroughthehinges,andneartheareatobespotwelded
(longcurrentrunsreducespoteciency).
6.3.4Earthcableconnection
a) Bare the sheet as close as possible to the working area, for a surface that
corresponds to the earth bar contact surface.
b1) Fix the copper bar to the sheet surface, using a JOINTED CLAMP (welding
model).
As an alternative to method “b1” (dicult t carry out):
b2) Spot weld a washer to the previously prepared sheet surface; pass the washer
through the slit in the copper bar and lock it in position with the supplied clamp.
Washerweldingformassterminalxing
Mount the relative electrode (POS. 9, Fig. M) in the gun spindle, and insert the washer
(POS. 13, Fig. M).
Place the washer in the selected area. Place the earth terminal in contact in the
same area; press the gun push-button to weld the washer, which should be xed as
indicated previously.
Screw,washer,nail,rivetspotwelding
Fit the most suitable electrode on the gun, insert the element to be spot welded and
place it on the sheet in the necessary spot; press the gun push-button: release the
push-button only after the set time has elapsed.
Spotweldingsheetsononesideonly
Fit the most suitable electrode on the spindle (POS. 6, Fig. M), pressing on the surface
to be spot welded. Activate the gun push-button, release the push-button only after the
set time has elapsed.
ATTENTION!
Maximumthicknessoftheplatethatcanbespotwelded,ononlyoneside:1+1
mm.Thistypeofspotweldingcannotbeusedonthesupportingframesofthe
chassis.
To obtain correct results when sport welding sheets, some fundamental precautions
must be taken:
1 - An impeccable earth connection.
2 - Any paint, grease, oil must be cleaned from the two parts to be spot welded.
3 - The parts to be spot welded must be in contact with each other, without gaps;
if necessary press with a tool, not with the gun. Excessive pressure brings bad
results.
4 - The upper piece must not be thicker than 1 mm.
5 - The electrode tip must have a diameter of 2.5 mm.
6 - Tighten the nut that locks the electrode well, make sure the welding cable
connectors are locked.
7 - When spot welding, position the electrode and push it slightly (3-4 kg). Press the
push-button and allow the spot welding time to elapse, and only then remove the
gun.
8 - Never distance yourself further than 30 cm from the earth xing point.
Contemporaneousspotweldinganddrawingofspecialwashers
This function can be carried out by assembling and fully tightening the spindle (POS.
4, Fig. M) on the body of the extractor (POS. 1, Fig. M): hook and fully fasten the other
end of the extractor on the gun. Insert the special washer (POS. 14, Fig. M) into the
spindle (POS. 4, Fig. M), and lock it with the relative screw (Fig. M). Spot weld in the
relative area, adjusting the spot welding machine as if spot welding washers, and start
drawing.
At the end, rotate the extractor by 90° to release the washer, which can be spot welded
in a new position.

- 9 -
Sheetheatingandupsetting
In this mode the TIMER is disabled.
Operation duration is therefore manual, being determined by the time in which the gun
push-button is kept pressed.
Current intensity is adjusted automatically according to the thickness of the selected
sheet.
Fit the carbon electrode (POS. 12, FIG, M) into the gun spindle, locking it with the ring
nut. Touch the area, that was previously bared, with the carbon tip and press the gun
push-button. Work from the outside to the inside, using a circular movement to heat
the sheet which undergoes work hardening and returns to its original position.
To prevent the sheet from drawing too much, treat small areas and immediately after
wipe using a damp cloth to cool the treated part.
Sheetupsetting
From this position operate on the relative electrode to atten sheets that have localized
deformations.
Intermittentspotwelding
This function is suitable for spot welding small rectangles of sheet in order to cover
holes caused by rust or other reasons.
Place the relative electrode (POS. 5, Fig. M) on the spindle, accurately tighten the ring
nut. Bare the involved area and make sure the piece of sheet to be spot welded is
clean and free from grease or paint.
Position the workpiece and place the electrode against it, then press the gun push-
button. Keeping it constantly pressed move forward rhythmically, following the work/
pause intervals given by the spot welding machine.
N.B.:Press lightly while working (3-4 kg), following a line that is ideally 2-3 mm from
the edge of the new piece to be welded.
To obtain good results:
1 - Remain within 30 cm from the earth xing point.
2 - Use cover sheets that are no more than 0.8 mm thick, better if of stainless steel.
3 - Move forward in time with the spot welding machine rhythm. Move forward during
the pause moments, and stop while spot welding.
Usingthesuppliedextractor(POS.1,Fig.M)
Washerhookinganddrawing
This function is carried out by assembling and tightening the spindle (POS. 3, Fig. M)
onto the body of the electrode (POS. 1, Fig. M). Hook the washer (POS. 13, Fig. M),
spot welded as described previously, and begin drawing. When nished, rotate the
extractor by 90° to detach the washer.
Plughookinganddrawing
This function is carried out by assembling and tightening the spindle (POS. 2, Fig.
M) onto the body of the electrode (POS. 1, Fig. M). Make the plug enter (POS. 15-
16, Fig. M), after spot welding it as described previously, the spindle (POS. 1, Fig.
M) keeping the terminal tightened towards the extractor (POS. 2, Fig. M). When
completely introduced, release the spindle and start drawing. When nished, pull the
spindle towards the hammer to remove the plug.
STUDDER TOUCH
The studder can be supplied in the version without push-button.
To spot weld, just place the tool against the piece to be welded, which is connected to
the earth cable: after a few moments, the machine recognises the contact and starts
the stop automatically.
ATTENTION:DONOTPLACETHESTUDDERONTHEPIECEWITHOUT
WELDING!
7.MAINTENANCE
WARNING! BEFORE CARRYING OUT MAINTENANCE, MAKE SURE
THEMACHINEISOFFANDDISCONNECTEDFROMTHEMAINS.
Theswitchmustbelockedat“O”usingthesuppliedlock.
7.1ROUTINEMAINTENANCE
ROUTINE MAINTENANCE WORK CAN BE PERFORMED BY THE OPERATOR.
- adapt/restore the diameter and prole of the tip of the electrode;
- replace the electrodes and arms;
- control alignment of the electrodes;
- control cooling of the cables and clamp;
- exhaust condensation from the compressed air intake lter.
- control the power supply cable is intact on the spot welding machine and the clamp
AQUAversionONLY:
- periodic control of the level of the cooling liquid tank.
- periodic control of the total absence of liquid leaks.
- change the coolant every 6 months.
7.2SPECIALMAINTENANCE
SPECIAL MAINTENANCE MUST ONLY BE CARRIED OUT BY TECHNICIANS WHO
ARE EXPERT OR QUALIFIED IN AN ELECTRIC-MECHANICAL AMBIT.
WARNING! BEFORE REMOVING THE SPOT WELDER OR CLAMP
PANELSANDLOOKINGINSIDE,MAKESURETHESPOTWELDERISOFFAND
DISCONNECTEDFROMTHEELECTRICANDPNEUMATIC(ifpresent)POWER
SUPPLIES.
Carrying out checks while the inside of the spot welder is live can cause serious
electric shock due to direct contact with live parts and/or injury due to direct contact
with moving parts.
Periodically and as frequently as required by the use and environmental conditions,
inspect inside the spot welder and clamp and remove the dust and metal particles that
have deposited on the transformer, diode module, power terminal board, etc. using a
blast of dry compressed air (max. 5 bar).
Do not direct the jet of compressed air onto the electronic circuit board; if necessary
clean with a very soft brush or suitable solvents.
At the same time:
- Make sure the wiring does not show signs of insulation damage or loose-oxidised
connections.
- Make sure the screws that connect the transformer secondary with the output bars
/ wires are tight and that there are no signs of oxidation or overheating.
7.2.1Interventionsontheliquidcoolingunit(AQUAversiononly)
In case of:
- excess need to restore the liquid level in the tank;
- excess frequency of alarm 9 activation;
- liquid leaks;
you should proceed to check for any problems inside the cooling unit.
Always refer to section 7.2 for overall warnings and however having disconnected the
spot welding machine from the power supply mains, proceed with removing the side
panel (FIG.N).
Check there are no leaks both on connections and tubing. If liquid is leaking, replace
the damaged part. Eliminate the liquid residue possibly leaked during maintenance
and close the side panel again.
Then proceed to reset the spot welding machine using the appropriate information
indicated in paragraph 6 (Spot welding).
8.TROUBLESHOOTING
IN THE EVENT OF UNSATISFACTORY OPERATION, AND BEFORE CARRYING
OUT THE MOST SYSTEMATIC CHECKS OR CONTACTING YOUR SUPPORT
CENTRE, CHECK:
- With the spot welding machine main switch closed (pos. "I") the display is ON; if
this is not the case, the problem is in the power line (cables, plug and socket, fuses,
excessive voltage drop etc.).
- The display does not have any alarm signals (see TAB. 2): once the alarm stops,
press “START” to re-activate the spot welding machine; check correct circulation of
the cooling liquid and, if necessary, reduce the intermittence ratio of the work cycle.
- The elements of the secondary circuit parts (arm-holder – arms – electrode holder
moulds -cables) are not working eciently due to loosened or rusted screws.
- The welding parameters are adequate for the work being done.
- Having carried out maintenance and repairs, restore the connections and wiring
as they were originally, taking care they do not obstruct any moving parts or parts
which can reach high temperatures. Wrap all the conductors as they were originally,
taking care to keep the high voltage primary connections clearly separated from the
secondary low voltage connections.
Use all the washers and original screws to close the framework up again.

- 10 -
APPARECCHIATURE PER SALDATURA A RESISTENZA PER USO
PROFESSIONALEEINDUSTRIALE.
Nota:Neltestochesegueverràimpiegatoiltermine“puntatrice”.
1.SICUREZZAGENERALEPERLASALDATURAARESISTENZA
L’operatoredeveesseresucientementeedottosull’usosicurodellapuntatrice
edinformatosuirischiconnessiaiprocedimentipersaldaturaaresistenza,alle
relativemisurediprotezioneedalleprocedurediemergenza.
Lapuntatrice(solonelleversioniadazionamentoconcilindropneumatico)è
provvistadiinterruttoregeneraleconfunzionidiemergenza,dotatodilucchetto
perilsuobloccaggioinposizione“O”(aperto).
La chiave del lucchetto può essere consegnata esclusivamente all’operatore
espertoodistruitosuicompitiassegnatigliesuipossibilipericoliderivantida
questoprocedimentodisaldaturaodall’usonegligentedellapuntatrice.
In assenza dell’operatore l’interruttore dev’essere posto in posizione “O”
bloccatoconillucchettochiusoeprivodichiave.
- Eseguire l’installazione elettrica secondo le previste norme e leggi
antinfortunistiche.
- La puntatrice deve essere collegata esclusivamente ad un sistema di
alimentazioneconconduttoredineutrocollegatoaterra.
- Assicurarsi che la presa di alimentazione sia correttamente collegata alla
terradiprotezione.
- Nonutilizzarecaviconisolamentodeterioratooconconnessioniallentate.
- Utilizzarelapuntatriceadunatemperaturaambientedell’ariacompresatra
5°Ce40°Ceadunaumiditàrelativaparial50%noatemperaturedi40°Ce
del90%pertemperaturenoa20°C.
- Nonutilizzarelapuntatriceinambientiumidiobagnatiosottolapioggia.
- Laconnessionedeicavidisaldaturaequalunqueinterventodimanutenzione
ordinariasuibraccie/oelettrodidevonoessereeseguitiapuntatricespentae
scollegatadallaretedialimentazioneelettricaepneumatica(sepresente).
- Sulle puntatrici ad azionamento con cilindro pneumatico è necessario
bloccarel’interruttoregeneraleinposizione“O”collucchettoindotazione.
Lastessaproceduradev’essererispettataperl’allacciamentoallareteidrica
o ad una unità di rareddamento a circuito chiuso (puntatrici rareddate
a liquido) ed in ogni caso di interventi di riparazione (manutenzione
straordinaria).
- E’ fatto divieto di utilizzo dell’apparecchiatura in ambienti con zone
classicatearischiodiesplosioneperlapresenzadigas,polverionebbie.
- Non saldare su contenitori, recipienti o tubazioni che contengano o che
abbianocontenutoprodottiinammabililiquidiogassosi.
- Evitaredioperaresumaterialipuliticonsolventiclorurationellevicinanzedi
dettesostanze.
- Nonsaldaresurecipientiinpressione.
- Allontanare dall’area di lavoro tutte le sostanze inammabili (p.es. legno,
carta,stracci,etc.).
- Lasciare rareddare il pezzo appena saldato! Non collocare il pezzo in
prossimitàdisostanzeinammabili.
- Assicurarsiunricambiod’ariaadeguatoodimezziattiadasportareifumi
di saldatura nelle vicinanze degli elettrodi; è necessario un approccio
sistematicoperlavalutazionedeilimitiall’esposizionedeifumidisaldaturain
funzionedellalorocomposizione,concentrazioneeduratadell’esposizione
stessa.
- Proteggeresempregliocchicongliappositiocchialidiprotezione.
- Indossare guanti e indumenti di protezione adatti alle lavorazioni con
saldaturaaresistenza.
- Rumorosità:Seacausadioperazionidisaldaturaparticolarmenteintensive
vienevericatounlivellodiesposizionequotidianapersonale(LEPd)uguale
omaggiorea85db(A),èobbligatoriol’usodiadeguatimezzidiprotezione
individuale.
- Il passaggio della corrente di puntatura provoca l’insorgere di campi
elettromagnetici(EMF)localizzatineidintornidelcircuitodipuntatura.
I campi elettromagnetici possono interferire con alcune apparecchiature
mediche(es.Pace-maker,respiratori,protesimetallicheetc.).
Devonoesserepreseadeguatemisureprotettiveneiconfrontideiportatoridi
questeapparecchiature.Adesempioproibirel’accessoall’areadiutilizzodella
puntatrice.
Questapuntatricesoddisfaglistandardtecnicidiprodottoperl’usoesclusivo
inambienteindustrialeascopoprofessionale.Nonèassicuratalarispondenza
ai limiti di base relativi all’esposizione umana ai campi elettromagnetici in
ambientedomestico.
L’operatore deve utilizzare le seguenti procedure in modo da ridurre
l’esposizioneaicampielettromagnetici:
- Fissareinsiemeilpiùvicinopossibileiduecavidipuntatura(sepresenti).
- Mantenerelatestaediltroncodelcorpoilpiùdistantepossibiledalcircuito
dipuntatura.
- Nonavvolgeremaiicavidipuntatura(sepresenti)attornoalcorpo.
- Nonpuntareconilcorpoinmezzoalcircuitodipuntatura.Tenereentrambii
cavidallastessapartedelcorpo.
- Collegareilcavodiritornodellacorrentedipuntatura(sepresente)alpezzo
dapuntareilpiùvicinopossibilealgiuntoinesecuzione.
- Non puntare vicino, seduti o appoggiati alla puntatrice (minima distanza:
50cm).
- Nonlasciareoggettiferromagneticiinprossimitàdelcircuitodipuntatura.
- Distanzaminima:
- d=3cm,f=50cm(Fig.O);
- d=3cm,f=50cm(Fig.P);
- d=30cm(Fig.Q);
- d=20cm(Fig.R)Studder.
- ApparecchiaturadiclasseA:
Questapuntatricesoddisfairequisitidellostandardtecnicodiprodottoperl’uso
esclusivo in ambiente industriale e a scopo professionale. Non è assicurata
larispondenza allacompatibilitàelettromagnetica negliedicidomestici ein
quellidirettamentecollegatiaunaretedialimentazioneabassatensioneche
alimentagliediciperl’usodomestico
USO PREVISTO
L’impiantoèstatoprogettatoperessereusatoesclusivamenteincarrozzeriaper
lariparazionedelleautovetture:deveessereutilizzatoperlapuntaturadiuna
opiùlamiereinacciaioabassocontenutodicarbonio,diformaedimensioni
variabiliasecondadellalavorazionedaeseguire.
RISCHI RESIDUI
RISCHIO DI SCHIACCIAMENTO DEGLI ARTI SUPERIORI
NONPORRELEMANIINVICINANZADIPARTIINMOVIMENTO!
La modalità di funzionamento della puntatrice e la variabilità di forma e
dimensioni del pezzo in lavorazione impediscono la realizzazione di una
protezione integrata contro il pericolo di schiacciamento degli arti superiori:
ITALIANO INDICE
1. SICUREZZA GENERALE PER LA SALDATURA A RESISTENZA ..................................................10
2. INTRODUZIONE E DESCRIZIONE GENERALE ..............................................................................11
2.1 INTRODUZIONE ..........................................................................................................................11
2.2 ACCESSORI DI SERIE ...............................................................................................................11
2.3 ACCESSORI A RICHIESTA .........................................................................................................11
3. DATI TECNICI .................................................................................................................................... 11
3.1 TARGA DATI (Fig. A)....................................................................................................................11
3.2 ALTRI DATI TECNICI .................................................................................................................. 11
3.2.1 Puntatrice ...........................................................................................................................11
3.2.2 Gruppo di raffreddamento (GRA) .......................................................................................11
4. DESCRIZIONE DELLA PUNTATRICE ..............................................................................................11
4.1 ASSIEME DELLA PUNTATRICE E COMPONENTI PRINCIPALI (Fig. B) ...................................11
4.2 DISPOSITIVI DI CONTROLLO E REGOLAZIONE .....................................................................11
4.2.1 Pannello di controllo (Fig. C) ..............................................................................................11
4.2.2Grupporegolatoredipressioneemanometro(g.B-8) .....................................................12
4.3 FUNZIONI DI SICUREZZA ED INTERBLOCCO .........................................................................12
4.3.1 Protezioni e allarmi (TAB. 2) ............................................................................................... 12
5. INSTALLAZIONE ............................................................................................................................... 12
5.1 ALLESTIMENTO ..........................................................................................................................12
5.2 MODALITÀ DI SOLLEVAMENTO (Fig. E). ..................................................................................12
5.3 UBICAZIONE ...............................................................................................................................12
5.4 COLLEGAMENTO ALLA RETE ...................................................................................................13
5.4.1 Avvertenze ..........................................................................................................................13
5.4.2 Spina e presa di rete ..........................................................................................................13
5.5 COLLEGAMENTO PNEUMATICO ..............................................................................................13
5.6 PREDISPOSIZIONE DEL GRUPPO DI RAFFREDDAMENTO (Versione AQUA) .......................13
5.7 COLLEGAMENTO PINZA PNEUMATICA (Fig. F) .......................................................................13
5.8
COLLEGAMENTO PINZA MANUALE E PISTOLA STUDDER CON CAVO DI MASSA (FIG. G) ....
13
5.9 COLLEGAMENTO PINZA DOPPIO PUNTO ...............................................................................13
6. SALDATURA (Puntatura) .................................................................................................................13
6.1 OPERAZIONI PRELIMINARI ....................................................................................................... 13
6.2 REGOLAZIONE DEI PARAMETRI (in puntatura) .......................................................................13
6.3 PROCEDIMENTO ........................................................................................................................13
6.3.1 PINZA PNEUMATICA .........................................................................................................13
6.3.2 PINZE MANUALI ................................................................................................................13
6.3.3 PISTOLA STUDDER ..........................................................................................................13
6.3.4 Collegamento del cavo di massa ........................................................................................13
7. MANUTENZIONE ...............................................................................................................................14
7.1 MANUTENZIONE ORDINARIA ...................................................................................................14
7.2 MANUTENZIONE STRAORDINARIA ..........................................................................................14
7.2.1 Interventi sul gruppo di raffreddamento a liquido (solo versione AQUA) ............................ 14
8. RICERCA GUASTI .............................................................................................................................14
pag. pag.

- 11 -
dita,mano,avambraccio.
Ilrischiodev’essereridottoadottandoleopportunemisurepreventive:
- L’operatore dev’essere esperto o istruito sul procedimento di saldatura a
resistenzaconquestatipologiadiapparecchiature.
- Dev’essereeseguitaunavalutazionedelrischioperognitipologiadilavoro
da eseguire; è necessario predisporre attrezzature e mascheraggi atti a
sostenereeguidareilpezzoinlavorazioneinmododaallontanarelemani
dallazonapericolosacorrispondenteaglielettrodi.
- Nel caso di utilizzo di una puntatrice portatile: impugnare saldamente la
pinzacontutteeduelemanipostesugliappositimanici;manteneresempre
lemanilontanedaglielettrodi.
- Intuttiicasiovelaconformazionedelpezzolorendapossibileregolarela
distanzadeglielettrodiinmodochenonvenganosuperati6mmdicorsa.
- Impedire che più persone lavorino contemporaneamente con la stessa
puntatrice.
- Lazonadilavorodev’essereinterdettaallepersoneestranee.
- Non lasciare incustodita la puntatrice: in questo caso è obbligatorio
scollegarladallaretedialimentazione;nellepuntatriciadazionamentocon
cilindro pneumatico portare l’interruttore generale in “O” e bloccarlo con
il lucchetto in dotazione, la chiave dev’essere estratta e conservata dal
responsabile.
- Utilizzare esclusivamente gli elettrodi previsti per la macchina (vedi lista
ricambi)senzaalterarelaformadeglistessi.
- RISCHIO DI USTIONI
Alcune parti della puntatrice (elettrodi - bracci e aree adiacenti) possono
raggiungeretemperaturesuperioria65°C:ènecessarioindossareindumenti
protettiviadeguati.
Lasciarerareddareilpezzoappenasaldatoprimaditoccarlo!
RISCHIO DI RIBALTAMENTO E CADUTA
- Collocare la puntatrice su una supercie orizzontale di portata adeguata
alla massa; vincolare al piano di appoggio la puntatrice (quando previsto
nella sezione “INSTALLAZIONE” di questo manuale). In caso contrario,
pavimentazioni inclinate o sconnesse, piani d’appoggio mobili, esiste il
pericolodiribaltamento.
- E’ vietato il sollevamento della puntatrice, salvo il caso espressamente
previstonellasezione“INSTALLAZIONE”diquestomanuale.
- Nel caso di utilizzo di macchine carrellate: scollegare la puntatrice
dall’alimentazione elettrica e pneumatica (se presente) prima di spostare
l’unitàinun’altrazonadilavoro.Fareattenzioneagliostacoliealleasperità
delterreno(peresempiocavietubi).
- USO IMPROPRIO
E’pericolosal’utilizzazionedellapuntatriceperqualsiasilavorazionediversa
daquellaprevista(vediUSOPREVISTO).
PROTEZIONI E RIPARI
Leprotezionielepartimobilidell’involucrodellapuntatricedevonoesserein
posizione,primadicollegarlaallaretedialimentazione.
ATTENZIONE!Qualunque interventomanuale suparti mobiliaccessibilidella
puntatrice,adesempio:
- Sostituzioneomanutenzionedeglielettrodi
- Regolazionedellaposizionedibraccioelettrodi
DEVE ESSERE ESEGUITO CON LA PUNTATRICE SPENTA E SCOLLEGATA
DALLARETEDIALIMENTAZIONEELETTRICAEPNEUMATICA(sepresente).
INTERRUTTOREGENERALEBLOCCATOIN“O”CONLUCCHETTOCHIUSOE
CHIAVEESTRATTAneimodelliconazionamentoaCILINDROPNEUMATICO).
IMMAGAZZINAMENTO
- Collocare la macchina e i suoi accessori (con o senza imballo) in locali
chiusi.
- L’umiditàrelativadell’arianondeveesseresuperioreall’80%.
- Latemperaturaambientedeveesserecompresatra-15°Ce45°C.
Incasodimacchinaprovvistadiunitàdirareddamentoaliquidoetemperatura
ambiente inferiore a 0°C: usare il liquido antigelo suggerito dal produttore
oppuresvuotarecompletamenteilcircuitoidraulicoeilserbatoiodalliquido.
Utilizzare sempre adeguate misure per proteggere la macchina dall’umidità,
dallosporcoedallacorrosione.
2.INTRODUZIONEEDESCRIZIONEGENERALE
2.1INTRODUZIONE
Impianto mobile per saldatura a resistenza (puntatrice) con controllo digitale a
microprocessore. Dotato di prese rapide per i cavi di saldatura, facilita la immediata
intercambiabilità delle attrezzature, permettendo l’esecuzione di numerose lavorazioni
a caldo e di lavorazione a punti sulle lamiere, specicatamente nelle autocarrozzerie
e settori con lavorazioni analoghe.
La puntatrice è disponibile in due versioni:
- Versione rareddata ad aria abbreviata in "A.F.".
- Versione rareddata ad aria e liquido (pinza) abbreviata in "AQUA"
Le principali caratteristiche sono:
- scelta automatica dei parametri di saldatura;
- riconoscimento automatico dell’utensile inserito;
- comando automatico a spegnimento temporizzato del rareddamento ad aria
(liquido se presente);
- scelta della corrente di puntatura ottimale in funzione della potenza di rete
disponibile;
- limitazione della sovracorrente di linea all’inserzione (controllo cosφ d’inserzione);
- Display LCD retroilluminato per la visualizzazione dei comandi e dei parametri
impostati;
La puntatrice può operare su lamiere in ferro a basso contenuto di carbonio e su
lamiere in ferro zincato.
2.2ACCESSORIDISERIE
- Pinza ad azionamento pneumatico con cavi rareddata ad aria (bracci da 120mm
ed elettrodi standàrd): versione A.F.
- Pinza ad azionamento pneumatico con cavi rareddata a liquido (bracci da 120
mm): versione AQUA;
- Unità integrata per il rareddamento a liquido a circuito chiuso: VERSIONE AQUA;
- Gruppo riduttore di pressione-ltro manometro con elettrovalvola (alimentazione
aria compressa);
- Carrello integrato;
2.3ACCESSORIARICHIESTA
- Coppie bracci ad elettrodi con lunghezza e/o forma diversa per pinza pneumatica
rareddata ad aria /liquido (v. lista ricambi).
- Pinza ad azionamento manuale con coppia cavi.
- Coppia bracci ed elettrodi con lunghezza e/o forma diversa per pinza manuale (v.
lista ricambi).
- Pinza a ”C” ad azionamento manuale con cavi.
- Kit Studder completo con cavo di massa separato e cassetta accessori.
- Pinza per doppio punto a rareddamento ad aria con cavi.
- Kit Studder senza grilletto, completo con cavo di massa (salda a contatto senza
utilizzare il pulsante).
- Kit palo di sostegno e scaricatore di peso per la pinza.
3.DATITECNICI
3.1TARGADATI(Fig.A)
I principali dati relativi all’impiego e alle prestazioni della puntatrice sono riassunti nella
targa caratteristiche col seguente signicato.
1 - Numero delle fasi e frequenza della linea di alimentazione.
2 - Tensione di alimentazione.
3 - Potenza di rete a regime permanente (100%).
4 - Potenza nominale di rete con rapporto d’intermittenza del 50%.
5 - Tensione massima a vuoto agli elettrodi.
6 - Corrente massima con elettrodi in corto-circuito.
7 - Corrente a secondario a regime permanente (100%).
8 - Scartamento e lunghezza del braccio (standard).
9 - Forza massima agli elettrodi.
10 - Pressione nominale della sorgente di aria compressa.
11 - Pressione della sorgente d’aria compressa necessaria per ottenere la
massima forza agli elettrodi.
12 - Portata del liquido di rareddamento.
13 - Caduta di pressione nominale del liquido per il rareddamento.
14 - Massa dell’apparecchiatura.
15 - Simboli riferiti alla sicurezza il cui signicato è riportato al capitolo 1 “Sicurezza
generale per la saldatura a resistenza”.
Nota:L’esempio di targa riportato è indicativo del signicato dei simboli e delle cifre; i
valori esatti dei dati tecnici della puntatrice in vostro possesso devono essere rilevati
direttamente sulla targa della puntatrice stessa.
3.2ALTRIDATITECNICI
3.2.1Puntatrice
Caratteristichegenerali
- Tensione e frequenza di alimentazione : 400V(±15%) ~ 2ph-50/60 Hz
oppure : 230V (±15%) ~1ph-50/60 Hz
- Classe di protezione elettrica : I
- Classe d’isolamento : H
- Grado di protezione involucro : IP 20
- Tipo di rareddamento :
A.F. (Aria Forzata), a liquido (versione AQUA)
- (*) Ingombro(LxWxH) : 710 x 450 x 910mm
- (**) Peso : 66kg A.F., 81kg AQUA
Input
- Potenza max in cortocircuito (Scc ) : 58kVA
- Fattore di potenza al max : 0.8
- Fusibili di rete ritardati : 32A (400V)/64A (230V)
- Interruttore automatico di rete : 32A @ 400V (“C”- IEC60947-2)
: 63A @ 230V (“C”- IEC60947-2)
- Cavo di alimentazione (L≤4m) : 3 x 4mm²(400V) - 3 x 6mm² (230V)
Output
- Tensione secondaria a vuoto (U2 d) : 10V
- Corrente max di puntatura (I2 max) : 7kA
- Capacità di puntatura : max 3 + 3 mm
- Rapporto intermittenza : 1.5% A.F., 3% AQUA
- Forza massima agli elettrodi : 150 daN
- Sporgenza bracci : 120-500mm
- Regolazione corrente di puntatura : automatica
- Regolazione tempo di puntatura : automatico in funzione dello spessore
della lamiera e della pinza utilizzata.
(*) NOTA: l’ingombro non comprende i cavi e il palo di sostegno.
(**) NOTA: il peso del generatore non comprende la pinza e il palo di sostegno.
3.2.2Gruppodirareddamento(GRA)
Caratteristichegenerali
- Pressione massima (pmax) : 3 bar
- Potenza di rareddamento (P @ 1l/min) : 1 kW
- Capacità serbatoio : 8 l
- Liquido di rareddamento : liquido refrigerante
4.DESCRIZIONEDELLAPUNTATRICE
4.1ASSIEMEDELLAPUNTATRICEECOMPONENTIPRINCIPALI(Fig.B)
Sullatoanteriore:
1 - Pannello di controllo;
2 - Attacco cavi della pinza (ATLAS);
3 - Prese rapide per l’attacco dei tubi aria;
4 - Prese rapide per l’attacco dei tubi di rareddamento (versione AQUA);
5 - Connettore 14 pin;
Sullatoposteriore:
6 - Interruttore generale;
7 - Ingresso del cavo di alimentazione;
8 - Gruppo regolatore di pressione, manometro e ltro ingresso aria;
9 - Tappo del serbatoio del gruppo di rareddamento (versione AQUA);
10 - Livello del liquido del GRA (versione AQUA);
11 - Sato dell’aria del GRA (versione AQUA).
4.2DISPOSITIVIDICONTROLLOEREGOLAZIONE
4.2.1Pannellodicontrollo(Fig.C)
1. Tastoapiùfunzioni
a) FUNZIONE “START”:
abilita la macchina a funzionare al primo avvio o dopo una situazione di
allarme.
NOTA: Il display segnala all’operatore, quando necessario, che deve premere
il pulsante “START” per poter utilizzare la macchina.
b) FUNZIONE “MODE”:
seleziona la puntatura ad “impulsi” (attivabile solo con le pinze
pneumatiche) oppure seleziona l’utensile dello studder (g. C-8a / 8f attivabile
solo con la pistola studder).
c) SCELTA DELL’UNITA’ di MISURA:
mantenendo premuto per 3 secondi il tasto è possibile impostare l’unità di
misura dello spessore della lamiera in “millimetri” [mm], “gauge” [ga] oppure
inch [in].

- 12 -
2-3.- / +Tastiadoppiafunzione
a) FUNZIONE SPESSORE della LAMIERA:
premendo il tasto [+] si incrementa lo spessore della lamiera, premendo il tasto
[-] si diminuisce.
b) FUNZIONE SELEZIONE LIVELLO TIME o POWER :
mantenendo premuto il tasto [-] per 3 secondi è possibile incrementare o
diminuire il tempo di saldatura rispetto al valore impostato automaticamente
dalla macchina ;
mantenendo premuto il tasto [+] per 3 secondi è possibile incrementare o
diminuire la potenza di saldatura rispetto al valore impostato
automaticamente dalla macchina;
NOTA: la programmazione della potenza di puntatura permette di modicare
il valore della corrente programmato in fabbrica (5kA), adatto per una potenza
installata di 10 kW .
IMPORTANTE: La TAB. 1 fornisce la corrispondenza tra la
correnteselezionataelapotenzaminimadirete,chedev’esseredisponibile
nel luogo d’installazione (potenza installata), per evitare la possibilità
d’interventointempestivodellaprotezionedilinea.
E’ consigliabile eseguire l’adeguamento della programmazione sia nel
casoilvaloredi“default”risultiinsucienteperun’ottimaesecuzionedel
puntoconlospessoreselezionato(lospessorecorrispondentelampeggia),
oppure,quandolapotenzainstallataècompatibile,selezionandoilvaloredi
7kAegarantendocosìmaggioresicurezzaoperativaintutteleapplicazioni.
Laprogrammazioneconvaloridicorrenteinferiorilimita,diconseguenza,
lospessoremassimosaldabile.
4. DisplayLCD
5.
Segnala che è necessario premere il tasto per abilitare la macchina alla
saldatura.
6.
Visualizza lo spessore della lamiera ed eventuali codici di allarme.
7.
Si attiva collegando la pistola Studder con grilletto oppure senza (versione
attivabile a contatto).
8a.
Indica la puntatura di spine, ribattini, rondelle, rondelle speciali con appositi
elettrodi.
8b.
Indica la puntatura di viti diametro 4÷6, e ribattini diametro 5 con apposito
elettrodo.
8c.
Indica la saldatura a punto singolo con apposito elettrodo.
8d.
Indica il rinvenimento delle lamiere con l’elettrodo al carbone.
8e.
Indica la ricalcatura delle lamiere con apposito elettrodo.
8f.
Indica la puntatura intermittente per la rappezzatura sulle lamiere con apposito
elettrodo.
9.
Indica il livello del tempo di saldatura o del rispetto al valore impostato
automaticamente .
10.
Indica che la funzione della puntatura ad impulsi è stata attivata (solo per pinze
pneumatiche).
11.
Indica che si sta utilizzando una pinza ad azionamento “manuale” e non
“pneumatico”.
12.
Indica che la pinza in uso è energizzata.
13-14-15.
indicano pinza doppio punto, indicano pinza ad “X”, si
attiva con la pistola Studder.
16.
Rappresenta lo spessore della lamiera da saldare.
17.
Indica che la macchina è in protezione termostatica.
18.
Indica che si sta utilizzando la pistola termica a grae per la saldatura di parti in
plastica.
19.
Indica l’unità di misura dello spessore della lamiera.
4.2.2Grupporegolatoredipressioneemanometro(g.B-8)
Permette di regolare la pressione esercitata agli elettrodi della pinza pneumatica
agendo sulla manopola di regolazione e di modicare il usso di aria di rareddamento
delle pinze che lo prevedono. Si consiglia di impostare la pressione al massimo senza
superare 8 bar.
4.3FUNZIONIDISICUREZZAEDINTERBLOCCO
4.3.1Protezionieallarmi(TAB.2)
a) Protezione termica:
Interviene nel caso di sovratemperatura della puntatrice causata dalla mancanza
o portata insuciente del uido di rareddamento oppure da un ciclo di lavoro
superiore al limite ammesso.
L’intervento è segnalato dall’accensione dell’icona sul display (g. C-17) e con:
AL1 = allarme termico macchina.
AL2 = allarme termico pinza, studder.
EFFETTO: blocco movimentazione, apertura elettrodi (cilindro allo scarico); blocco
della corrente (saldatura inibita).
RIPRISTINO: manuale (azione sul pulsante “START” dopo il rientro nei limiti di
temperatura ammessi - spegnimento dell’icona).
b) Interruttore generale:
- Posizione “O” = aperto lucchettabile (vedi capitolo 1).
ATTENZIONE! In posizione ”O” i morsetti interni L1+L2(N) di
collegamentocavodialimentazionesonointensione.
- Posizione “ I ” = chiuso: puntatrice alimentata ma non in funzione (STAND BY - si
richiede di premere il pulsante “START”).
- Funzione emergenza
Con puntatrice in funzione l’apertura (pos. “ I ”=>pos “O” ) ne determina l’arresto
in condizioni di sicurezza:
- corrente inibita;
- apertura degli elettrodi (cilindro allo scarico);
- riavvio automatico inibito.
ATTENZIONE! VERIFICARE PERIODICAMENTE IL CORRETTO
FUNZIONAMENTODELL’ARRESTOINSICUREZZA.
c) Sicurezza gruppo di rareddamento (versione AQUA)
Interviene in caso di mancanza o caduta di pressione del liquido di rareddamento;
L’intervento è segnalato sul display con AL 9 = allarme mancanza liquido.
EFFETTO: blocco movimentazione, apertura elettrodi (cilindro allo scarico); blocco
della corrente (saldatura inibita).
RIPRISTINO: rabboccare il liquido di rareddamento quindi spegnere ed accendere
la macchina (vedi anche Par. 5.6 “predisposizione del gruppo di rareddamento”).
d) Protezione sovra e sotto tensione
L’intervento è segnalato sul display con AL 3 = allarme sovratensione e con AL 4 =
allarme sottotensione.
EFFETTO: blocco movimentazione, apertura elettrodi (cilindro allo scarico); blocco
della corrente (saldatura inibita).
RIPRISTINO: manuale (azione sul pulsante “START”).
e) Pulsante “START” (Fig. C-5).
È necessario il suo azionamento per poter comandare l’operazione di saldatura in
ciascuna delle seguenti condizioni:
- ad ogni chiusura dell’interruttore generale (pos “O”=>pos “ I ”);
- dopo ogni intervento dei dispositivi di sicurezza/ protezione;
- dopo il ritorno dell’alimentazione di energia (elettrica ed aria compressa)
precedentemente interrotta per sezionamento a monte o avaria;
ATTENZIONE! VERIFICARE PERIODICAMENTE IL CORRETTO
FUNZIONAMENTO DELL’AVVIO IN SICUREZZA
5.INSTALLAZIONE
ATTENZIONE!ESEGUIRETUTTELEOPERAZIONIDIINSTALLAZIONE
ED ALLACCIAMENTI ELETTRICI E PNEUMATICI CON LA PUNTATRICE
RIGOROSAMENTESPENTAESCOLLEGATADALLARETEDIALIMENTAZIONE.
GLI ALLACCIAMENTI ELETTRICI E PNEUMATICI DEVONO ESSERE ESEGUITI
ESCLUSIVAMENTEDAPERSONALEESPERTOOQUALIFICATO.
5.1ALLESTIMENTO
Disimballare la puntatrice, eseguire il montaggio della parti staccate contenute
nell’imballo come indicato in questo capitolo (Fig.D).
5.2MODALITÀDISOLLEVAMENTO(Fig.E).
Il sollevamento della puntatrice dev’essere eseguito con doppia fune e ganci
opportunamente dimensionati per il peso della macchina, utilizzando gli appositi anelli
M8.
E’ assolutamente vietato imbragare la puntatrice con modalità diverse da quelle
indicate.
5.3UBICAZIONE
Riservare alla zona d’installazione una area sucientemente ampia e priva di ostacoli
atta a garantire l’accessibilità al pannello comandi all’interruttore generale e all’area di
lavoro in piena sicurezza.
Accertarsi che non vi siano ostacoli in corrispondenza delle aperture di ingresso o
uscita dell’aria di rareddamento, vericando che non possano venir aspirate polveri
conduttive, vapori corrosivi, umidità etc.
Posizionare la puntatrice su una supercie piana di materiale omogeneo e compatto
adatta a sopportarne il peso (vedi “dati tecnici”) per evitare il pericolo di ribaltamento
o spostamenti pericolosi.

- 13 -
5.4COLLEGAMENTOALLARETE
5.4.1Avvertenze
Prima di eettuare qualsiasi collegamento elettrico, vericare che i dati di targa
della puntatrice corrispondano alla tensione e frequenza di rete disponibili nel luogo
d’installazione.
La puntatrice deve essere collegata esclusivamente ad un sistema di alimentazione
con conduttore di neutro collegato a terra.
Per garantire la protezione contro il contatto indiretto usare interruttori dierenziali
del tipo:
- Tipo A ( ) per macchine monofasi;
- Tipo B ( ) per macchine trifasi.
- La puntatrice non rientra nei requisiti della norma IEC/EN 61000-3-12.
Se essa viene collegata a una rete di alimentazione pubblica, è responsabilità
dell’installatore o dell’utilizzatore vericare che la saldatrice possa essere connessa
(se necessario, consultare il gestore della rete di distribuzione).
5.4.2Spinaepresadirete
Collegare al cavo di alimentazione una spina normalizzata ( 3P + T: vengono utilizzati
solo 2 poli: collegamento INTERFASICO!) di portata adeguata e predisporre una presa
di rete protetta da fusibili o da interruttore automatico magnetotermico ; l’apposito
terminale di terra dev’essere collegato al conduttore di terra (giallo-verde) della llinea
di alimentazione.
La portata e la caratteristica d’intervento dei fusibili e dell’interruttore magnetotermico
sono riportate nel paragrafo “DATI TECNICI”.
Qualora vengano installate più puntatrici distribuire l’alimentazione ciclicamente tra le
tre fasi in modo tale da realizzare un carico più equilibrato; esempio:
puntatrice 1: alimentazione L1-L2;
puntatrice 2: alimentazione L2-L3;
puntatrice 3: alimentazione L3-L1.
ATTENZIONE! L’inosservanza delle regole sopraesposte rende
inecace il sistema di sicurezza previsto dal costruttore (classe I) con
conseguentigravirischiperlepersone(es.shockelettrico)eperlecose(es.
incendio).
5.5COLLEGAMENTOPNEUMATICO
- Predisporre una linea aria compressa con pressione di esercizio ad 8 bar.
- Montare sul gruppo ltro riduttore uno dei raccordi aria compressa a disposizione
per adeguarsi agli attacchi disponibili nel luogo d’installazione.
5.6PREDISPOSIZIONEDELGRUPPODIRAFFREDDAMENTO(VersioneAQUA)
ATTENZIONE!Leoperazionidiriempimentodevonoessereeseguite
conl’apparecchiaturaspentaescollegatadallaretedialimentazione.
Evitareinmodoassolutol'utilizzodiliquidoantigeloabasedipolipropilene.
Usaresoloilliquidorefrigerantesuggeritodalproduttore.
- Aprire la valvola di scarico (FIG. B-11).
- Eettuare il riempimento del serbatoio con liquido refrigerante attraverso il
bocchettone (Fig. B-9): capacità del serbatoio = 8 l; porre attenzione ad evitare
ogni eccessiva fuoriuscita di liquido a ne riempimento.
- Chiudere il tappo del serbatoio.
- Chiudere la valvola di scarico.
5.7COLLEGAMENTOPINZAPNEUMATICA(Fig.F)
- Collegare le spine ATLAS nelle apposite prese.
ATTENZIONE! Le “ATLAS” dei cavi si connettono alle prese del
pannellotramiteunarotazioneoraria:vericarechelatorsionedeicavinon
tendaadallentarelaconnessione;intalcasoruotarele“ATLAS”deicaviin
sensoantiorarioprimadiinserirleebloccarlenelpannello.
- Collegare le due spine dell’aria nelle apposite prese della puntatrice: spina piccola
(aria rareddamento); spina grande (aria comando pistola pneumatica).
- Solo per la versione AQUA, collegare i tubi di rareddamento della pinza alle
apposite prese rapide della macchina rispettando i colori: tubo blu su presa blu,
tubo rosso su presa rossa.
- Inserire il connettore del cavo comando nella apposita presa 14 pin.
5.8 COLLEGAMENTO PINZA MANUALE E PISTOLA STUDDER CON CAVO DI
MASSA(FIG.G)
- Collegare le spine ATLAS nelle apposite prese: solo per lo studder collegare
la pistola e la massa alle relative ATLAS, come riportato sulla serigraa della
macchina.
- Inserire il connettore del cavo comando nella apposita presa.
I collegamenti delle prese aria dell’aria compressa non sono necessari.
5.9COLLEGAMENTOPINZADOPPIOPUNTO
- Procedere nello stesso modo della pinza pneumatica utilizzando solo la spina
dell’aria di rareddamento.
6.SALDATURA(Puntatura)
6.1OPERAZIONIPRELIMINARI
Prima di eseguire qualsiasi operazione di puntatura, sono necessarie una serie
di veriche e regolazioni, da eseguire con interruttore generale in posizione ”O” e
lucchetto chiuso.
- Controllare che l’allacciamento elettrico sia eseguito correttamente secondo le
istruzioni precedenti.
- Vericare l’allacciamento aria compressa; eseguire il collegamento del tubo di
alimentazione alla rete pneumatica, regolare la pressione tramite la manopola del
riduttore sino a leggere sul manometro un valore compreso tra 4 e 8 bar (60 - 120
psi) in funzione dello spessore della lamiera da puntare.
- Interporre tra gli elettrodi uno spessore equivalente allo spessore delle lamiere;
vericare che i bracci, avvicinati manualmente, risultino paralleli e gli elettrodi in
asse (punte coincidenti).
Eettuare la regolazione, se necessario, allentando le viti di bloccaggio dei bracci
che possono essere ruotati o spostati in entrambi i sensi lungo il loro asse; a ne
regolazione serrare accuratamente le viti di bloccaggio.
- La regolazione della corsa di lavoro si eettua agendo sugli elettrodi. Va sempre
tenuto presente che è necessaria una corsa maggiore di 6-8 mm rispetto la
posizione di puntatura in modo da esercitare sul pezzo la forza prevista.
La FIG. I fornisce una regolazione “standard” della posizione degli elettrodi con
pinza a riposo.
- Utilizzando la pinza manuale, tenere presente che la regolazione della forza
esercitata dagli elettrodi in fase di puntatura si ottiene agendo sul dado zigrinato
(FIG. L); avvitare in senso orario (destrorso) per aumentare la forza proporzionale
all’aumentare dello spessore delle lamiere, scegliendo tuttavia regolazioni che
permettono la chiusura della pinza (e relativo azionamento del microswitch)
esercitando uno sforzo molto limitato. Il corretto posizionamento di bracci ed
elettrodi è analogo a quanto previsto per la pinza pneumatica.
6.2REGOLAZIONEDEIPARAMETRI(inpuntatura)
I parametri che intervengono a determinare il diametro (sezione) e la tenuta meccanica
del punto sono:
- Forza esercitata dagli elettrodi.
- Corrente di puntatura.
- Tempo di puntatura.
In mancanza di esperienza specica è opportuno eseguire alcune prove di puntatura
utilizzando spessori di lamiera della stessa qualità e spessore del lavoro da eseguire.
Adeguare la forza degli elettrodi agendo sul regolatore di pressione come indicato in
6.1 scegliendo valori medio-alti.
I parametri corrente e tempo di puntatura vengono regolati automaticamente
selezionando lo spessore delle lamiere da saldare con i tasti (icone + / -). Eventuali
aggiustamenti del tempo punto rispetto al valore standard (DEFAULT) si possono
eseguire, entro limiti pressati, agendo sul tasto (icona g. C-2).
Inserire la pulsazione dovendo puntare lamiere di spessore 0.8÷1.2mm ad
alto limite di snervamento.
Il periodo di pulsazione è automatico, non necessita regolazione.
IMPORTANTE: Se lo spessore selezionato “lampeggia” signica che la corrente di
puntatura di default , o inizialmente programmata, è insuciente per eseguire
il punto in modo soddifacente; compatibilmente con la potenza disponibile nel luogo
d’installazione riprogrammare la puntatrice alla massima corrente (vedi paragrafo
4.2.1): correnti di puntatura elevate abbinate a tempi ridotti conferiscono caratteristiche
migliori al punto.
Si considera corretta l’esecuzione del punto quando sottoponendo un provino a prova
di trazione, si provoca l’estrazione del nocciolo del punto di saldatura da una delle
due lamiere.
6.3PROCEDIMENTO
6.3.1PINZAPNEUMATICA
- Il tempo di accostaggio (SQUEEZE TIME) è automatico, il valore varia in funzione
dello spessore di lamiera selezionato.
- Appoggiare un elettrodo sulla supercie di una delle due lamiere da puntare.
- premere il pulsante sull’impugnatura della pinza ottenendo:
a) Chiusura delle lamiere tra gli elettrodi con la forza preregolata (azionamento
cilindro).
b) Passaggio della corrente di saldatura pressata per il tempo pressato
segnalati dall’accensione e spegnimento dell’icona .
- Rilasciare il pulsante dopo qualche istante dallo spegnimento dell’icona (ne
saldatura); questo ritardo (mantenimento) conferisce migliori caratteristiche
meccaniche al punto.
6.3.2PINZEMANUALI
- Appoggiare l’elettrodo inferiore sulle lamiere da puntare.
- Azionare la leva superiore della pinza a ne corsa, ottenendo:
a) Chiusura delle lamiere tra gli elettrodi con la forza preregolata.
b) Passaggio della corrente di saldatura pressata per il tempo pressato
segnalati dall’accensione e spegnimento dell’icona .
- Rilasciare la leva della pinza dopo qualche istante dallo spegnimento dell’icona
(ne saldatura); questo ritardo (mantenimento) conferisce migliori caratteristiche
meccaniche al punto.
6.3.3PISTOLASTUDDER
ATTENZIONE!
- Perssareosmontaregliaccessoridalmandrinodellapistolautilizzaredue
chiavisseesagonaliinmododaimpedirelarotazionedelmandrinostesso.
- Nelcasodioperazionesuporteocofanicollegareobbligatoriamentelabarra
dimassasuquestepartiondeimpedireilpassaggiodicorrenteattraversole
cerniere,ecomunqueinprossimitàdellazonadapuntare(lunghipercorsidi
correnteriduconol’ecienzadelpunto).
6.3.4Collegamentodelcavodimassa
a) Portare a nudo la lamiera il più vicino possibile al punto in cui s’intende operare,
per una supercie corrispondente alla supercie di contatto della barra di massa.
b1) Fissare la barra di rame alla supercie della lamiera usufruendo di una PINZA
ARTICOLATA (modello per saldature).
In alternativa alla modalità “b1” (dicoltà di attuazione pratica) adottate la
soluzione:
b2) Puntare una rondella sulla supercie della lamiera precedentemente preparata;
far passare la rondella attraverso la feritoia della barra di rame e bloccarla con
l’apposito morsetto in dotazione.
Puntaturarondellaperssaggioterminaledimassa
Montare nel mandrino della pistola l’apposito elettrodo (POS.9, Fig. M) e inserirvi la
rondella (POS.13, Fig. M).
Appoggiare la rondella nella zona scelta. Mettere in contatto, sulla stessa zona,
il terminale di massa; premere il pulsante della pistola attuando la saldatura della
rondella sulla quale eseguire il ssaggio come descritto precedentemente.
Puntaturaviti,rosette,chiodi,rivetti
Dotare la pistola dell’elettrodo adatto inserirvi l’elemento da puntare ed appogiarlo alla
lamiera sul punto desiderato; premere il pulsante della pistola: rilasciare il pulsante
solo dopo trascorso il tempo impostato.
Puntaturalamieredaunsololato
Montare nel mandrino pistola l’elettrodo previsto (POS.6, Fig. M) premendo sulla
supercie da puntare. Azionare il pulsante della pistola, rilasciare il pulsante solo dopo
trascorso il tempo impostato.

- 14 -
ATTENZIONE!
Massimo spessore della lamiera puntabile, da un solo lato: 1+1 mm . Non è
ammessaquestapuntaturasustruttureportantidellacarrozzeria.
Per ottenere risultati corretti nella puntatura delle lamiere è necessario adottare alcune
precauzioni fondamentali:
1 - Una connessione di massa impeccabile.
2 - Le due parti da puntare devono essere messe a nudo da eventuali vernici,
grasso, olio.
3 - Le parti da puntare dovranno essere a contatto l’una con l’altra, senza intraferro,
al bisogno pressare con un utensile, non con la pistola. Una pressione troppo
forte porta a cattivi risultati.
4 - Lo spessore del pezzo superiore non deve superare 1 mm.
5 - La punta dell’elettrodo deve possedere un diametro di 2.5 mm.
6 - Stringere bene il dado che blocca l’elettrodo, vericare che i connettori dei cavi di
saldatura siano bloccati.
7 - Quando si punta, appoggiare l’elettrodo esercitando una leggera pressione
(3÷4 kg). Premere il pulsante e far trascorrere il tempo di puntatura, solo allora
allontanarsi con la pistola.
8 - Non allontanarsi mai più di 30 cm dal punto di ssaggio dalla massa.
Puntaturaetrazionecontemporaneadirondellespeciali
Questa funzione si esegue montando e serrando a fondo il mandrino (POS.4, Fig.
M) sul corpo dell’estrattore (POS.1, Fig. M), agganciare e serrare a fondo l’altro
terminale dell’estrattore sulla pistola. Inserire la rondella speciale (POS.14, Fig. M)
nel mandrino (POS.4, Fig. M), bloccandola con l’apposita vite (Fig. M). Puntarla nella
zona interessata regolando la puntatrice come per la puntatura delle rondelle ed
iniziare la trazione.
Al termine, ruotare l’estrattore di 90° per staccare la rondella, che può essere ripuntata
in una nuova posizione.
Riscaldamentoericalcolamiere
In questa modalità operativa il TIMER è disattivato.
La durata delle operazioni è quindi manuale essendo determinata dal tempo in cui si
tiene premuto il pulsante della pistola.
L’intensità della corrente è regolata automaticamente in funzione dello spessore della
lamiera scelto.
Montare l’elettrodo di carbone (POS.12, FIG. M) nel mandrino della pistola bloccandolo
con la ghiera. Toccare con la punta del carbone la zona precedentemente portata
a nudo e spingere il pulsante della pistola. Agire dall’esterno verso l’interno con un
movimento circolare così da scaldare la lamiera che, incrudendosi, ritornerà nella sua
posizione originale.
Onde evitare che la lamiera rinvenga troppo, trattare piccole zone e subito dopo
l’operazione passare uno straccio umido, così da rareddare la parte trattata.
Ricalcolamiere
In questa posizione operando con l’apposito elettrodo si possono appiattire lamiere
che hanno subito delle deformazioni localizzate.
Puntaturaintermittente
Questa funzione è adatta alla puntatura di piccoli rettangoli di lamiera così da coprire
fori dovuti alla ruggine o ad altre cause.
Mettere l’apposito elettrodo (POS.5, Fig. M) sul mandrino, stringere accuratamente la
ghiera di ssaggio. Portare a nudo la zona interessata ed assicurarsi che il pezzo di
lamiera che si vuol puntare sia pulito ed esente da grasso o vernice.
Posizionare il pezzo ed appoggiarvi l’elettrodo, quindi spingere il pulsante della pistola
tenendo sempre premuto il pulsante, avanzare ritmicamente seguendo gli intervalli di
lavoro/riposo dati dalla puntatrice.
N.B.: Durante il lavoro esercitare una leggera pressione (3÷4 kg), operare seguendo
una linea ideale a 2÷3 mm dal bordo del nuovo pezzo da saldare.
Per avere buoni risultati:
1 - Non allontanarsi più di 30 cm dal punto di ssaggio della massa.
2 - Adoperare lamiere di copertura di spessore massimo 0.8 mm meglio se d’acciaio
inossidabile.
3 - Ritmare il movimento di avanzamento con la cadenza dettata dalla puntatrice.
Avanzare nel momento di pausa, fermarsi nel momento della puntatura.
Utilizzodell’estrattoreindotazione(POS.1,Fig.M)
Aggancioetrazionerondelle
Questa funzione si esegue montando e serrando il mandrino (POS.3, Fig. M) sul corpo
dell’elettrodo (POS.1, Fig. M). Agganciare la rondella (POS.13, Fig. M), puntata come
descritto precedentemente, e iniziare la trazione. Al termine ruotare l’estrattore di 90°
per staccare la rondella.
Aggancioetrazionespine
Questa funzione si esegue montando e serrando il mandrino (POS.2, Fig. M) sul corpo
dell’elettrodo (POS.1, Fig. M). Far entrare la spina (POS.15-16, Fig. M), puntata come
descritto precedentemente nel mandrino (POS.1, Fig. M) tenendo tirato il terminale
stesso verso l’estrattore (POS.2, Fig. M). Ad introduzione ultimata rilasciare il mandrino
ed iniziare la trazione. Al termine tirare il mandrino verso il martello per slare la spina.
STUDDER TOUCH
Lo studder può essere fornito nella versione priva di pulsante.
La puntatura avviene semplicemente appoggiando l’utensile sul pezzo da saldare che
è collegato al cavo di massa: la macchina dopo qualche istante riconosce il contatto e
avvia automaticamente il punto.
ATTENZIONE:EVITAREDIAPPOGGIARELOSTUDDERSULPEZZO
SENONSIINTENDEAVVIARELASALDATURA!
7.MANUTENZIONE
ATTENZIONE! PRIMA DI ESEGUIRE LE OPERAZIONI DI
MANUTENZIONE, ACCERTARSI CHE LA PUNTATRICE SIA SPENTA E
SCOLLEGATADALLARETEDIALIMENTAZIONE.
Ènecessariobloccarel’interruttoreinposizione“O”collucchettoindotazione.
7.1MANUTENZIONEORDINARIA
LE OPERAZIONI DI MANUTENZIONE ORDINARIA POSSONO ESSERE ESEGUITE
DALL’OPERATORE.
- adeguamento/ripristino del diametro e del prolo della punta dell’elettrodo;
- sostituzione degli elettrodi e dei bracci;
- controllo allineamento degli elettrodi;
- controllo rareddamento di cavi e pinza;
- scarico della condensa dal ltro d’ingresso aria compressa.
- verica integrità del cavo di alimentazione della puntatrice e della pinza
SOLOperlaversioneAQUA:
- verica periodica del livello nel serbatoio del liquido di rareddamento.
- verica periodica della totale assenza di perdite di liquido.
- cambio del liquido di rareddamento ogni 6 mesi.
7.2MANUTENZIONESTRAORDINARIA
LE OPERAZIONI DI MANUTENZIONE STRAORDINARIA DEVONO ESSERE
ESEGUITE ESCLUSIVAMENTE DA PERSONALE ESPERTO O QUALIFICATO IN
AMBITO ELETTRICO-MECCANICO.
ATTENZIONE!PRIMADIRIMUOVEREIPANNELLIDELLAPUNTATRICE
O DELLA PINZA ED ACCEDERE AL SUO INTERNO ACCERTARSI CHE LA
PUNTATRICE SIA SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE
ELETTRICAEPNEUMATICA(sepresente).
Eventuali controlli eseguiti sotto tensione all’interno della puntatrice possono causare
shock elettrico grave originato da contatto diretto con parti in tensione e/o lesioni
dovute al contatto diretto con organi in movimento.
Periodicamente e comunque con frequenza in funzione dell’utilizzo e delle condizioni
ambientali, ispezionare l’interno della puntatrice e della pinza per rimuovere la polvere
e le particelle metalliche depositatesi su trasformatore, modulo diodi, morsettiera
alimentazione, etc, mediante getto d’aria compressa secca (max 5 bar).
Evitare di dirigere il getto d’aria compressa sulle schede elettroniche; provvedere alla
loro eventuale pulizia con una spazzola molto morbida od appropriati solventi.
Con l’occasione:
- Vericare che i cablaggi non presentino danni all’isolamento o connessioni
allentate- ossidate.
- Vericare che le viti di collegamento del secondario del trasformatore alle
barre / trecce di uscita siano ben serrate e non vi siano segni di ossidazione o
surriscaldamento.
7.2.1Interventisulgruppodirareddamentoaliquido(soloversioneAQUA)
In caso di:
- eccessiva necessità di ripristinare il livello di liquido nel serbatorio;
- eccessiva frequenza di intervento allarme 9;
- perdite liquido;
è opportuno procedere con una verica di eventuali problematiche presenti
internamente alla zona gruppo di rareddamento.
Facendo sempre riferimento alla sezione 7.2 per le attenzioni generali e comunque
dopo aver scollegato la puntatrice dalla rete di alimentazione, procedere con la
rimozione del pannello laterale (FIG.N).
Controllare che non vi siano perdite sia dalle connessioni, sia dalle tubazioni. In caso
di perdita liquido, provvedere alla sostituzione della parte danneggiata. Eliminare
residui di liquido eventualmente perso durante la manutenzione e richiudere il
pannello laterale.
Procedere quindi col ripristino della puntatrice utilizzando le opportune informazioni
indicate nel paragrafo 6 (Puntatura).
8.RICERCAGUASTI
NELL’EVENTUALITA’ DI FUNZIONAMENTO INSODDISFACENTE, E PRIMA
DI ESEGUIRE VERIFICHE PIU’ SISTEMATICHE O RIVOLGERVI AL VOSTRO
CENTRO ASSISTENZA, CONTROLLARE CHE:
- Con interruttore generale della puntatrice chiuso (pos. “ I ”) il display sia accesso;
in caso contrario il difetto risiede nella linea di alimentazione (cavi, presa e spina,
fusibili, eccessiva caduta di tensione, etc).
- Il display non visualizzi segnali di allarme (vedere TAB. 2): cessato l’allarme
premere “START” per riattivare la puntatrice; controllare la corretta circolazione
del liquido del uido di rareddamento ed eventualmente ridurre il rapporto
d’intermittenza del ciclo di lavoro.
- Gli elementi facenti parti del circuito secondario (fusioni portabracci - bracci -
portaelettrodi - cavi ) non siano inecienti a causa di viti allentati o ossidazioni.
- I parametri di saldatura siano adeguati al lavoro in esecuzione.
- Dopo aver eseguito la manutenzione o la riparazione ripristinare le connessioni
ed i cablaggi com’erano in origine avendo cura che questi non vadano a contatto
con parti in movimento o parti che possano raggiungere temperature elevate.
Fascettare tutti i conduttori com’erano in origine avendo cura di tenere ben separati
tra di loro i collegamenti del primario in alta tensione da quelli secondari in bassa
tensione.
Utilizzare tutte le rondelle e le viti originali per la richiusura della carpenteria.

- 15 -
FRANÇAIS
1. SÉCURITÉ GÉNÉRALE POUR LE SOUDAGE PAR POINTS..........................................................15
2. INTRODUCTION ET DESCRIPTION GÉNÉRALE ............................................................................ 16
2.1 INTRODUCTION .........................................................................................................................16
2.2 ACCESSOIRES DE SÉRIE ........................................................................................................16
2.3 ACCESSOIRES SUR DEMANDE ................................................................................................16
3. DONNÉES TECHNIQUES .................................................................................................................16
3.1 PLAQUETTE DES DONNÉES (Fig. A) ........................................................................................16
3.2 AUTRES DONNÉES TECHNIQUES ..........................................................................................16
3.2.1 Poste de soudage par points ..............................................................................................16
3.2.2 Groupe de refroidissement (GRA) ......................................................................................16
4. DESCRIPTION DU POSTE DE SOUDAGE PAR POINT ..................................................................16
4.1 ENSEMBLE DU POSTE DE SOUDAGE PAR POINTS ET DES COMPOSANTS
PRINCIPAUX (Fig. B) ..................................................................................................................16
4.2 DISPOSITIFS DE CONTRÔLE ET DE RÉGLAGE ......................................................................16
4.2.1 Tableau de contrôle (Fig. C) ...............................................................................................16
4.2.2Grouperégulateurdepressionetmanomètre(g.B-8) .....................................................17
4.3 FONCTIONS DE SÉCURITÉ ET VERROUILLAGE ....................................................................17
4.3.1 Protections et alarmes (TAB. 2) .......................................................................................... 17
5. INSTALLATION .................................................................................................................................. 17
5.1 MISE EN PLACE .........................................................................................................................17
5.2 MODALITÉS DE SOULÈVEMENT (Fig. E). ................................................................................17
5.3 POSITIONNEMENT .....................................................................................................................17
5.4 BRANCHEMENT AU RÉSEAU ....................................................................................................18
5.4.1 Avertissements ...................................................................................................................18
5.4.2 Fiche et prise ......................................................................................................................18
5.5 BRANCHEMENT PNEUMATIQUE ..............................................................................................18
5.6 PRÉDISPOSITION DU GROUPE DE REFROIDISSEMENT (Version AQUA) ............................18
5.7 BRANCHEMENT DE LA PINCE PNEUMATIQUE (Fig. F) ..........................................................18
5.8BRANCHEMENTDELAPINCEMANUELLEETPISTOLETSTUDDERAVEC
CÂBLE DE MASSE (FIG. G) .......................................................................................................18
5.9 BRANCHEMENT DE LA PINCE DOUBLE POINT ......................................................................18
6. SOUDAGE (PAR POINTS) ................................................................................................................18
6.1 OPÉRATIONS PRÉALABLES .....................................................................................................18
6.2 RÉGLAGE DES PARAMÈTRES (en pointage) ..........................................................................18
6.3 PROCÉDÉ ...................................................................................................................................18
6.3.1 PINCE PNEUMATIQUE .....................................................................................................18
6.3.2 PINCES MANUELLES .......................................................................................................18
6.3.3 PISTOLET STUDDER ........................................................................................................18
6.3.4 Branchement du câble de masse .......................................................................................18
7. ENTRETIEN .......................................................................................................................................19
7.1 ENTRETIEN ORDINAIRE ............................................................................................................19
7.2 ENTRETIEN EXTRAORDINAIRE ................................................................................................ 19
7.2.1 Interventions sur le groupe de refroidissement à liquide (seulement version AQUA) ........19
8. RECHERCHE DES AVARIES ............................................................................................................19
APPAREILLAGES POUR SOUDAGE PAR POINTS À USAGE INDUSTRIEL ET
PROFESSIONNEL.
Note:Dansletextesuivant,onemploieraleterme«postedesoudageparpoints».
1.SÉCURITÉGÉNÉRALEPOURLESOUDAGEPARPOINTS
L’opérateurdoitêtresusammentinformésurl’utilisationentoutesécuritédu
postedesoudageparpointsetsurlesrisquesliésauxprocédésdusoudagepar
points,auxmesuresdeprotectioncorrespondantesetauxprocéduresd’urgence.
Lepostedesoudageparpoints(seulementdanslesversionsàactionnementavec
cylindrepneumatique)estéquipéd’uninterrupteurgénéralayantdesfonctions
d’arrêtd’urgence,d’unverroupoursonblocageenposition«O»(ouvert).
Lacléduverroupeutêtreremiseexclusivementàunopérateurexpertouinstruit
surles tâches quiluisont attribuées etsurles possibles dangersdérivantde
ceprocédédesoudageoud’uneutilisationnégligentedupostedesoudagepar
points.
Enl’absencedel’opérateur,l’interrupteurdoitêtreplacéenposition«O»bloqué
avecleverrouferméetsansclé.
- Exécuterl’installationélectriqueselonlesnormesprévuesetd’aprèsleslois
contrelesaccidents.
- Le poste de soudage par points doit être branché exclusivement à un
systèmed’alimentationavecconducteurdeneutrebranchéàlaterre.
- S’assurerquelaprise d’alimentationest correctement branchéeà laterre
commeprotection.
- Nepasutiliserdecâblesayantuneisolationdétérioréeoudesconnexions
desserrées.
- Utiliser le poste de soudage par points à une température ambiante de
l’aircompriseentre5°Cet40°Cetàunehumiditérelativede50%pourdes
températures allant jusqu’à 40°C et de 90% pour des températures allant
jusqu’à20°C.
- Ne pas utiliser le poste de soudage par points en milieux humides ou
mouillésousouslapluie.
- Laconnexiondescâblesdesoudageettouteautreinterventiond’entretien
ordinairesurlesbraset/ouélectrodesdoiventêtreexécutéesquandleposte
de soudage par points est éteint et débranché du réseau d’alimentation
électriqueetpneumatique(siprésent).
- Sur les postes de soudage par points à actionnement avec cylindre
pneumatique,ilestnécessairedebloquerl’interrupteurgénéralenposition
«O»avecleverroufourni.
La même procédure doit être respectée pour le branchement au réseau
hydriqueouàuneunitéderefroidissementàcircuitfermé(postesdesoudage
parpointsrefroidisparliquide)etquoiqu’ilensoitencasd’interventionsde
réparation(entretienextraordinaire).
- Ilestinterditd’utiliserl’appareillagedansdesmilieuxcomportantdeszones
classéesàrisqued’explosionàcausedelaprésencedegaz,depoussières
oudebuées.
- Nepassoudersurdesconteneurs,récipientsoutuyauxquicontiennentou
quiontcontenudesproduitsinammablesliquidesougazeux.
- Éviterd’opérersurdes matériauxpropresavecdessolvantschlorurésou
danslesalentoursdecessubstances.
- Nepassoudersurdesrécipientssouspression.
- Éloignerdelazonedetravailtouteslessubstancesinammables(parex.
bois,papier,chions,etc.).
- Laisserrefroidirlemorceauquivientd’êtresoudé!Nepasplacerlemorceau
àproximitédesubstancesinammables.
- S’assurerunrecyclagedel’airadéquatoudesmoyensadaptéspourenlever
lesfuméesdesoudageauxalentoursdesélectrodes;ilfautuneapproche
systématiquepourévaluerleslimitesàl’expositiondesfuméesdesoudage
enfonctiondeleurcomposition,deleurconcentrationetdeladuréedecette
mêmeexposition.
- Toujours protéger lesyeux avecdes lunettesdeprotection prévuesà cet
eet.
- Porterdesgantsetdesvêtementsdeprotectionadaptésauxusinagesavec
soudageparpoints.
- Bruit : Si, à cause d’opérations de soudage particulièrement intensives,
on constate un niveau d’exposition quotidienne personnelle (LEP,d) égale
ousupérieureà85db(A),l’utilisationde moyens de protection individuelle
adaptésestobligatoire.
- Le passage du courant de pointage provoque l’apparition de champs
électromagnétiques(EMF)localisésdanslesalentoursducircuitdepointage.
Leschampsélectromagnétiquespeuventinterféreraveccertainsappareillages
médicaux(ex.Pacemakers,respirateurs,prothèsesmétalliquesetc.).
Il faut prendre les mesures de protection adaptées à l’égard des personnes
portantcesappareillages.Interdireparexemplel’accèsàl’aired’utilisationdu
postedesoudageparpoints.
Cepostedesoudageparpointsrépondauxstandardstechniquesdeproduit
pour l’utilisation exclusive en milieu industriel à but professionnelle. La
conformitéauxlimitesdebaseconcernantl’expositionhumaineauxchamps
électromagnétiquesenmilieudomestiquen’estpasassurée.
L’opérateurdoitutiliserlesprocéduressuivantesdefaçonàréduirel’exposition
auxchampsélectromagnétiques:
- Fixer ensemble, le plus près possible, les deux câbles de pointage (si
présents).
- Maintenir la tête et le tronc du corps le plus loin possible du circuit de
pointage.
- Nejamaisenroulerlescâblesdepointage(siprésents)autourducorps.
- Nejamaispointerlecorpsaumilieuducircuitdepointage.Tenirlesdeux
câblesdumêmecôtéducorps.
- Brancherlecâblederetourducourantdepointage(siprésent)aumorceau
àpointerleplusprèspossibledujointenexécution.
- Ne pas pointer près, assis ou appuyé au poste de soudage par points
(distanceminimale:50cm).
- Nepaslaisserd’objetsferromagnétiquesàproximitéducircuitdepointage.
- Distanceminimale:
- d=3cm,f=50cm(Fig.O);
- d=3cm,f=50cm(Fig.P);
- d=30cm(Fig.Q);
- d=20cm(Fig.R)Studder.
- AppareillagedeclasseA:
Cepostedesoudageparpointsrépondauxqualitésessentiellesrequisespar
lestandardtechniquedeproduitpourl’utilisationexclusiveenmilieuindustriel
etàbutprofessionnelle.
La conformité à la compatibilité électromagnétique dans les bâtiments
domestiques et dans ceux qui sont directement branchés à un réseau
d’alimentation à basse tension alimentant les bâtiments pour l’usage
domestiquen’estpasassurée.
UTILISATION PRÉVUE
L’installationaétéconçuepourêtreutiliséeexclusivementdansunecarrosserie
pourlaréparationdesautomobiles:elledoitêtreutiliséepourlepointaged’une
ou de plusieurs tôles en acier à faible contenu de carbone, de forme et de
dimensionsvariantselonl’usinageàexécuter.
RISQUES RÉSIDUELS
RISQUE D’ÉCRASEMENT DES MEMBRES SUPÉRIEURS
NEPASPOSERLESMAINSÀPROXIMITÉDESPARTIESENMOUVEMENT!
Lamodalitédefonctionnementdupostedesoudageparpointsetlavariabilité
deforme etde dimensionsdu morceau enusinage empêchentla réalisation
d’une protection intégrée contre le danger d’écrasement des membres
supérieurs:doigt,main,avant-bras.
Lerisquedoitêtreréduitenadoptantlesmesurespréventivesopportunes:
- L’opérateurdoitêtreexpertouinstruitsurleprocédédesoudageparpoints
aveccettetypologied’appareillages.
- Ilfautexécuter uneévaluation durisquepourchaque typologie detravail
pag. pag.
SOMMAIRE

- 16 -
à exécuter ; il faut prédisposer des équipements et des caches pouvant
souteniretguiderlemorceauenusinagedefaçonàéloignerlesmainsdela
zonedangereusecorrespondantauxélectrodes.
- Encasd’utilisationd’unpostedesoudageparpointsportable:empoigner
solidementlapinceaveclesdeuxmainsplacéessurlespoignéesprévuesà
ceteet;toujoursmaintenirlesmainsloindesélectrodes.
- Danstouslescasoùlaconformationdumorceaulepermet,réglerladistance
desélectrodesdefaçonàcequ’ellenedépassepas6mmdecourse.
- Empêcherque plusieurspersonnesne travaillentenmême tempsavecle
mêmepostedesoudageparpoints.
- Lazonedetravaildoitêtreinterditeauxpersonnesétrangèresauxopérations.
- Nepaslaisserlepostedesoudageparpointssanssurveillance:dansce
cas,ilestobligatoiredeledébrancherduréseaud’alimentation;dansles
postesdesoudageparpointsà actionnement avec cylindre pneumatique,
porterl’interrupteurgénéralsur«O»etlebloqueravecleverroufourni,la
clédoitêtreextraiteetconservéeparleresponsable.
- Utiliserexclusivementlesélectrodesprévuespourlamachine(voirlistedes
piècesdétachées)sansaltérerlaformedecelles-ci.
- RISQUE DE BRÛLURES
Certainespartiesdupostedesoudageparpoints(électrodes-brasetzones
adjacentes)peuventatteindredestempératuressupérieuresà65°C:ilfaut
doncporterdesvêtementsdeprotectionadéquats.
Laisserrefroidirlemorceauquivientd’êtresoudéavantdeletoucher!
RISQUE DE RENVERSEMENT ET DE CHUTE
- Placerlepostedesoudageparpointssurunesurfacehorizontaleayantune
capacitéadaptéeàsamasse;attacherlepostedesoudageparpointsau
pland’appui(quandcelaestprévudanslasection«INSTALLATION»dece
manuel).Encascontraire,solsinclinésoudéformés,plansd’appuimobiles,
ilexisteundangerderenversement.
- Il est interdit de soulever le poste de soudage par points, sauf cas
expressémentprévudanslasection«INSTALLATION»decemanuel.
- Danslecasd’uneutilisationdemachinessurchariot:débrancherlepostede
soudageparpointsdel’alimentationélectriqueetpneumatique(siprésente)
avantdedéplacerl’unitédansuneautrezonedetravail.Faireattentionaux
obstaclesetauxaspéritésduterrain(parexemplecâblesettuyaux).
- UTILISATION IMPROPRE
Ilestdangereuxd’utiliserlepostedesoudageparpointspourtoutusinage
diérentdeceluiprévu(voirUTILISATIONPRÉVUE)
DISPOSITIFS DE SÉCURITÉ ET PROTECTIONS
Lesprotectionsetlespartiesmobilesdel’enveloppedupostedesoudagepar
pointsdoiventêtreenposition,avantdelebrancherauréseaud’alimentation.
ATTENTION!Touteinterventionmanuellesurdespartiesmobilesaccessibles
dupostedesoudageparpoints,parexemple:
- Substitutionouentretiendesélectrodes
- Réglagedelapositiondubrasoudesélectrodes
DOIT ÊTRE EXÉCUTÉE AVEC LE POSTE DE SOUDAGE PAR POINTS ÉTEINT ET
DÉBRANCHÉ DU RÉSEAU D’ALIMENTATION ÉLECTRIQUE ET PNEUMATIQUE
(siprésent).
INTERRUPTEURGÉNÉRALBLOQUÉSUR«O»AVECVERROUFERMÉETCLÉ
EXTRAITEsurlesmodèlesavecactionnementàCYLINDREPNEUMATIQUE).
STOCKAGE
- Placer la machine et ses accessoires (avec ou sans emballage) dans des
locauxfermés.
- L’humiditérelativedel’airnedoitpasêtresupérieureà80%.
- Latempératureambiantedoitêtrecompriseentre-15°Cet45°C.
Encasdemachineéquipéed’uneunitéderefroidissementparliquideetd’une
températureambianteinférieureà0°C:utiliserleliquideantigelsuggéréparle
producteurouvidangercomplètementlecircuithydrauliqueetleréservoir,du
liquidequ’ilcontient.
Toujours utiliser des mesures adéquates pour protéger la machine contre
l’humidité,lasaletéetlacorrosion.
2.INTRODUCTIONETDESCRIPTIONGÉNÉRALE
2.1INTRODUCTION
Installation mobile pour soudage par résistance (poste de soudage par points) avec
contrôle numérique par microprocesseur. Équipé de prises rapides pour les câbles
de soudage, il facilite l’interchangeabilité immédiate des équipements, ce qui permet
l’exécution de nombreux usinages à chaud et d’usinages par points sur les tôles,
notamment dans les carrosseries et dans des secteurs avec usinages analogues.
Le poste de soudage par points est disponible en deux versions :
- Version refroidie par air abrégée en "A.F.".
- Version refroidie par air et liquide (pince) abrégée en "AQUA"
Leurs principales caractéristiques sont :
- choix automatique des paramètres de soudage ;
- reconnaissance automatique de l’outil inséré ;
- commande automatique à extinction minutée du refroidissement par air (liquide si
présent) ;
- choix du courant de pointage optimum en fonction de la puissance de réseau
disponible ;
- limitation de la surintensité de ligne à l’insertion (contrôle cosφ d’insertion) ;
- acheur CL éclairé par l’arrière pour la visualisation des commandes et des
paramètres programmés ;
Le poste de soudage par points peut opérer sur des tôles en fer à faible contenu en
carbone et sur des tôles en fer galvanisé.
2.2ACCESSOIRESDESÉRIE
- Pince à actionnement pneumatique avec câbles, refroidie par air (bras de 120 mm
et électrodes standards) : version A.F.
- Pince à actionnement pneumatique avec câbles, refroidie par liquide (bras de 120
mm) : version AQUA ;
- Unité intégrée pour le refroidissement par liquide à circuit fermé : VERSION
AQUA ;
- Groupe réducteur de pression-ltre manomètre avec électrovanne (alimentation de
l’air comprimé) ;
- Chariot intégré ;
2.3ACCESSOIRESSURDEMANDE
- Paires de bras et électrodes de longueur et / ou forme diérentes pour pince
pneumatique refroidie à air / liquide (v. liste des pièces détachées).
- Pince à actionnement manuel avec paires de câbles.
- Paires de bras à électrodes de longueur et / ou forme diérentes pour pince
manuelle (v. liste des pièces détachées).
- Pince en « C » à actionnement manuel avec câbles.
- Kit Studder complet avec câble de masse séparé et caisse d’accessoires.
- Pince pour double point à refroidissement à air avec câbles.
- Kit Studder sans gâchette, avec câble de masse (il soude au contact sans utiliser
le bouton).
- Kit pied de soutien et déchargeur de poids pour la pince.
3.DONNÉESTECHNIQUES
3.1PLAQUETTEDESDONNÉES(Fig.A)
Les principales données relatives à l’emploi et aux prestations du poste de soudage
par points sont résumées sur la plaquette des caractéristiques avec la signication
suivante.
1 - Nombre de phases et fréquence de la ligne d’alimentation.
2 - Tension d’alimentation.
3 - Puissance de réseau en régime permanent (100%).
4 - Puissance nominale de réseau avec rapport d’intermittence de 50%.
5 - Tension maximale à vide aux électrodes.
6 - Courant maximum avec électrodes en court-circuit.
7 - Courant au secondaire en régime permanent (100%).
8 - Ecartement et longueur du bras (standard).
9 - Force maximale aux électrodes.
10 - Pression nominale de la source d’air comprimé.
11 - Pression de la source d’air comprimé nécessaire pour obtenir la force maximale
aux électrodes.
12 - Débit du liquide de refroidissement.
13 - Chute de pression nominale du liquide pour le refroidissement.
14 - Masse de l’appareillage.
15 - Symboles se référant à la sécurité dont la signication est reportée au chapitre 1
“Sécurité générale pour le soudage par points”.
Note:L’exemple de plaquette reporté est indicatif pour la signication des symboles
et des chires; les valeurs exactes des données techniques du poste de soudage par
points en votre possession doivent être relevées directement sur la plaquette du poste
de soudage par points.
3.2AUTRESDONNÉESTECHNIQUES
3.2.1Postedesoudageparpoints
Caractéristiquesgénérales
- Tension et fréquence d’alimentation : 400 V (±15%) ~ 2ph-50/60 Hz
ou encore : 230 V (±15%) ~1ph-50/60 Hz
- Classe de protection électrique : I
- Classe d’isolation : H
- Degré de protection de l’enveloppe : IP 20
- Type de refroidissement :
A.F. (Air forcé), par liquide (version AQUA)
- (*) Encombrement (LxWxH) : 710 x 450 x 910 mm
- (**) Poids : 66 kg A.F., 81 kg AQUA
Input
- Puissance max en court-circuit (Scc) : 58 kVA
- Facteur de puissance au max : 0.8
- Fusibles de réseau retardés : 32 A (400 V)/64 A (230 V)
- Interrupteur automatique de réseau : 32 A @ 400 V (“C”- CEI60947-2)
63 A @ 230 V (“C”- CEI60947-2)
- Câble d’alimentation (L≤4m) : 3 x 4 mm²(400V) - 3 x 6 mm² (230 V)
Output
- Tension secondaire à vide (U2 d) : 10 V
-
Courant max de soudage par points (I
2
max)
: 7 kA
- Capacité de soudage par points : max 3 + 3 mm
- Rapport intermittence : 1.5% A.F., 3% AQUA
- Force maximale aux électrodes : 150 daN
- Saillance du bras : 120-500 mm
- Réglage du courant de soudage par points : automatique
- Réglage du temps de soudage par points : automatique en fonction
de l’épaisseur de la tôle
et de la pince utilisée.
(*) NOTE : l’encombrement ne comprend pas les câbles et le piquet de soutien.
(**) NOTE : le poids du générateur ne comprend pas la pince et le piquet de soutien.
3.2.2Groupederefroidissement(GRA)
Caractéristiquesgénérales
- Pression maximale (pmax) : 3 bars
- Puissance de refroidissement (P @ 1l/min) : 1 kW
- Capacité du réservoir : 8 l
- Liquide de refroidissement : liquide réfrigérant
4.DESCRIPTIONDUPOSTEDESOUDAGEPARPOINT
4.1ENSEMBLEDUPOSTEDESOUDAGEPARPOINTSETDESCOMPOSANTS
PRINCIPAUX(Fig.B)
Surlecôtéantérieur:
1 - Tableau de contrôle ;
2 - Attache pour câbles de la pince (ATLAS) ;
3 - Prises à branchement rapide pour l’attache des tuyaux d’air ;
4 - Prises rapides pour l’attache des tuyaux de refroidissement (version AQUA) ;
5 - Connecteur 14 broches ;
Surlecôtépostérieur:
6 - Interrupteur général ;
7 - Entrée du câble d’alimentation ;
8 - Groupe régulateur de pression, manomètre et ltre d’entrée de l’air ;
9 - Bouchon du réservoir du groupe de refroidissement (version AQUA) ;
10 - Niveau du liquide du GRA (version AQUA) ;
11 - Orice d’évacuation de l’air du GRA (version AQUA).
4.2DISPOSITIFSDECONTRÔLEETDERÉGLAGE
4.2.1Tableaudecontrôle(Fig.C)
1. Toucheàplusieursfonctions
a) FONCTION « START » :
habilite la machine à fonctionner au premier démarrage ou après une situation
d’alarme.
NOTE : L’acheur signale à l’opérateur, le cas échéant, qu’il doit appuyer sur
le bouton « START» pour pouvoir utiliser la machine.
b) FONCTION « MODE » :
sélectionne le soudage par points à « impulsions » (activable
seulement avec les pinces pneumatiques) ou sélectionne l’outil du studder (g.
C-8a / 8f activable seulement avec le pistolet studder).
c) CHOIX DE L’UNITÉ DE MESURE :
en maintenant la pression pendant 3 secondes sur la touche, il est possible
de programmer l’unité de mesure de l’épaisseur de la tôle en « millimètres »

- 17 -
[mm], “gauge” [ga] ou inch [in].
2-3. - / + Touchesàdoublefonction
a) FONCTION ÉPAISSEUR DE LA TÔLE :
en appuyant sur la touche [+] on incrémente l’épaisseur de la tôle, en appuyant
sur la touche [-] on la diminue.
b) FONCTION SÉLECTION NIVEAU TIME ou POWER :
en maintenant la pression sur la touche [-] pendant 3 secondes, il est possible
d’incrémenter ou de diminuer le temps de soudage par rapport à la valeur
programmée automatiquement par la machine ;
en maintenant la pression sur la touche [+] pendant 3 secondes, il est possible
d’incrémenter ou de diminuer la puissance de soudage par rapport à la
valeur programmée automatiquement par la machine ;
NOTE : la programmation de la puissance de soudage par points permet
de modier la valeur du courant programmée en usine (5 kA), adaptée à une
puissance installée de 10 kW.
IMPORTANT : Le TAB. 1 fournit la correspondance entre le
courant sélectionné et la puissance minimale de réseau, qui doit être
disponible sur le lieu d’installation (puissance installée), pour éviter la
possibilitéd’interventionentempsvouludelaprotectiondeligne.
Ilestconseilléd’exécuterl’adaptationdelaprogrammationquandlavaleur
par«défaut»estinsusantepouruneexécutionoptimaledupointavec
l’épaisseursélectionnée(l’épaisseurcorrespondanteclignote),ou,quand
lapuissanceinstalléeestcompatible,ensélectionnantlavaleurde7kAce
quigarantitplusdesécuritéopérationnelledanstouteslesapplications.
La programmation avec des valeurs de courant inférieures limite, par
conséquent,l’épaisseurmaximalesoudable.
4. AcheurCL
5.
Il signale qu’il est nécessaire d’appuyer sur la touche pour habiliter la
machine au soudage.
6.
Il ache l’épaisseur de la tôle et les éventuels codes d’alarme.
7.
S’actionne en branchant le pistolet Studder avec gâchette ou sans
(version activable par contact).
8a.
Indique le soudage par points de ches, rivets, rondelles, rondelles spéciales
avec électrodes appropriées.
8b.
Indique le soudage par points de vis d’un diamètre de 4÷6, et de rivets d’un
diamètre de 5 avec électrode appropriée.
8c.
Indique le soudage par point individuel avec électrode appropriée.
8d.
Indique le revenu des tôles avec l’électrode au carbone.
8e.
Indique la déformation par écrasement des tôles avec électrode appropriée.
8f.
Indique le soudage par points intermittent pour le rapiéçage sur les tôles avec
électrode appropriée.
9.
Indique le niveau du temps de soudage ou du par rapport à la valeur
programmée automatiquement .
10.
Indique que la fonction du soudage par points à impulsions a été activée
(seulement pour pinces pneumatiques).
11.
Indique qu’on est en train d’utiliser une pince à actionnement « manuel » et non «
pneumatique ».
12.
Indique que la pince utilisée est sous tension.
13-14-15.
indiquent pince double point, indiquent pince en « X »,
s’active avec le pistolet Studder.
16.
Représente l’épaisseur de la tôle à souder.
17.
Indique que la machine est en protection thermostatique.
18.
Indique qu’on est en train d’utiliser le pistolet thermique à agrafes pour le soudage
de parties en plastique.
19.
Indique l’unité de mesure de l’épaisseur de la tôle.
4.2.2Grouperégulateurdepressionetmanomètre(g.B-8)
Il permet de régler la pression exercée aux électrodes de la pince pneumatique en
agissant sur la poignée de réglage, et de modier le ux d’air de refroidissement des
pinces qui le prévoient. Nous conseillons de programmer la pression au maximum
sans dépasser 8 bars.
4.3FONCTIONSDESÉCURITÉETVERROUILLAGE
4.3.1Protectionsetalarmes(TAB.2)
a) Protection thermique :
Elle intervient en cas de surchaue du poste de soudage par points causée par le
manque ou l’insusance de débit du uide de refroidissement ou causée par un
cycle de travail supérieur à la limite admise.
L’intervention est signalée par l’allumage de l’icône sur l’acheur (g. C-17) et par:
AL1 = alarme thermique machine.
AL2 = alarme thermique pince, studder.
EFFET : blocage de la manipulation, ouverture des électrodes (cylindre en
déchargement) ; blocage du courant (soudage inhibé).
RÉTABLISSEMENT : manuel (action sur le bouton « START » après être revenu
dans les limites de température admises - extinction de l’icône).
b) Interrupteur général :
- Position « O » = ouvert pouvant être verrouillé (voir chapitre 1).
ATTENTION!Enposition«O»,lesbornesinternesL1+L2(N)de
branchementducâbled’alimentationsontsoustension.
- Position « I » = fermé : poste de soudage par points alimenté mais pas en
fonction (STAND BY – il faut appuyer sur le bouton « START »).
- Fonction d’arrêt d’urgence
Avec le poste de soudage par points en fonction, l’ouverture (pos. « I »=>pos. «
O ») en détermine l’arrêt en conditions de sécurité :
- courant inhibé ;
- ouverture des électrodes (cylindre en déchargement) ;
- redémarrage automatique inhibé.
ATTENTION!VÉRIFIERPÉRIODIQUEMENTLEFONCTIONNEMENT
CORRECTDEL’ARRÊTENSÉCURITÉ.
c) Sécurité du groupe de refroidissement (version AQUA)
Elle intervient en cas de manque ou de chute de pression du liquide de
refroidissement ;
L’intervention est signalée sur l’acheur par AL 9 = alarme manque liquide.
EFFET : blocage de la manipulation, ouverture des électrodes (cylindre en
déchargement) ; blocage du courant (soudage inhibé).
RÉTABLISSEMENT : rajouter du liquide de refroidissement, puis éteindre et allumer
la machine (voir aussi Par. 5.6 « prédisposition du groupe de refroidissement »).
d) Protection surtension et sous-tension
L’intervention est signalée sur l’acheur par AL 3 = alarme surtension et par AL 4
= alarme sous-tension.
EFFET : blocage de la manipulation, ouverture des électrodes (cylindre en
déchargement) ; blocage du courant (soudage inhibé).
RÉTABLISSEMENT : manuel (action sur le bouton « START »).
e) Bouton « START » (Fig. C-5).
Son actionnement est nécessaire pour pouvoir commander l’opération de soudage
dans chacune des conditions suivantes :
- à chaque fermeture de l’interrupteur général (pos. « O »=>pos. « I ») ;
- après chaque intervention des dispositifs de sécurité / protection ;
- après le retour de l’alimentation d’énergie (électrique et d’air comprimé)
précédemment interrompue pour cause de sectionnement en amont ou d’avarie ;
ATTENTION!VÉRIFIERPÉRIODIQUEMENTLEBONFONCTIONNEMENT
DUDÉMARRAGEENSÉCURITÉ.
5.INSTALLATION
ATTENTION!EXÉCUTERTOUTESLESOPÉRATIONSD’INSTALLATION
ET LES BRANCHEMENTS ÉLECTRIQUES ET PNEUMATIQUES AVEC LE POSTE
DE SOUDAGE PAR POINTS RIGOUREUSEMENT ÉTEINT ET DÉBRANCHÉ DU
RÉSEAUD’ALIMENTATION.
LES BRANCHEMENTS ÉLECTRIQUES ET PNEUMATIQUES DOIVENT ÊTRE
EXÉCUTÉSEXCLUSIVEMENTPARUNPERSONNELEXPERTOUQUALIFIÉ.
5.1MISEENPLACE
Déballer le poste de soudage par points, exécuter le montage des parties détachées
contenues dans l’emballage comme indiqué dans ce chapitre (Fig.D).
5.2MODALITÉSDESOULÈVEMENT(Fig.E).
Le soulèvement du poste de soudage par points doit être exécuté avec double câble
et crochets opportunément dimensionnés pour le poids de la machine, en utilisant les
anneaux appropriés M8.
Il est absolument interdit d’attacher le poste de soudage par points selon des modalités
diérentes de celles indiquées.
5.3POSITIONNEMENT
Réserver à la zone d’installation une aire susamment ample et sans obstacles
capable de garantir l’accessibilité au panneau de commandes à l’interrupteur général
et à l’air de travail en toute sécurité.
S’assurer qu’il n’y a pas d’obstacles en face des ouvertures d’entrée ou de sortie de
l’air de refroidissement et vérier qu’il n’est pas possible d’aspirer des poussières
conductrices, des vapeurs corrosives, de l’humidité, etc.

- 18 -
Positionner le poste de soudage par points sur une surface plane de matériau
homogène et compact pouvant en supporter le poids (voir “données techniques”) pour
éviter le danger de renversement ou des déplacements dangereux.
5.4BRANCHEMENTAURÉSEAU
5.4.1Avertissements
Avant d’eectuer tout branchement électrique, vérier que les données de plaquette
du poste de soudage par points correspondent à la tension et à la fréquence de
réseau disponibles sur le lieu de l’installation.
Le poste de soudage par points doit être branché exclusivement à un système
d’alimentation avec conducteur de neutre branché à la terre.
Pour garantir la protection contre le contact indirect, utiliser des interrupteurs
diérentiels du type:
- Type A ( ) pour machines monophasées;
- Type B ( ) pour machines triphasées.
- Ce poste de soudage par points ne répond pas aux exigences de la norme IEC/EN
61000-3-12.
En cas de raccordement de ce dernier à un réseau d’alimentation publique,
l’installateur ou l’utilisateur sont tenus de vérier la possibilité de branchement du
poste de soudage par points (s’adresser si nécessaire au gestionnaire du réseau
de distribution).
5.4.2Ficheetprise
Connecter au câble d'alimentation une che normalisée ( 3P+T : seuls 2 pôles sont
utilisés : connexion INTERPHASE !) de débit adéquat, et prévoir une prise secteur
protégée par un fusible ou par un interrupteur automatique magnétothermique ; la
borne de terre prévue doit être connectée au conducteur de terre (jaune-vert) de la
ligne d'alimentation.
Le débit et la caractéristique d'intervention des fusibles et de l'interrupteur
magnétothermique sont indiqués dans le paragraphe "INFORMATIONS TECHNIQUES".
En cas d'installation de plusieurs postes de soudage, distribuer l'alimentation
cycliquement entre les trois phases an d'obtenir une charge plus équilibrée, par
exemple :
poste de pointage 1 : alimentation L1-L2 ;
poste de soudage 2 : alimentation L2-L3 ;
poste de soudage 3 : alimentation L3-L1.
ATTENTION ! La non-observation des règles énoncées plus haut
annulelesystèmedesécuritéprévuparlefabricant(classeI)etcomportedes
risques graves pour les personnes (ex. choc électrique) et les appareils (ex.
incendie).
5.5BRANCHEMENTPNEUMATIQUE
- Prédisposer une ligne d’air comprimé avec pression d’exercice à 8 bars.
- Monter sur le groupe ltre réducteur un des raccords d’air comprimé à disposition
pour l’adapter aux attaches disponibles sur le lieu d’installation.
5.6PRÉDISPOSITIONDUGROUPEDEREFROIDISSEMENT(VersionAQUA)
ATTENTION!Lesopérationsderemplissagedoiventêtreexécutées
avecl’appareillageéteintetdébranchéduréseaud'alimentation.
Éviterdefaçonabsoluel'utilisationdeliquideantigelàbasedepolypropylène.
Utiliserseulementleliquideréfrigérantsuggéréparleproducteur.
- Ouvrir la vanne de vidange (FIG. B-11).
- Eectuer le remplissage du réservoir avec le liquide réfrigérant à travers la goulotte
(Fig. B-9) : capacité du réservoir = 8 l ; faire attention d'éviter tout débordement
excessive de liquide en n de remplissage.
- Fermer le bouchon du réservoir.
- Fermer la vanne de vidange.
5.7BRANCHEMENTDELAPINCEPNEUMATIQUE(Fig.F)
- Brancher les ches ATLAS dans les prises prévues à cet eet.
ATTENTION!Les«ATLAS»descâblesseconnectentauxprises
dutableauparunerotationdanslesensdesaiguillesd’unemontre:vérier
quelatorsiondescâblesnedesserrepaslaconnexion;danscecas,tourner
les«ATLAS»descâblesdanslesenscontrairedesaiguillesd’unemontre
avantdelesinséreretdelesbloquerdansletableau.
- Brancher les deux ches de l’air dans les prises prévues à cet eet sur le poste de
soudage par points : petite che (air de refroidissement) ; grande che (air pour
commande pistolet pneumatique).
- Seulement pour la version AQUA, brancher les tuyaux de refroidissement de la
pince aux prises à branchement rapide prévues à cet eet sur la machine en
respectant les couleurs : tuyau bleu sur prise bleue, tuyau rouge sur prise rouge.
- Insérer le connecteur du câble de commande dans la prise à 14 broches prévue à
cet eet.
5.8BRANCHEMENTDELAPINCEMANUELLEETPISTOLETSTUDDERAVEC
CÂBLEDEMASSE(FIG.G)
- Brancher les ches ATLAS dans les prises prévues à cet eet : seulement pour
le studder, brancher le pistolet et la masse aux ATLAS concernées, comme sur la
sérigraphie de la machine.
- Insérer le connecteur du câble de commande dans la prise prévue à cet eet.
Les branchements des prises d’air pour l’air comprimé ne sont pas nécessaires.
5.9BRANCHEMENTDELAPINCEDOUBLEPOINT
- Procéder de la même façon que la pince pneumatique en utilisant seulement la
che de l’air de refroidissement.
6.SOUDAGE(PARPOINTS)
6.1OPÉRATIONSPRÉALABLES
Avant de procéder aux opérations de soudage (par points), il est nécessaire
de procéder à une série de contrôles et de réglages devant être eectués avec
l'interrupteur général en position ” O ” et verrouillé .
- Contrôler que le raccordement électrique a été correctement eectué conformément
aux instructions précédentes.
- Contrôler le raccordement d'air comprimé; connecter le tube d'alimentation au
réseau d'alimentation pneumatique, régler la pression au moyen de la poignée du
réducteur jusqu'à achage sur le manomètre d'une valeur comprise entre 4 et 8
bars (60 - 120 psi) en fonction de l'épaisseur de la tôle à traiter.
-
Interposer entre les électrodes une entretoise de même épaisseur que les tôles;
contrôler que les bras approchés manuellement sont parallèles et que les
électrodes sont dans l'axe (pointes en correspondance).
Procéder au réglage, en desserrant si nécessaire les vis de xation des bras qui
peuvent être tournés ou déplacés dans les deux directions de leur axe ; une fois le
réglage eectué, serrer à nouveau soigneusement les vis de xation.
- Le réglage de la course de fonctionnement s'eectue au moyen des électrodes.
Ne jamais oublier qu'une course supérieure de 6-8 mm par rapport à la position de
pointage est nécessaire pour exercer la force nécessaire sur la pièce à souder.
La FIG. I fournit un réglage « standard » de la position des électrodes avec la pince
au repos.
- Au moyen de la pince manuelle, ne pas oublier que le réglage de la force exercée
par les électrodes durant le pointage s'obtient au moyen de l'écrou moleté (FIG.
L) ; serrer dans le sens des aiguilles d'une montre pour augmenter la force en
proportion de l'augmentation de l'épaisseur des tôles, en sélectionnant toutefois
des réglages permettant la fermeture de la pince (et l'actionnement correspondant
du micro-interrupteur) en exerçant un eort très limité. Le positionnement correct
des bras et électrodes est identique aux indications données pour la pince
pneumatique.
6.2RÉGLAGEDESPARAMÈTRES(enpointage)
Les paramètres utiles à la détermination du diamètre (section) et de la tenue
mécanique du point sont les suivants :
- Force exercée par les électrodes.
- Courant de pointage.
- Temps de pointage.
En l'absence d'expérience en la matière, eectuer plusieurs essais de pointage
en utilisant des épaisseurs de tôles de même qualité et épaisseur que le travail à
eectuer.
Adapter la force des électrodes au moyen du régulateur de pression, comme indiqué
au point 6.1, et en sélectionnant des valeurs moyennes-hautes.
Les paramètres courant et temps de soudage par points sont réglés automatiquement
en sélectionnant l’épaisseur des tôles à souder avec les touches (icônes + / -). Les
éventuels ajustements du temps point par rapport à la valeur standard (DEFAULT)
peuvent être eectués, dans les limites préxées, en agissant sur la touche (icône
g. C-2).
Insérer la pulsation pour pointer des tôles d’une épaisseur de 0.8÷1.2mm à
haute limite d’élasticité.
La période de pulsation est automatique, elle n’a pas besoin de réglage.
IMPORTANT: Si l’épaisseur sélectionnée « clignote », cela signie que le courant de
soudage par points standard , ou initialement programmé, est insusant pour
exécuter le point de façon satisfaisante ; en compatibilité avec la puissance disponible
sur le lieu d’installation, reprogrammer le poste de soudage par points au courant
maximum (voir paragraphe 4.2.1) : des courants de soudage par points élevés
associés à des temps réduits confèrent de meilleures caractéristiques au point.
On considère l’exécution du point comme correcte quand en soumettant une piqûre
au test de traction, on provoque l’extraction du noyau du point de soudage d’une des
deux tôles.
6.3PROCÉDÉ
6.3.1PINCEPNEUMATIQUE
- Le temps d’accostage (SQUEEZE TIME) est automatique, la valeur varie en
fonction de l’épaisseur de tôle sélectionnée.
- Poser une électrode sur la surface d’une des deux tôles à pointer.
- appuyer sur le bouton situé le manche de la pince pour obtenir :
a) Fermeture des tôles entre les électrodes avec la force préréglée (actionnement
cylindre).
b) Passage du courant de soudage préxé pendant le temps préxé signalé par
l’allumage et l’extinction de l’icône .
- Relâcher le bouton quelques instants après l’extinction de l’icône (n de soudage) ;
ce retard (maintien) confèrent de meilleures caractéristiques mécaniques au point.
6.3.2PINCESMANUELLES
- Poser l’électrode inférieure sur les tôles à pointer.
- Actionner le levier supérieur de la pince en n de course, pour obtenir :
a) Fermeture des tôles entre les électrodes avec la force préréglée.
b) Passage du courant de soudage préxé pendant le temps préxé signalé par
l’allumage et l’extinction de l’icône .
- Relâcher le levier de la pince quelques instants après l’extinction de l’icône (n de
soudage) ; ce retard (maintien) confère de meilleures caractéristiques mécaniques
au point.
6.3.3PISTOLETSTUDDER
ATTENTION!
- Pourxeroudémonterlesaccessoiresdumandrindupistolet,utiliserdeux
clésxeshexagonalesdefaçonàempêcherlarotationdecemêmemandrin.
- Encasd’opérationsurdesportesoudescapots,brancherobligatoirement
labarredemassesurcespartiespourempêcherlepassagedecourantpar
lescharnières,etquoiqu’ilensoitàproximitédelazoneàpointer(delongs
parcoursdecourantréduisentl’ecacitédupoint).
6.3.4Branchementducâbledemasse
a) Mettre la tôle à nu, le plus près possible du point sur lequel on entend opérer, sur
une surface correspondant à la surface de contact de la barre de masse.
b1) Fixer la barre de cuivre à la surface de la tôle en se servant d’une PINCE
ARTICULÉE (modèle pour soudages).
En alternative à la modalité « b1 » (diculté de réalisation pratique), adopter la
solution :
b2) Pointer une rondelle sur la surface de la tôle précédemment préparée ; faire
passer la rondelle par la ssure de la barre en cuivre et la bloquer avec la pince
fournie à cet eet.
Soudageparpointsd’unerondellepourxationduterminaldemasse
Monter l’électrode prévue à cet eet sur le mandrin du pistolet (POS. 9, Fig. M) et y
insérer la rondelle (POS. 13, Fig. M).
Poser la rondelle dans la zone choisie. Mettre le terminal de masse en contact, sur la
même zone ; appuyer sur le bouton du pistolet en réalisant le soudage de la rondelle
sur laquelle exécuter la xation comme décrit précédemment.
Soudageparpointsdevis,rondelles,clous,rivets
Équiper le pistolet de l’électrode adaptée, y insérer l’élément à pointer et le poser

- 19 -
contre la tôle sur le point désiré ; appuyer sur le bouton du pistolet : relâcher le bouton
seulement après le temps programmé.
Soudageparpointsdestôlesd’unseulcôté
Monter l’électrode prévue sur le mandrin du pistolet (POS. 6, Fig. M) en appuyant
sur la surface à pointer. Actionner le bouton du pistolet, relâcher le bouton seulement
après le temps programmé.
ATTENTION!
Épaisseurmaximaledelatôlepouvantêtrepointée,d’unseulcôté:1+1mm.
Ce soudage par points n’est pas admis sur des structures portantes de la
carrosserie.
Pour obtenir des résultats corrects dans le soudage par points des tôles, il faut adopter
quelques précautions fondamentales :
1 - Une connexion de masse impeccable.
2 - Les deux parties à pointer doivent être mises à d’éventuelles peintures, graisse,
huile, qui la couvrent.
3 - Les parties à pointer devront être en contact l’une avec l’autre, sans entrefer, au
besoin presser avec un outil, pas avec le pistolet. Une pression trop forte porte à
de mauvais résultats.
4 - L’épaisseur du morceau supérieur ne doit pas dépasser 1 mm.
5 - La pointe de l’électrode doit posséder un diamètre de 2.5 mm.
6 - Bien serrer l’écrou qui bloque l’électrode, vérier que les connecteurs des câbles
de soudage sont bloqués.
7 - Quand on pointe, poser l’électrode en exerçant une légère pression (3÷4 kg).
Appuyer sur le bouton et laisser passer le temps nécessaire au soudage par
points, et seulement alors éloigner le pistolet.
8 - Ne jamais s’éloigner de la masse de plus de 30 cm du point de xation.
Soudageparpointsettractionsimultanéederondellesspéciales
Cette fonction s’exécute en montant et en serrant à fond le mandrin (POS. 4, Fig. M)
sur le corps de l’extracteur (POS. 1, Fig. M), et en accrochant et serrant à fond l’autre
terminal de l’extracteur sur le pistolet. Insérer la rondelle spéciale (POS. 14, Fig. M)
dans le mandrin (POS. 4, Fig. M), en la bloquant avec la vis prévue à cet eet (Fig. M).
La pointer dans la zone concernée en réglant le poste de soudage par points comme
pour le soudage par points des rondelles et commencer la traction.
À la n, tourner l’extracteur de 90° pour détacher la rondelle, qui peut être repointée
dans une nouvelle position.
Réchauementetdéformationparécrasementdestôles
Dans cette modalité opérationnelle, le TIMER est désactivé.
La durée des opérations est donc manuelle car elle est déterminée par le temps
durant lequel on maintient la pression sur le bouton du pistolet.
L’intensité du courant est automatiquement régulée en fonction de l’épaisseur de la
tôle choisie.
Monter l’électrode en carbone (POS. 12, FIG. M) sur le mandrin du pistolet en la
bloquant avec la bague. Toucher de la pointe en carbone la zone précédemment
portée à nu et pousser le bouton du pistolet. Agir de l’extérieur vers l’intérieur avec un
mouvement circulaire de façon à réchauer la tôle qui, en se durcissant, revient dans
sa position originale.
Pour éviter que la tôle ne revienne trop, traiter de petites zones et tout de suite après
l’opération, passer un chion humide, de façon à refroidir la partie traitée.
Déformationparécrasementdestôles
Dans cette position, en opérant avec l’électrode appropriée, on peut aplatir des tôles
qui ont subi des déformations localisées.
Soudageparpointsintermittent
Cette fonction est adaptée au soudage par points de petits rectangles de tôle pour
couvrir des trous dus à la rouille ou à d’autres causes.
Mettre l’électrode appropriée (POS. 5, Fig. M) sur le mandrin, resserrer soigneusement
la bague de xation. Porter à nu la zone concernée et s’assurer que le morceau de tôle
que l’on veut pointer est propre et sans graisse ou peinture.
Placer la pièce et y poser l’électrode, puis serrer le bouton du pistolet en maintenant
toujours la pression sur le bouton, avancer en rythme en suivant les intervalles de
travail/repos donnés par le poste de soudage par points.
N.B.: Durant le travail, exercer une légère pression (3÷4 kg), opérer en suivant une
ligne idéale à 2÷3 mm du bord de la nouvelle pièce à souder.
Pour avoir de bons résultats :
1 - Ne pas s’éloigner de plus de 30 cm du point de xation de la masse.
2 - Adopter des tôles de couverture d’une épaisseur maximale de 0.8 mm si possible
en acier inoxydable.
3 - Rythmer le mouvement d'avancement à la cadence dictée par le poste de
soudage par points. Avancer au moment de pause, s’arrêter au moment du
soudage par points.
Utilisationdel’extracteurfourni(POS.1,Fig.M)
Accrochageettractiondesrondelles
Cette fonction s’eectue en montant et en serrant le mandrin (POS. 3, Fig. M) sur
le corps de l’électrode (POS. 1, Fig. M). Accrocher la rondelle (POS. 13, Fig. M),
pointée selon la description précédente, et commencer la traction. Pour nir, tourner
l’extracteur de 90° pour détacher la rondelle.
Accrochageettractiondesches
Cette fonction s’eectue en montant et en serrant le mandrin (POS. 2, Fig. M) sur
le corps de l’électrode (POS. 1, Fig. M). Faire entrer la che (POS. 15-16, Fig.
M), pointée selon la description précédente, dans le mandrin (POS. 1, Fig. M) en
maintenant l’extrémité tirée vers l’extracteur (POS. 2, Fig. M). Quand l’introduction est
achevée, relâcher le mandrin et commencer la traction. Pour nir, tirer le mandrin vers
le marteau pour extraire la che.
STUDDER TOUCH
Le studder peut être fourni dans la version sans bouton.
Le soudage par points advient simplement en posant l’outil sur la pièce à souder alors
qu’il est branché au câble de masse : après quelques instants, la machine reconnaît
le contact et démarre automatiquement le point.
ATTENTION:ÉVITREDEPOSERLESTUDDERSURLAPIÈCESION
N’ENTENDPASDÉMARRERLESOUDAGE!
7.ENTRETIEN
ATTENTION!AVANTD’EXÉCUTERLESOPÉRATIONSD’ENTRETIEN,
S’ASSURER QUE LE POSTE À SOUDER PAR POINTS EST ÉTEINT ET
DÉBRANCHÉDURÉSEAUD’ALIMENTATION.
Ilestnécessairedebloquerl’interrupteurenposition«O»avecleverroufourni.
7.1ENTRETIENORDINAIRE
LES OPÉRATIONS D’ENTRETIEN ORDINAIRE PEUVENT ÊTRE EXÉCUTÉES PAR
L’OPÉRATEUR.
- adaptation / rétablissement du diamètre et du prol de la pointe de l’électrode ;
- substitution des électrodes et des bras ;
- contrôle de l’alignement des électrodes ;
- contrôle du refroidissement des câbles et de la pince ;
- évacuation de la condensation du ltre d’entrée de l’air comprimé.
- vérication de l’intégrité du câble d’alimentation du poste de soudage par points et
de la pince
SEULEMENTpourlaversionAQUA:
- vérication périodique du niveau dans le réservoir de liquide de refroidissement.
- vérication périodique de l’absence totale de fuites de liquide.
- changement du liquide de refroidissement tous les 6 mois.
7.2ENTRETIENEXTRAORDINAIRE
LES OPÉRATIONS D’ENTRETIEN EXTRAORDINAIRE DOIVENT ÊTRE
EXÉCUTÉES EXCLUSIVEMENT PAR DU PERSONNEL EXPERT OU QUALIFIÉ
DANSLEDOMAINEÉLECTRIQUEETMÉCANIQUE.
ATTENTION ! AVANT D’ENLEVER LES PANNEAUX DU POSTE DE
SOUDAGE OU DE LA PINCE ET D’ACCÉDER À L’INTÉRIEUR, S’ASSURER
QUE LE POSTE DE SOUDAGE EST ÉTEINT ET DÉBRANCHÉ DU RÉSEAU
D’ALIMENTATIONÉLECTRIQUEETPNEUMATIQUE(s’ilestprésent).
D’éventuels contrôles exécutés sous tension à l’intérieur du poste de soudage par
points peuvent causer une secousse électrique grave provenant d’un contact direct
avec des parties sous tension et/ou des lésions dues au contact direct avec des
organes en mouvement.
Périodiquement et quoi qu’il en soit avec une fréquence en fonction de l’utilisation et
des conditions environnementales, inspecter l’intérieur du poste de soudage et de la
pince pour enlever la poussière et les particules métalliques qui se sont déposées sur
le transformateur, module des diodes, boîte de connexions alimentation, etc., à l’aide
d’un jet d’air comprimé sec (max 5 bars).
Éviter de diriger le jet d’air comprimé sur les cartes électroniques ; pourvoir
éventuellement à les nettoyer avec une brosse très douce ou des solvants appropriés.
À l’occasion :
- Vérier que l’isolation des câblages n’est pas endommagée ou leurs connexions
desserrées ou oxydées.
- Vérier que les vis de branchement du secondaire du transformateur aux barres
/ ls de sortie sont bien serrées et qu’il n’y a pas de signes d’oxydation ou de
surchaue.
7.2.1 Interventions sur le groupe de refroidissement à liquide (seulement
versionAQUA)
En cas de :
- nécessité urgente de rétablir le niveau de liquide dans le réservoir ;
- fréquence d'intervention excessive alarme 9 ;
- fuites de liquide ;
il convient de procéder à une vérication des éventuelles problématiques présentes à
l'intérieur de la zone du groupe de refroidissement.
En se référant toujours à la section 7.2 sur les avertissements généraux et, quoi qu'il en
soit, après avoir débranché le poste de soudage par points du réseau d'alimentation,
extraire le panneau latéral (FIG.N).
Contrôler qu'il n'y a pas de fuites provenant aussi bien des connexions que des
tuyaux. En cas de fuite de liquide, pourvoir à la substitution de la partie endommagée.
Éliminer les résidus de liquide éventuellement perdus durant l'entretien et refermer le
panneau latéral.
Procéder ensuite au rétablissement du poste de soudage par points en utilisant les
informations opportunes indiquées au paragraphe 6 (Pointage).
8.RECHERCHEDESAVARIES
DANS L'ÉVENTUALITÉ D'UN FONCTIONNEMENT INSATISFAISANT, ET AVANT
D'EXÉCUTER DES VÉRIFICATIONS PLUS SYSTÉMATIQUES OU DE S'ADRESSER
À VOTRE CENTRE D'ASSISTANCE, CONTRÔLER QUE :
- Avec l'interrupteur général du poste de soudage par points fermé (pos. « I »)
l'acheur est allumé ; en cas contraire, le défaut réside dans la ligne d'alimentation
(câbles, prise et che, fusibles, chute de tension excessive, etc.).
- L'acheur ne montre pas de signaux d'alarme (voir TAB. 2) : après l'arrêt de
l’alarme, appuyer sur “START” pour réactiver le poste de soudage par points ;
contrôler la bonne circulation du uide de refroidissement et éventuellement
réduire le rapport d’intermittence du cycle de travail.
- Les éléments qui font partie du circuit secondaire (fusions porte-bras - bras -
porte-électrodes - câbles) ne sont pas inecaces à cause de vis desserrées ou
d'oxydations.
- Les paramètres de soudage sont adaptés au travail en exécution.
- Après avoir exécuté l'entretien ou la réparation, rétablir les connexions et les
câblages comme ils l'étaient à l'origine en faisant attention qu'ils n'entrent pas en
contact avec des parties en mouvement ou des parties qui pourraient atteindre
des températures élevées. Lier tous les conducteurs comme ils l'étaient à l'origine
en prenant soin de bien séparer entre eux les branchements du primaire en haute
tension des branchements secondaires en basse tension.
Utiliser toutes les rondelles et les vis d'origine pour refermer la charpente.

- 20 -
ESPAÑOL
1. SEGURIDAD GENERAL PARA LA SOLDADORA DE RESISTENCIA ............................................20
2. INTRODUCCIÓN Y DESCRIPCIÓN GENERAL ................................................................................ 21
2.1 INTRODUCCIÓN .........................................................................................................................21
2.2 ACCESORIOS DE SERIE ..........................................................................................................21
2.3 ACCESORIOS A PETICIÓN DE LOS INTERESADOS ...............................................................21
3. DATOS TÉCNICOS ............................................................................................................................21
3.1 PLACA DE DATOS (Figura A)......................................................................................................21
3.2 OTROS DATOS TÉCNICOS .......................................................................................................21
3.2.1 Soldadora por puntos .........................................................................................................21
3.2.2 Grupo de enfriamiento (GRA) ............................................................................................21
4. DESCRIPCIÓN DE LA SOLDADORA POR PUNTOS ......................................................................21
4.1
CONJUNTO DE LA SOLDADORA POR PUNTOS Y COMPONENTES PRINCIPALES (Figura B)
..21
4.2 DISPOSITIVOS DE CONTROL Y REGULACIÓN .......................................................................22
4.2.1 Cuadro de control (Fig. C) ..................................................................................................22
4.2.2Gruporeguladordelapresiónymanómetro(g.B-8) .......................................................22
4.3 FUNCIONES DE SEGURIDAD E INTERBLOQUEO ..................................................................22
4.3.1 Protecciones y alarmas (TAB. 2) ........................................................................................22
5. INSTALACIÓN ...................................................................................................................................22
5.1 PREPARACIÓN ...........................................................................................................................23
5.2 MODALIDAD DE LEVANTAMIENTO (Figura E). ......................................................................... 23
5.3 UBICACIÓN .................................................................................................................................23
5.4 CONEXIÓN A LA RED .................................................................................................................23
5.4.1 Advertencias .......................................................................................................................23
5.4.2 Enchufe y toma...................................................................................................................23
5.5 CONEXIÓN NEUMÁTICA ............................................................................................................23
5.6 PREPARACIÓN DEL GRUPO DE ENFRIAMIENTO (Versión AQUA).........................................23
5.7 CONEXIÓN DE LA PINZA NEUMÁTICA (Fig. F) .........................................................................23
5.8CONEXIÓNDELAPINZAMANUALYDELAPISTOLASTUDDERCON
CABLE DE MASA (FIGURA G) ...................................................................................................23
5.9 CONEXIÓN DE LA PINZA DE PUNTO DOBLE ..........................................................................23
6. SOLDADURA (Soldadura por puntos) ............................................................................................23
6.1 OPERACIONES PRELIMINARES ............................................................................................... 23
6.2 REGULACIÓN DE LOS PARÁMETROS (en soldadura por puntos) ...........................................23
6.3 PROCEDIMIENTO .......................................................................................................................23
6.3.1 PINZA NEUMÁTICA ...........................................................................................................23
6.3.2 PINZAS MANUALES ..........................................................................................................23
6.3.3 PISTOLA STUDDER ..........................................................................................................23
6.3.4 Conexión del cable de masa ..............................................................................................24
7. MANTENIMIENTO .............................................................................................................................24
7.1 MANTENIMIENTO ORDINARIO .................................................................................................24
7.2 MANTENIMIENTO EXTRAORDINARIO .....................................................................................24
7.2.1 Intervenciones en el grupo de enfriamiento por líquido (solo versión AQUA) ....................24
8. BÚSQUEDA DE AVERÍAS.................................................................................................................24
EQUIPOS PARA SOLDADURA DE RESISTENCIA PARA USO INDUSTRIAL Y
PROFESIONAL.
Nota:Eneltextosiguienteseutilizaráeltérmino“soldadoraporpuntos”.
1.SEGURIDADGENERALPARALASOLDADORADERESISTENCIA
Eloperadortienequeconocersucientementeelusosegurodelasoldadora
por puntos y tiene que informarse sobre los riesgos relacionados con los
procedimientosparasoldaduraderesistencia,conlasmedidasdeprotección
correspondientesyconlosprocedimientosdeemergencia.
La soldadora por puntos (solamente en las versiones de accionamiento con
cilindroneumático)sehaequipadoconinterruptorgeneralconfuncionesde
emergencia,equipadoconcandadoparasubloqueoenlaposición“O”(abierto).
Lallavedelcandadopuedeentregarseexclusivamenteaunoperadorexpertoo
instruidoacercadelastareasqueselehanasignadoyacercadelospeligros
posiblesquederivandeesteprocedimientodesoldaduraydelusonegligente
delasoldadoraporpuntos.
En caso de ausencia del operador, el interruptor tiene que ponerse en la
posición“O”,bloqueándoloconuncandadocerradoysinllave.
- Ejecutarlainstalacióneléctricacumpliendolasnormasprevistasylasleyes
enmateriadeprevencióndeaccidentes.
- Lasoldadoraporpuntosdebeconectarseexclusivamenteaunsistemade
alimentaciónconconductordeneutroconectadoatierra.
- Comprobarqueelconectordealimentaciónsehayaconectadocorrectamente
alatierradeprotección.
- Noutilizarcablesconaislamientodeterioradooconconexionesaojadas.
- Utilizar la soldadora por puntos a una temperatura ambiente del aire
incluidaentre5ºCy40ºC,yconhumedadrelativaequivalenteal50%para
temperaturasde40ºC,ydel90%paratemperaturasdehasta20ºC.
- Noutilizarlasoldadoraporpuntosenambienteshúmedosomojadosobajo
lalluvia.
- La conexión de los cables de soldadura y cualquier intervención de
mantenimiento ordinario en los brazos y/o electrodos tienen que ser
realizadasconlasoldadoraporpuntosapagadaydesconectadadelaredde
alimentacióneléctricayneumática(sipresente).
- Enlassoldadorasporpuntosdeaccionamientoconcilindroneumáticoes
necesariobloquearelinterruptor generalen posición “O”con elcandado
incluido.
Deberespetarseelmismoprocedimientoparalaconexiónalareddeagua
oaunaunidaddeenfriamientodecircuitocerrado(soldadorasporpuntos
enfriadasporlíquido)yencualquiercasodeintervencionesdereparación
(mantenimientoextraordinario).
- Se prohíbe utilizar el equipo en ambientes con zonas clasicadas como
zonasderiesgodeexplosión,porlapresenciadegases,polvosoneblinas.
- No soldar en contenedores, recipientes o tuberías que contengan o que
hayancontenidoproductosinamableslíquidosogaseosos.
- Evitaroperarenmaterialeslimpioscondisolventescloruradosocercade
estassustancias.
- Nosoldarenrecipientespresurizados.
- Alejar del área de trabajo todas las sustancias inamables (por ejemplo
madera,papel,trapos,etc.).
- ¡Dejarrefrigerarlapiezaqueseacabadesoldar!Nocolocarlapiezacercade
sustanciasinamables.
- Asegurarseuncambiodeaireadecuadooconmediosadecuadosasacarlos
humosdesoldaduracercadeloselectrodos;esnecesariounacercamiento
sistemáticoparalaevaluacióndeloslímitesalaexposicióndeloshumos
desoldaduraenfuncióndesucomposición,concentraciónyduracióndela
exposiciónmisma.
- Siempreprotegerlosojosconlasgafasdeproteccióncorrespondientes.
- Ponerseguantesyropadeprotecciónadecuadosalaselaboracionescon
soldaduraderesistencia.
- Ruido:Siacausadeoperacionesdesoldaduraespecialmenteintensivasse
presentaunniveldeexposicióndiariapersonal(LEP,d)igualomayora85
db(A)esobligatorioelusodemediosdeprotecciónpersonaladecuados.
- El paso de la corriente de soldadura por puntos causa la formación de
campos electromagnéticos (EMF) localizados alrededor del circuito de
soldaduraporpuntos.
Loscamposelectromagnéticospuedeninterferirconalgunosequiposmédicos
(porejemploMarcadordepasos,respiradores,prótesismetálicas,etc.).
Siempre tienen que tomarse medidas de protección adecuadas hacia los
portadoresdeestosequipos.Porejemplo,prohibirelaccesoaláreadeusode
lasoldadoraporpuntos.
Estasoldadoraporpuntoscumplelosestándarestécnicosdeproductopara
elusoexclusivo en ambienteindustrial anes profesionales.No seasegura
elcumplimientodeloslímitesdebaserelativosalaexposiciónhumanaalos
camposelectromagnéticosenambientedoméstico.
El operador tiene que utilizar los procedimientos siguientes, con el n de
reducirlaexposicióndecamposelectromagnéticos:
- Fijarjuntoslomáscercaposiblelosdoscablesdesoldaduraporpuntos(si
presentes).
- Mantenerelcabezalyeltroncodelcuerpolomáslejosposibledelcircuitode
soldaduraporpuntos.
- Nuncaenvolverloscablesdesoldaduraporpuntos(sipresentes)alrededor
delcuerpo.
- No puntar con el cuerpo en medio del circuito de soldadura por puntos.
Manteneramboscablesdelmismoladodelcuerpo.
- Conectar el cable de retorno de la corriente de soldadura por puntos (si
presente)alapiezaquetienequesoldarse,lomáscercaposibledelajunta
queseestáejecutando.
- Nosoldarcerca,sentadosoapoyadosenlasoldadoraporpuntos(distancia
mínima:50cm).
- Nodejarobjetosferromagnéticoscercadelcircuitodesoldaduraporpuntos.
- Distanciamínima:
- d=3cm,f=50cm(FiguraO);
- d=3cm,f=50cm(FiguraP);
- d=30cm(FiguraQ);
- d=20cm(FiguraR)Studder.
- EquipodeclaseA:
Esta soldadora por puntos cumple los requisitos del estándar técnico de
productoparaelusoexclusivoenambienteindustrialanesprofesionales.
Nose asegura elcumplimientode lacompatibilidadelectromagnética enlos
ediciosdomésticosyenlosediciosdirectamenteconectadosaunaredde
alimentacióndebajatensiónquealimentalosediciosresidenciales.
USO PREVISTO
Lainstalaciónsehadiseñadoparaserutilizadaexclusivamenteencarrocería
paralareparacióndevehículos:tienequeutilizarseparalasoldaduraporpuntos
deunaovariaschapasdeaceroconbajocontenidodecarbono,deformay
dimensionesvariablesenfuncióndelaelaboraciónquehayqueejecutar.
pág. pág.
ÍNDICE
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
Pagina se încarcă...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152